ОПИСАНИЕ СХЕМЫ СБОРКИ, ОБОСНОВАНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА, ПОДБОР ОБОРУДОВАНИЯ, ОСНАСТКИ, РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ СБОРКИ - Технологический процесс сборки штампа
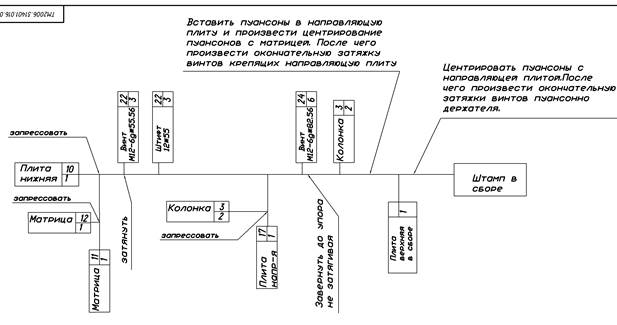
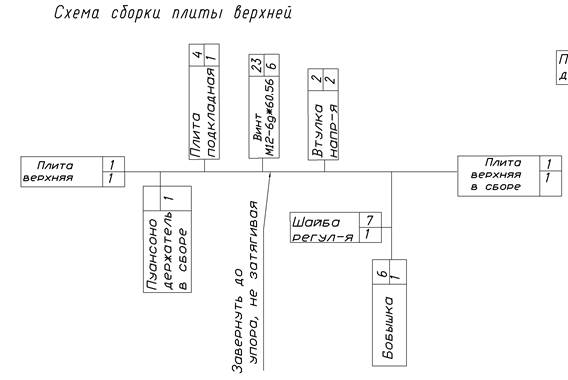
Для данного штампа предлагается следующая схема сборки.
1. Общая схема сборки:
ПОДБОР ОБОРУДОВАНИЯ, ОСНАСТКИ
При сборке данного штампа используется следующий инструмент:
Операция 010. Слесарно-сборочная.
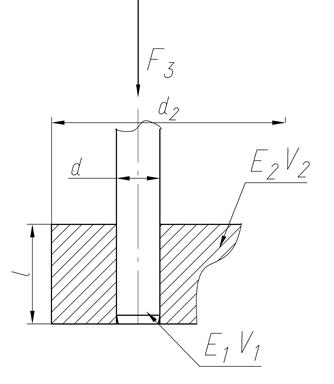
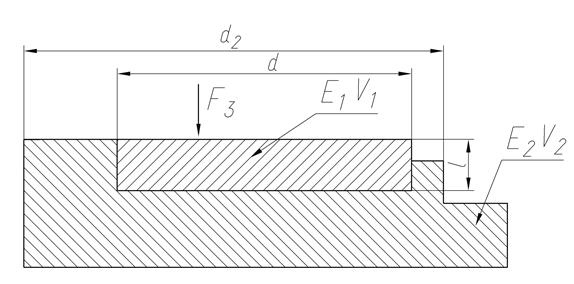
Направляющая втулка запрессовывается в верхнюю плиту по посадке H8/u8 с усилием запрессовки FЗ=H. В качестве оборудования выбран пресс гидравлический усилием 10 тонн.
Направляющие колонки запрессовываются нижнюю плиту по посадке H8/u8 с усилием запрессовки FЗ=H. В качестве оборудования выбран пресс гидравлический усилием 10 тонн.
Матрица устанавливается по посадке H7/m6 так как посадка переходная выбран молоток 7850-0117 ГОСТ 2310-77.
Болты затягиваются Ключ торцовый 10-80 ГОСТ 1068-54
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ СБОРКИ
Расчет натягов втулки.
1) Направляющая втулка в плиту верхнюю.
Ш33H8
ES=0,039
IS=0
Ш33u8:
Es=+0,099
Is=+0,06
Nmin=is-ES=0,06-0,039=0,021
Nmax=es-IS=0,099-0=0,099
TД=Nmax-Nmin=0,099-0,021=0,078
2) Направляющая колонка в плиту нижнюю.
Ш20H8
ES=0,033
IS=0
Ш33u8:
Es=+0,081
Is=+0,048
Nmin=is-ES=0,048-0,033=0,015
Nmax=es-IS=0,081-0=0,081
TД=Nmax-Nmin=0,081-0,015=0,066
3) Матрица в плиту нижнюю посадка 138 H7/m6.
Ш138H7
ES=0,04
IS=0
Ш138m6:
Es=+0,04
Is=+0,015
Smax= ES - is=0,04-0.015=0,025
Nmax=es-IS=0,04-0=0,04
TД=Nmax+ Smax =0,04-0,025=0,065
Асчет усилия запрессовки.
Посадка осуществляется с натягами Fz.
Усилие запрессовки рассчитывается по формуле:
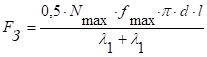
Где NMax - максимальная величина натяга в посадке, конструктивно заданная, [м];
FMax - максимальный коэффициент трения в посадке, определяемый материалами деталей соединения, шероховатостями поверхностей, наличием смазки;
Л1,л2 - коэффициенты радиальной податливости вала и втулки соответственно;
L - длина посадочного размера [м].
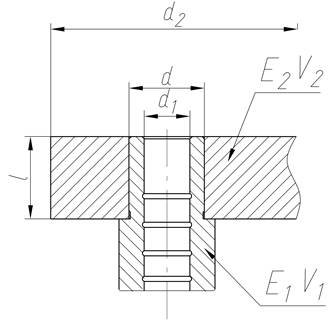
Коэффициенты радиальной податливости определяют по формуле:
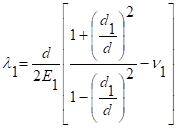
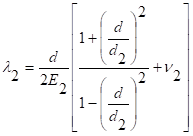
; .
Где: D -диаметр посадки [м];
Е1, Е1 - Модули упругости материалов вала и втулки [Н/мІ];
Н1, н2- Коэффициенты Пуассона материалов вала и втулки соответственно;
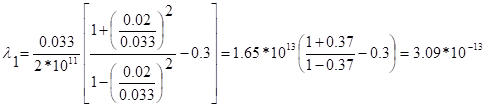
Л1. Результаты расчетов представлены в таблицах 1,2.
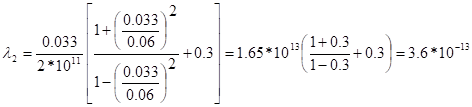

Табл.1
Характеристика | ||
|
Тип |
Ед. изм. |
Втулка |
|
D |
М |
0,033 |
|
D1 |
М |
0,020 |
|
D2 |
М |
0,06 |
|
E1 |
Н/м | |
|
E2 |
Н/м | |
|
0,3 | ||
|
0,3 | ||
|
L |
М |
0,036 |
|
Fmax |
0,13 | |
|
Nmax |
М | |
|
F3 |
Н |
Аналогично считаем усилие запрессовки колонки
|
Характеристика | ||
|
Тип |
Ед. изм. |
Колонка |
|
D |
М |
0,02 |
|
D1 |
М |
0,00 |
|
D2 |
М |
0,06 |
|
E1 |
Н/м | |
|
E2 |
Н/м | |
|
0,3 | ||
|
0,3 | ||
|
L |
М |
0,046 |
|
Fmax |
0,13 | |
|
Nmax |
М | |
|
F3 |
Н |
Аналогично считаем усилие запрессовки матрицы
|
Характеристика | ||
|
Тип |
Ед. изм. |
Колонка |
|
D |
М |
0,138 |
|
D1 |
М |
0,00 |
|
D2 |
М |
0,18 |
|
E1 |
Н/м | |
|
E2 |
Н/м | |
|
0,3 | ||
|
0,3 | ||
|
L |
М |
0,014 |
|
Fmax |
0,13 | |
|
Nmax |
М | |
|
F3 |
Н |
Похожие статьи
-
ОПИСАНИЕ СБОРОЧНОГО ПРИСПОСОБЛЕНИЯ, ОПИСАНИЕ СХЕМЫ УСТАНОВКИ - Технологический процесс сборки штампа
Поворотный стол сделан для удобства сборки штампа. Стол выполнен в виде решетки, что бы была возможность поставить винты с низу. Конструкция сварная. На...
-
Схема размещения технологического оборудования - это расположение технологического оборудования и рабочих мест на производственной площади. В курсовом...
-
Краткое описание объекта производства и технологического процесса Шестерня применяется при изготовлении электронной техники. Материалом для изготовления...
-
Где - затраты на ремонт оборудования; - норматив годовых затрат на ремонт механической части оборудования, руб./ед. р.с. (примем равным 87000 руб./ед....
-
Амортизационные отчисления от стоимости оборудования определяются по формуле: (4.5) Где - амортизационные отчисления от стоимости оборудования на i-ой...
-
Технологическая себестоимость - часть себестоимости изделия, определяемая суммой затрат на осуществление технологических процессов изготовления изделия....
-
На базе одного и того же технологического процесса (или процессов) можно организовать (спроектировать) различные производственные процессы. Так,...
-
Затраты на технологическую энергию определяются по формуле: (4.9) Где - затраты на технологическую энергию на i-ой операции, руб. - установленная...
-
РАСЧЕТ СБОРОЧНЫХ РАЗМЕРНЫХ ЦЕПЕЙ - Технологический процесс сборки штампа
Расчет размерных цепей производим в программе " Unigraphics NX3 ". Перечислим последовательность действий расчета размерных цепей. ?Нормируем...
-
Амортизационные отчисления от стоимости технологического оснащения рассчитываются по формуле: (4.6) Где - амортизационные отчисления от стоимости...
-
Штамп предназначен для серийного производства деталей, усилитель. ОПИСАНИЕ КОНСТРУКЦИИ ИЗДЕЛИЯ И УСЛОВИЙ РАБОТЫ, ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Штамп...
-
Затраты по рабочим инструментам определяются по формуле: , (4.8) Где - коэффициент, учитывающий затраты на переточку инструмента (примем равным 1,4); -...
-
, (4.4) Где З'Ср. бр - среднегодовая тарифная ставка вспомогательного рабочего в бригаде, руб.; R'Бр - количество вспомогательных рабочих в бригаде; СПрi...
-
Технологическая схема сборки изделия - Разработка технологического процесса сборки масляного насоса
Технологическая схема сборки показывает, в какой последовательности необходимо присоединять и закреплять к друг другу элементы, из которых собирается...
-
Технологический процесс термофинишной обработки Расчет термообрубного отделения начинается с составления ведомости термофинишных операций, приведенной в...
-
В ходе выполнения курсового проекта были найдены 12 альтернативных вариантов производственной структуры поточной линии и рассчитаны их основные...
-
При расчете потребного количества оборудования необходимо привести формулы для расчета производительности с расшифровкой входящих в них параметров и...
-
Выбор материала изделия. Обоснование катетов сварных швов Материал изделия для изготовления сварной конструкции, необходимо выбирать в зависимости от...
-
Исходные данные: Паспортная производительность, л/ч - 5000; Рабочее давление, МПа - 20; Мощность электродвигателя, кВт - 37; Частота вращения, мин-1 -...
-
Формула расчета площади цеха определяется по формуле 8: SЦ = S Полез/ К,(8) Где SЦ - Площадь цеха S Полез - Площадь под оборудованием К - коэффициент...
-
Подбор технологического оборудования по цехам Технологическое оборудование подбирают с учетом его использования в максимум загрузки зала. Оборудование...
-
Самым первым этапом выполнения работы является сбор и формирование исходных данных для расчета. Сбор данных должен быть произведен тщательным образом и с...
-
НОРМИРОВАНИЕ ОПЕРАЦИЙ - Технологический процесс сборки штампа
Технологический процесс сборки штампа включает следующие переходы: Выполняемые переходы при запрессовки колонок: 1. Взять и установить корпус на стол...
-
Прежде чем начать сборку платья стачиваются все выточки на полочке и спинке предусмотренные фасоном, либо соединяются подрезные бочка у полочки. Затем...
-
Для изготовления трикотажного платья целесообразно использовать оборудование представленное в таблице 4. Таблица 4. Характеристика оборудования,...
-
По заданной подаче Q = 3100 и = 530,6 м подбираем насосы: - два НМ 3600-230 (ротор 1, ) - соединены последовательно Описание и паспортная характеристика...
-
Рассчитываем сменную производительность станка (линии) при выполнении соответствующих технологических операций. 1. Форматно-раскроечный станок Formula...
-
Анализ конструкции (объекта дипломного проектирования) на предмет снижения ее массы, применения новых материалов, совершенствования конструктивных...
-
Основанием для определения потребного количества оборудования является разработанная схема подготовки зерна к помолу. При подсчете числа машин и...
-
Т. к производство крупносерийное и деталь зубчатое колесо с большой разницей в диаметре, заготовку рационально получать штамповкой на...
-
, (4.2) Где - часовая тарифная ставка основного рабочего, руб.; - норма штучного времени, мин; - коэффициент, учитывающий приработок основных рабочих; -...
-
В течение укрупненного ритма на всех операциях обрабатывается одинаковое количество деталей, что регламентируется принятым графиком работы. Однако...
-
Расчет технологической себестоимости детали позволяет принять окончательное решение о выборе варианта организации производственного процесса. Проведем...
-
Определение параметров взрыва конденсированных ВВ , - приведенный радиус зоны детонации взрыва, L - удаление здания (геометрического центра) от центра...
-
Затраты на содержание и амортизацию производственной площади определяются по формуле: (4.10) Где - затраты на содержание и амортизацию производственной...
-
В настоящее время первичным звеном сложных производственных систем крупных предприятий является поточное производство - форма организации производства,...
-
Обоснование технологического маршрута изготовления детали. План изготовления детали Задача раздела - разработать оптимальный технологический маршрут, т....
-
На основании проекта организации производственного процесса осуществляется проектирование поточной линии. При составлении технического задания на...
-
Особенностью данной этой схемы является то, что поглощение аммиака и пиридиновых оснований производится раздельно от кристаллизации сульфата аммония в...
-
Расчет материальных затрат Затраты на материал на единицу продукции рассчитываются по формуле М = Где ЦМ - цены материала МЗ - норма расхода материала на...
ОПИСАНИЕ СХЕМЫ СБОРКИ, ОБОСНОВАНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА, ПОДБОР ОБОРУДОВАНИЯ, ОСНАСТКИ, РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ СБОРКИ - Технологический процесс сборки штампа