Электрооборудование механизма, Описание технологического процесса - Электрооборудование механизма подъема мостового крана
Описание технологического процесса
Современные прокатные цеха являются важнейшим звеном металлургического производства, в значит, степени определяющим строительное решение з-да в целом. Отдельные цехи достигают длины более 1 км, площади до 25 га. По объему они составляют до 75% от всех одноэтажных зданий заводской площадки. Прокатный цех характеризуется весьма тяжелым и громоздким оборудованием, устанавливаемым на фундаментах, независимых от несущих конструкций зданий прокатных цехов решаются одноэтажными и оборудуются мостовыми кранами грузоподъемностью до 125 т.
Прокатка -- процесс пластического деформирования тел на прокатном стане между вращающимися приводными валками(часть валков может быть не приводными). Слова "приводными валками" означают, что энергия, необходимая для осуществления деформации, передается через валки, соединенные с двигателем прокатного стана. Деформируемое тело можно протягивать и через не приводные (холостые) валки, но это будет не процесс прокатки, а процесс волочения.
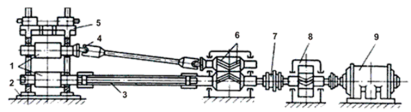
1 - прокатные валки; 2 - плита; 3 - трефовый шпиндель; 4 - универсальный шпиндель; 5 - рабочая клеть; 6 - шестеренная клеть; 7 - муфта; 8 - редуктор; 9 - двигатель
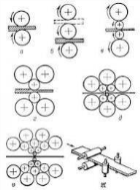
Рис.1 Прокатные клети
Прокатка относится к числу основных способов обработки металлов давлением. Прокаткой получают изделия (прокат) разнообразной формы и размеров. Как и любой другой способ обработки металлов давлением прокатка служит не только для получения нужной формы изделия, но и для формирования у него определенной структуры и свойств. По взаимному расположению осей валков и полосы различают продольную (ось прокатываемой полосы перпендикулярная осям валков), поперечную (ось прокатываемой полосы параллельна осям валков) и поперечно-винтовую или "косую" прокатку (оси валков находятся под некоторым углом друг к другу и к оси прокатываемой полосы).
Прокатный стан - комплекс машин для деформирования металла во вращающихся валках и выполнения вспомогательных операций (транспортирование, нагрев, термическая обработка, контроль и т. д.).
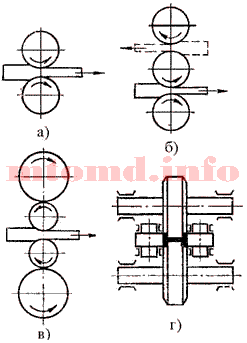
Прокатные валки 1 установлены в рабочей клети 5, которая воспринимает давление прокатки. Определяющей характеристикой рабочей клети являются размеры прокатных валков: диаметр (для сортового проката) или длина (для листового проката) бочки. В зависимости от числа и расположения валков в рабочей клети различают прокатные станы: двухвалковые (дуо-стан), трехвалковые (трио-стан), четырехвалковые (кватро-стан) и универсальные (рисунок 2).
В двухвалковых клетях (рисунок 2, позиция а) осуществляется только по одному пропуску металла в одном направлении. Металл в трехвалковых клетях (рисунок 2, позиция б) движется в одну сторону между нижним и верхним, а в обратную - между средним и верхним валками.
В четырехвалковых клетях (рисунок 2, позиция в) устанавливаются опорные валки, которые позволяют применять рабочие валки малого диаметра, благодаря чему увеличивается вытяжка и снижаются деформирующие усилия.
Универсальные клети (рисунок 2, позиция г) имеют неприводные вертикальные валки, которые находятся между опорами подшипников горизонтальных валков и в одной плоскости с ними.
Шестеренная клеть 6 предназначена для распределения крутящего момента двигателя между валками. Это одноступенчатый редуктор, передаточное отношение которого равно единице, а роль шестерен выполняют шестеренные валки.
Шпиндели предназначены для передачи крутящего момента от шестеренной клети прокатным валкам при отклонении от соосности до 10...12 0. При незначительном перемещении в вертикальной плоскости применяют шпиндели трефового типа 3 в комплекте с трефовой муфтой. Внутренние очертания трефовых муфт отвечают форме сечения хвостовика валка или шпинделя. Муфтой предусмотрен зазор 5...8 мм, что допускает возможность работы с перекосом 1...2 0. При значительных перемещениях валков в вертикальной плоскости ось шпинделя может составлять значительный угол с горизонтальной плоскостью, в этом случае применяют шарнирные или универсальные шпиндели 4, которые могут передавать крутящий момент прокатным валкам при перекосе шпинделя до 10...12 0.
Рис. 2 Прокатные клети
Похожие статьи
-
Технологический процесс прокатки - Прокат и его производство
Исходным продуктом для прокатки могут служить квадратные, прямоугольные или многогранные слитки, прессованные плиты или кованые заготовки. Процесс...
-
Сведения о технике безопасности 1. При осмотре, очистке от пыли кожухов электродвигателя и аппаратуры управления без отключения и остановки...
-
Мостовые краны Электрические подъемные краны - это устройства служащие для вертикального и горизонтального перемещения грузов. Подвижная металлическая...
-
Выбираю преобразователь КТЭ 320/220 А (440 В) Семейство продуктов КТЭ Тип изделия или компонента Привод с регулируемой частотой вращения Специальное...
-
Инструмент и оборудование для прокатки Инструментом прокатки являются валки , которые в зависимости от прокатываемого профиля могут быть гладкими (рис....
-
Мостовой кран работает в относительно чистом, сухом помещении, следовательно, абразивный и коррозионный износ проволок каната незначителен. Поэтому...
-
Статическая мощность электродвигателя: , Где - предварительное значение КПД (для механизма подъема с цилиндрическим редуктором). Вт. Для легкого режима...
-
Нагрузка кранов, как правило, изменяется в широких пределах: для механизмов подъема - от 0,12 до 1,0 а для механизмов передвижения - то 0,5 до 1,0...
-
Задание: спроектировать механизм подъема груза мостового крана общего назначения. Дано: грузоподъемность кг; скорость подъема ; высота подъема ; режим...
-
История развития электропривода - Электрооборудование механизма подъема мостового крана
Появление ЭП обусловлено трудами многих отечественных и зарубежных ученых-электротехников. В этом блистательном ряду имена таких крупных ученых как...
-
Расчет и выбор кабельной продукции - Электрооборудование механизма подъема мостового крана
Выбор кабельной продукции производиться по экономической плотности тока. Расчет сечения кабеля по мощности нагрузки или потребляемому току производится...
-
Описание работы программируемого контроллера - Электрооборудование механизма подъема мостового крана
Принцип работы ПЛК несколько отличается от "обычных" микропроцессорных устройств. Программное обеспечение универсальных контроллеров состоит из двух...
-
Программируемый логический контроллер(ПЛК) (англ. Programmable Logic Controller, PLC) или программируемый контроллер -- электронная составляющая...
-
Угловая скорость ходового колеса: ,(11). Определим требуемое передаточное число: ,(13) Принимаем редуктор Ц3вкф-125 с передаточным числом ; диаметр...
-
Барабаны диаметром меньше 100 мм исключают из дальнейших расчетов, т. к. наименьший из выходных валов редукторов с частью зубчатой полумуфты,...
-
Описание работы электросхемы моста - Электрооборудование мостового крана
Схемы управления крановыми двигателями могут быть симметричными и несимметричными относительно нулевого положения силового контроллера или...
-
Ремонт металлургического оборудования Успешное проведение работ по монтажу оборудования зависит от рациональной планировки и организации монтажной...
-
Описание процесса приготовления цементного клинкера в трубной шаровой мельнице Измельчение материалов в цементном производстве - один из технологических...
-
Краткое описание технологического процесса участка - Проект мостового крана
По способу подачи шихтовых материалов различают цехи с рельсовой подачей шихты и цехи с крановой подачей шихты. Основная масса мартеновской стали...
-
Специальная часть, Обоснование и выбор тока - Электрооборудование механизма подъема мостового крана
Обоснование и выбор тока Электропривод переменного тока с асинхронными электродвигателями становится все популярнее. Асинхронные двигатели имеют простоту...
-
Введение - Электрооборудование механизма подъема мостового крана
ИСТОРИЯ РАЗВИТИЯ ЧЕРНОЙ МЕТАЛЛУРГИИ Выплавка чугуна в России в промышленном масштабе была начата в 1637 г. На построенном голландцем Андреем Виниусом...
-
Статистические моменты, приведенные к валу двигателя: 1. При подъеме груза (8) - вес поднимаемого груза, Н; - вес грузозахватного устройства, Н; -...
-
Описание работы принципиальной схемы - Электрооборудование механизма подъема мостового крана
Для начала работы электротехнический персонал собирает схему, включая автоматические выключатели QF1, QF2, QF3. Одновременно с подачей напряжения...
-
1. Тележка (рис.4) имеет опорные ходовые колеса 1 и 2. Ходовое колесо 1 приводится в движение при помощи электродвигателя 3 через редуктор 4. На...
-
Если диаметр барабана мал, а редуктор велик, то соотношение не выполняется. Тогда имеем ступенчатый барабан (рис. 3б). Ступень увеличивает длину барабана...
-
Для возможности установки тормоза необходимо, чтобы размер соседства тормоза и барабана удовлетворял условию Мм Где - модуль зубчатого венца; - число...
-
Статический момент на выходном валу редуктора при торможении , Где - КПД механизма, который можно принять равным КПД редуктора; - номинальное...
-
рад/с, ВЫБОР И РАСЧЕТ РЕДУКТОРА Условие прочности: , Где - действующая радиальная (консольная) нагрузка. Полагаем, что наибольшее усилие от левой ветви...
-
Исходные данные: 1) Вес поднимаемого груза Gг=80 т 2) Вес грузозахватывающего устройства Gо=0, 1 т 3) Скорость подъема Vп=6 м/мин 4) Высота подъема Н=6 м...
-
Как уже отмечалось в современных условиях, для организации ремонта двигателя ЯМЗ-240 рекомендуется не обезличенный поточный способ ремонта, при котором...
-
Надежность - это комплексное свойство технического объекта (приборы, устройства, машины, системы); состоит в его способности выполнять заданные функции,...
-
Описание технологического процесса - Промышленное производство мелкодисперсной фракции дерева
Как правило, сырьем для МДФ служит щепа, которую можно изготовлять непосредственно в цехе или привозить со стороны. До подачи в производство щепу...
-
Выбор и описание датчиков и регуляторов, Потенциометр - Технологический процесс сушильного барабана
Потенциометр Датчики активного сопротивления чаще всего встречаются в виде реостатов, полупроводниковых и проволочных преобразований. В качестве...
-
Описание задачи проектирования Данная система предназначена для установки "Cannon Viking Maxfoam", которая в свою очередь предназначена для производства...
-
Посадочные краны предназначены для загрузки заготовок в горизонтальные нагревательные печи, выгрузки их из печи и подачи к прокатным станам. Посадочный...
-
Мостовой кран предназначен для подъема и перемещения грузов при производстве сборочных, монтажных, технологических и складских работ. Мостовой кран...
-
Техника безопасности на предприятии - это совокупность мероприятий организационного и технического характера, которые направлены на предотвращение на...
-
Т. к производство крупносерийное и деталь зубчатое колесо с большой разницей в диаметре, заготовку рационально получать штамповкой на...
-
Штамп предназначен для серийного производства деталей, усилитель. ОПИСАНИЕ КОНСТРУКЦИИ ИЗДЕЛИЯ И УСЛОВИЙ РАБОТЫ, ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Штамп...
-
Производство стали - Разработка технологического процесса изготовления детали "зубчатое колесо"
Сущность процесса Основными материалами для производства стали являются передельный чугун и стальной лом (скрап). Содержание углерода и примесей в стали...
Электрооборудование механизма, Описание технологического процесса - Электрооборудование механизма подъема мостового крана