Режущий инструмент - Металлорежущие станки и инструменты
Режущий инструмент -- инструмент, предназначенный для изменения формы и размеров обрабатываемой заготовки путем удаления части материала в виде стружки или шлама с целью получения готовой детали или полуфабриката. Подразделяется:
- - по типу применения -- на ручной и машинный (станочный), строительный, монтажный, и т. д. - по типу обрабатываемого материала -- металлорежущий, дереворежущий, и т. д., - по типу применяемого материала -- быстрорежущий, для высокоскоростной обработки, и т. д., - по типу обрабатываемой детали -- зуборезный, резьбообразующий, и т. д., - по характеру обработки -- абразивный, шлифовальный, и т. д., - по чистоте обработанной повехности - черновая обработка, получерновая обработка, чистовая обработка, получистовая обработка, суперчистовая обработка.
Фасонные резцы
Основные понятия
Резцы с фасонной режущей кромкой применяют для обработки поверхностей вращения цилиндрических и винтовых поверхностей на токарных и револьверных станках, автоматах и полуавтоматах. Схема обработки поверхности вращения фасонным резцом показана. В процессе обработки заготовка быстро вращается вокруг своей оси, а резец совершает движение подачи. Наиболее часто движение подачи является поступательным. Оно может осуществляться в радиальном направлении. Резцы с таким направлением подачи называют радиальными). В процессе обработки направления движения подачи одной или нескольких точек режущей кромки такого резца пересекает ось детали.
Фасонные резцы с осевой подачей применяют при обработке односторонних профилей, не имеющих кольцевых канавок или выступов, а также при обработке торцовых фасонных поверхностей. По сравнению с радиальными резцами при обработке ступенчатых деталей рассматриваемые резцы срезают меньшие сечения, а силы резания будут меньшими. Это позволяет обрабатывать менее жесткие детали.
На рис.4.1. Схемы обработки поверхности вращения фасонным резцами
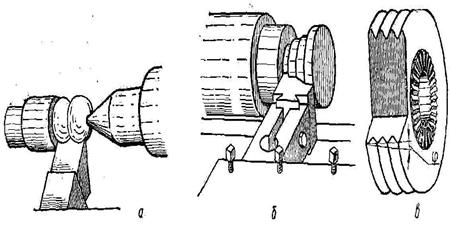
Рис. 4.1 Схемы обработки поверхности вращения фасонным резцами
Направление подачи различных точек режущей кромки фасонного резца может касаться обработанной поверхности детали. Фасонные резцы с таким направлением подачи называют тангенциальными фасонными резцами. Произвольная точка режущей кромки такого резца начинает резание в точке А, а заканчивает работу в точке В, При дальнейшем движении подачи резец металла не снимает, поэтому детали получаются идентичными, по размерам, независимо от того, в какой момент времени выключено движение подачи.
Некоторое распространение, находя фасонные резцы с вращательным движением подачи. Такие резцы могут быть радиальными и тангенциальными. У тангенциальных резцов режущая кромка описывает поверхность вращении. И касающуюся поверхности детали Д. В этом случае размеры обработанной поверхности детали не зависят от момента выключения движения подачи.
Часто фасонные резцы используются на строгальных, долбежных или специальных станках при обработке цилиндрических поверхностей.
В процессе обработки резец относительно детали совершает поступательное движение резания, направление которого совпадает с образующей цилиндрической поверхности, и движение подачи. Обычно такие резцы проектируются как резцы радиального типа, у которых направление поступательного движения подачи перпендикулярно образующим. Например, резцы зубодолбежных головок, предназначенные для одновременной обработки всех зубьев цилиндрических зубчатых колес.
Фасонные резцы для обработки цилиндрических поверхностей могут иметь вращательное движение подачи и проектироваться как резцы тангенциального типа.
При вращательном движении подачи режущая кромка резца описывает поверхность вращения, касающуюся поверхности детали. В результате этого движения любая точка режущей кромки в определенный момент времени входит в контакт с материалом заготовки и срезает его, а затем выходит из соприкосновения с заготовкой. Поэтому, как и у тангенциальных резцов, в этом случае момент выключения подачи резца не оказывает влияния на размеры детали.
Обработка винтовых поверхностей фасонными резцами производится при винтовом движении резания.
В результате этого движения винтовая поверхность детали скользит "сама по себе". Кроме движения резания при обработке винтовых поверхностей фасонный резец после каждого прохода углубляется в материал заготовки до получения полного профиля винтовой поверхности. Рассматриваемые резцы наиболее часто применяют при обработке резьбы.
По форме задней поверхности, особенностям конструкции фасонные резцы делятся на стержневые, призматические и круглые. Стержневые фасонные резцы подобны обычным токарным резцам, но имеют фасонную режущую кромку, соответствующую форме поверхности детали. Эти резцы имеют малое число переточек и в серийном производстве используются редко. Закрепляются они в суппорте как обычные резцы.
На рис.4.2 Типы фасонных резцов
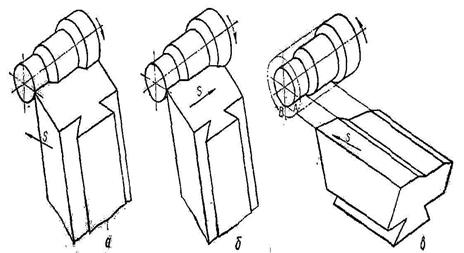
Рис.4.2Типы фасонных резцов
Призматический фасонный резец представляет собой призму. Одна из боковых граней имеет фасонную цилиндрическую поверхность и служит задней поверхностью, а одна из плоских торцевых граней служит передней поверхностью. Задние углы на фасонной режущей кромке такого резца создаются за счет его наклонной установки в державке. Круглый фасонный резец является телом вращения, у которого вырезан угловой паз, для создания передней плоскости и пространства для схода стружки. Ось резца устанавливается выше оси детали, поэтому на фасонной режущей кромке создаются положительные задние углы. Дисковые фасонные резцы просты в изготовлении и допускают большое число переточек, но крепятся менее жестко и обычно применяются для обработки деталей с меньшими глубинами профиля, чем призматические фасонные резцы.
У круглых резцов, ось которых параллельна оси детали, задние углы на участках режущих кромок, перпендикулярных оси детали, равны нулю. На этих участках задняя поверхность, создающаяся при вращении режущей кромки вокруг оси резца, является торцевой плоскостью. В процессе работы резца эта плоскость соприкасается с соответствующей торцевой плоскостью детали. Из-за этого на рассматриваемом участке режущей кромки не создается зазор между материалом заготовки и задней поверхностью, что снижает режущую способность резца. Такое же явление наблюдается и у призматических резцов при их обычной установке.
Чтобы получить положительные задние углы на участках режущих кромок, перпендикулярных оси детали, применяют круглые фасонные резцы с наклонным расположением оси под углом ФИ по отношению к оси детали и призматические фасонные резцы с наклонным расположением базы крепления.
На рис. 4.3 Фасонные резцы с наклонной установкой и винтовой задней
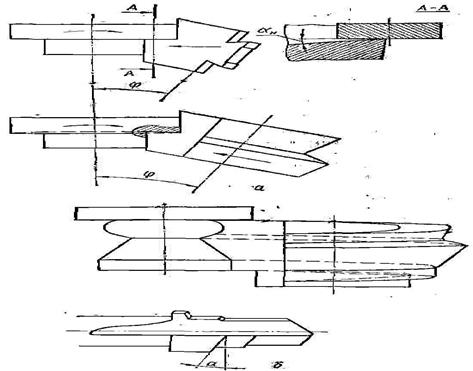
Рис.4.3 Фасонные резцы с наклонной установкой и винтовой задней
В необходимых случаях при наклонной подаче рассматриваемых резцов становится возможным обработка "поднутрений" на детали. С целью получения положительных задних углов у круглых резцов может создаваться также винтовая задняя поверхность. Такие резцы особенно пригодны для расточки ступенчатых каналов с осевой подачей. Они могут изготовляться с хвостовиком, служащим для их крепления. Передняя поверхность фасонных резцов в большинстве случаев является плоскостью. Передняя плоскость может располагаться под определенным передним углом ГАММА параллельно оси детали В общем же случае, фасонные резцы имеют двойной наклон передней плоскости, когда ее положение характеризуется не только передним углом ГАММА, по и углом наклона режущей кромки ЛЯМБДА
На рис. 4.4 Положение передней плоскости резца
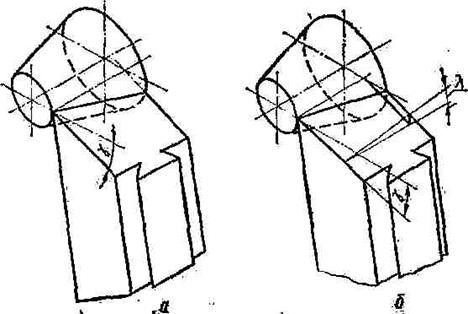
Рис 4.4 Положение передней плоскости резца
Такие резцы используются при повышенных требованиях в отношении соблюдения формы и точности обработки конических участков поверхностей деталей.
Похожие статьи
-
Вертикально-сверлильный станок 2А135 - Металлорежущие станки и инструменты
На рис.3.1 ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2А135 Рис3.1 ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2А135 Станок предназначен для сверления, рассверливания,...
-
Токарно-револьверный одношпиндерный прутковый 1Б140 - Металлорежущие станки и инструменты
На рис. 1.1 приведен автомат токарно-револьверный одношпиндерный прутковый 1Б140 Рис.1.1 Автомат токарно-револьверный одношпиндерный прутковый 1Б140...
-
Режущий инструмент для токарной, фрезерной и сверлильной обработки будет выбираться из общего инструментального каталога фирмы Walter [6]. Токарная...
-
Горизонтально-расточной станок 2А620Ф2 - Металлорежущие станки и инструменты
Технологические возможности станка Станок предназначен для консольной обработки крупных заготовок с точными отверстиями, оси которых связаны между собой...
-
Режущие инструменты выбраны для каждого перехода, предусмотренного в маршруте обработки детали. В соответствии с методикой изложенной в [13]. Результаты...
-
При обработке жаропрочных, коррозионностойких сталей показатели упрочнения достаточно высоки, что требует приложения значительных сил. Кроме того, они...
-
Выбор оборудования Выбираю вертикально сверлильный станок модели 2Н135. Станок предназначен для сверления, рассверливания, зенкерования, развертывания...
-
Дефектация деталей узла и используемый инструмент - Ремонт токарного станка
Дефектная ведомость является документом, обосновывающим метод и трудоемкость ремонта узла. Она составляется (для дипломных работ) на 10-12 деталей,...
-
По общности технологического метода обработки различают станки: токарные, фрезерные, сверлильные и др. По назначению различают станки:...
-
Фреза червячная модульная, применяется в серийном и массовом производстве зубчатых колес. Данный инструмент изготавливается из стали Р6М5. Расчет...
-
Системы автоматического управления точностью обработки деталей Обработка заготовок на станках с ПУ обеспечивает высокую степень автоматизации и широкую...
-
Несмотря на высокие качества современных токарных станков, совершенство методов обработки, точность применяемых измерительных инструментов и наличие...
-
Синтез кулачкового механизма - Исследование рычажного механизма долбежного станка
При курсовом проектировании кулачковый механизм является частью общей кинематической схемы проектируемой машины. Он используется либо как основной...
-
Введение - Металлорежущие станки и инструменты
Шпиндельный режущий станок сверлильный Вся история техники представляет собой борьбу за постепенное освобождение человека от непосредственного участия в...
-
Маршрутная технология процесса изготовления деталей - Ремонт токарного станка
Выбор заготовки: при выборе заготовки для механической обработки заменяемой детали нужно учитывать технические требования, предъявляемые к детали....
-
Трение, износ и стойкость инструмента - Режимы резания
Трение между инструментом, стружкой и заготовкой вызывает износ режущего инструмента. Износ режущего клина может происходить: - по задней поверхности, -...
-
Работать нужно заточенным инструментом. Ручки инструмента не должны быть расколоты, иметь задирав и заусенец. Хранить инструмент нужно в специально...
-
Приготовление микрошлифов - Обработка на сверлильных станках
В оптическом микроскопе рассматриваются микрошлифы -- специальные образцы металла, имеющие шлифованную и полированную гладкую поверхность, отражающую...
-
На поверхности, обработанной токарным резцом, образуются неровности в виде винтовых выступов и винтовых канавок , Подобные резьбе, вполне отчетливо...
-
2.1 Выбор материала режущей части (пластины) Для черновой обработки по корке при относительно равномерном припуске или без корки и ударов, а также для...
-
Выбор инструментальных приспособлений произведен по методике изложенной в [13]. Исходные данные: конструкция крепежной части; конструкция посадочного...
-
Система смазки - Расчет коробки подач горизонтально-фрезерного станка
Смазочная система станка служит для подачи смазочного материала ко всем трущимся поверхностям. Существует несколько схем подвода смазочного материала к...
-
Оборудование и инструмент - Технология литейного производства
Оборудование. Для обработки дерева применяют циркулярные и ленточные пилы, станки: фуговальные, рейсмусовые, фрезерные, шлифовальные, шипорезные....
-
ВВЕДЕНИЕ - Проектирование коробки скоростей токарного станка
Машиностроение является основой научно - технического прогресса в различных отраслях народного хозяйства. Непрерывное совершенствование и развитие...
-
ИНСТРУМЕНТЫ - Технология изготовления шезлонга
Для выполнения работ вам потребуются следующие инструменты: А) разметочные: складной метр, рулетка, метровая линейка, угольник, рейсмус, шило; Б)...
-
Маршрутная технология процесса восстановления деталей - Ремонт токарного станка
Разработка технологического процесса восстановления изношенной детали состоит из следующих этапов: 1) изучение исходных данных. 2) выбор базовых...
-
Контроль качества ремонта и методы испытания - Деревообрабатывающие станки и их эксплуатация
Качество капитального ремонта оценивается по факторам, характеризующим ремонт и определяющим качество отремонтированного оборудования. К факторам,...
-
В условиях массового производства повышение производительности труда достигается автоматизацией технологических процессов, внедрением в производство...
-
Последовательность операции макроанализа, Микроскопический анализ - Обработка на сверлильных станках
При необходимости полного макроскопического исследования и определения как нарушений сплошности металла, так и дефектов строения, целесообразно...
-
При обработке на металлорежущих станках очертания, форма деталей (производящие линии) образуется в результате согласованных между собой вращательных и...
-
Измерительно-разметочный инструмент - Инструментальные товары
К измерительно-разметочному инструменту относят линейки, складные метры, рулетки, штангенциркули, микрометры, циркули, щупы, кернеры и чертилки. Линейки...
-
Обработка на сверлильных станках, Макроскопический анализ - Обработка на сверлильных станках
Технологические возможности обработки на станках сверлильной группы Обработкой на сверлильных станках получают цилиндрические, конические, плоские и...
-
На выбор метода получения заготовки оказывают влияние материал детали, назначение и технические требования на изготовление, объем и серийность выпуска,...
-
Анализ конструкции изделия на технологичность. Техническая характеристика изделия Рассматриваемая деталь, "вал-шестерня", является частью тяжелого...
-
Порядок выполнения заданной детали. Обработка заготовки на токарно-винторезном станке (черновая) I-центра; II-заготовка; III - резец черновой токарный...
-
Введение - Деревообрабатывающие станки и их эксплуатация
Деревообрабатывающие станки и их эксплуатация Деревообрабатывающий станок -- рабочая машина, на которой изготовляют детали и обрабатывают изделия из...
-
Выбор материала и технология производства заготовок деталей и инструментов
ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ И ИНСТРУМЕНТОВ Цель работы - провести анализ условий работы заданного изделия, выбор...
-
Расчет режимов резания - Ремонт токарного станка
Операция 010. Токарная. Переход 1. Обточить поверхность Ш30+0,35 на длину 155 мм за 3 прохода. Рис. Схема установки заготовки при обработке поверхности...
-
Расчетно-пояснительная записка, Назначение станка. Описание - Долбежные станки
Назначение станка. Описание Долбежные станки предназначены для обработки плоских и фасонных поверхностей, шпоночных пазов, канавок в цилиндрических и...
-
Резанье металлов - это обработка путем снятия стружки. В процессе обработки рабочее движение сообщаемое заготовке и режущему инструменту обеспечивает...
Режущий инструмент - Металлорежущие станки и инструменты