РАЗРАБОТКА КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНОГО ПРИСПОСОБЛЕНИЯ - Разработка технологии изготовления детали
Описание конструкции и принципа работы приспособления
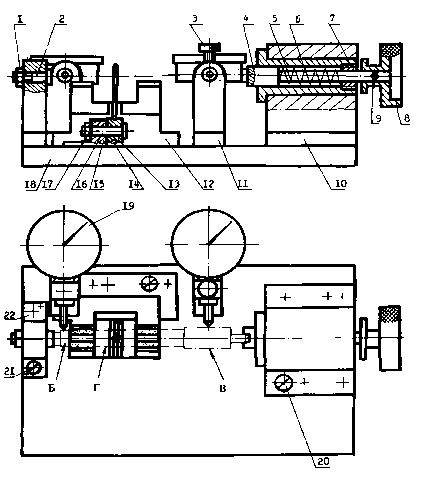
Рисунок 6 - Приспособление для контроля радиального биения
Проверяемая деталь средней базируется на призму 12, которая имеет в качестве рабочих поверхностей припаянные твердосплавные пластины, что значительно повышает износостойкость призм, а следовательно, и точность базирования проверяемых деталей. Призма, а также передний кронштейн 22 с упором 2, две стойки 11 с ИГ (индикаторная головка) 19, стойка 15 и задний кронштейн 10 закреплены на плите 18 штифтами и винтами 20 и 21. Деталь к призме прижимается пружиной 14 (навитой из проволоки), которая охватывает ролик 13 и контролируемую деталь. Ролик вращается на оси 16, закреплен гайкой 17 и смонтирован на стойке 15. При вращении маховика 8, который неподвижно закреплен с помощью штифта 9 на оси 4, приводится во вращение деталь благодаря тому, что он входит в паз оси 4 сопрягаемой ступенью, на которой сняты две лыски. Кроме того, ось 4 пружиной 5 постоянно прижимает деталь к упору 2, который закреплен гайкой 1 в кронштейне 22. Ось 4 с пружиной 5 и гайкой смонтированы во втулке 6, которая запрессована в отверстие кронштейна 10.
Расчет погрешности измерения
Погрешность измерений может быть рассчитана по формуле:

(41)
Где ?1 - погрешность установки контрольного изделия; ?1=0,005 мм;
- ?2 - точность (цена деления) измерительного приспособления; ?2=0,01 мм; ?3 - погрешность настройки по эталону; ?3=0,009 мм; ?4 - допустимый износ установочных элементов; ?4=0,005 мм.
.
Контрольно-измерительное приспособление считается функционально годным, если погрешность измерений ?изм не превышает 30% от допустимых отклонений контролируемого изделия: 0,014 < 0,05 - условие выполняется.

Похожие статьи
-
Проектирование приспособления начинается с разработки принципиальной схемы приспособления. Принципиальная схема приспособления представляет собой чертеж...
-
ТЕХНОЛОГИЧЕСКИЙ АНАЛИЗ РАБОЧЕГО ЧЕРТЕЖА ДЕТАЛИ - Разработка технологии изготовления детали
Под технологичностью конструкции изделия понимается совокупность свойств, проявляемых в возможности оптимальных затрат труда, средств, материалов и...
-
Сборочный процесс является заключительным этапом изготовления изделия, в нем проявляются результаты всех предыдущих технологических процессов. Сборку...
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Маршрутная технология процесса изготовления деталей - Ремонт токарного станка
Выбор заготовки: при выборе заготовки для механической обработки заменяемой детали нужно учитывать технические требования, предъявляемые к детали....
-
Спецификацию деталей и сборочных единиц изделия выполняем в виде таблицы 2. При составлении спецификации определяем размеры заготовок, которые...
-
Измельчение древесных отходов необходимо для обеспечения надежного и устойчивого процесса ее сжигания. Кроме того, однородный фракционный состав...
-
Характеристика выбранных методов обработки Увеличение выпуска швейных изделий высокого качества зависит от повышения производительности труда на основе...
-
Анализ служебного назначения детали. Назначение технических требований Задача данного раздела - на базе анализа технических требований к детали...
-
Описание приспособления и принцип работы Съемник предназначен для выпрессовки роликоподшипника конического двухрядного и роликоподшипника 122 (например...
-
Выбор и обоснование баз От правильного выбора технологических баз во многом зависит качество обработки детали. Здесь следует, прежде всего, стрем Иться к...
-
От плана обработки основных поверхностей будет зависеть разрабатываемый маршрут изготовления детали. План обработки основных поверхностей оформим в виде...
-
РАЗРАБОТКА МАРШРУТА ИЗГОТОВЛЕНИЯ ДЕТАЛИ - Разработка технологии изготовления детали
Изучив чертеж и технические условия составляем этапную схему изготовления детали: 1-й этап - заготовительный. 2-й этап - механическая обработка: -...
-
ПРОЕКТИРОВАНИЕ ЗАГОТОВКИ ДЛЯ ДЕТАЛИ - Разработка технологии изготовления детали
Метод получения той или иной заготовки зависит от служебного назначения детали и требований, предъявляемых к ней, от ее конфигурации и размеров, вида...
-
Материал детали и его химико - механические свойства В качестве материалов для изготовления корпусов редукторов применяют алюминиевые литейные сплавы...
-
ВВЕДЕНИЕ - Разработка технологии изготовления детали
При переходе машиностроительного производства в рыночную экономику, перед предприятием появляется множество вопросов, требующих незамедлительного и...
-
Технологический процесс - Разработка технологического процесса на изготовление детали "Фланец"
005 Токарная 1. Установить заготовку в 3-х кулачковом патроне. 2. Проточить торец Ш124,4 h14/Ш42 h14, выдерживая размер 19,2. 3. Проточить торец начисто...
-
Для установки детали типа корпус нужно обеспечить установочную базу, лишающую 3 степеней свободы и 2 опорных базы, лишающих 3 степеней свободы....
-
Разработка привода ротора измельчителя Разработка кинематической схемы Кинематическая схема роторного привода представлена на рисунке 2.1 Рисунок 2.1 -...
-
РАЗМЕТКА И СОЕДИНЕНИЕ ДЕТАЛЕЙ - Технология изготовления шезлонга
На разметку надо обращать самое большое внимание. Большинство ошибок при изготовлении происходит из-за неправильной разметки. Производится разметка на...
-
1. Механическая обработка (подгонка деталей друг к другу и создание шероховатости с помощью шкурки) 2. Обезжиривание поверхностей, подготавливаемых для...
-
Сплав Д1 - относится к числу дюралюминов. Такой вид сплавов обладает достаточно высокой прочностью, пластичностью и относится к числу нормальных...
-
Выбор заготовки, Технологический маршрут изготовления детали - Технология изготовления вала
Исходные данные: 1) рабочий чертеж детали; 2) Тип производства серийный. Деталь представляет собой тело вращения. В качестве заготовки можно принять...
-
Разработка УП Переработка чертежа детали Чертеж детали перерабатывать не будем, т. к. операционный эскиз разработан таким образом, что все исполнительные...
-
Назначение конструкции детали Данная деталь относится к деталям типа "кронштейн", изготовленная из стали 35 ГОСТ 1050-89, предназначенная для...
-
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ - Разработка технологии изготовления детали
Рассчитываем режимы резания на 010 операцию, которая состоит из двух переходов: 1 переход - точение черновое в размер O36,51-0,16; 2 переход -...
-
Женское легкое платье из синтетической ткани прилегающего силуэта, отрезное по линии талии, с небольшим объемом в области бедер за счет складок на...
-
Изгиб вала Износ поверхности под подшипник Износ шлицов по ширине Износ резьбы. 005 слесарная 010 токарно-винторезная 015 слесарная 020 наплавочная 025...
-
Материал детали - сталь 45 ГОСТ 1050-74. Данная сталь нелитейная, поэтому выбор литейной заготовки не целесообразен. Так как разность диаметров большая,...
-
Наименование детали - фланец. Назначение детали - деталь служит для образования разъемных соединений труб. Обозначение материала детали - сталь 45 ГОСТ...
-
Введение - Разработка технологического процесса на изготовление детали "Фланец"
Будущие учителя технологии и предпринимательства должны владеть знаниями по обработке конструкционных материалов, а именно знаниями о свойствах...
-
Описание конструктивных особенностей и условий работы ремонтируемой детали Условия работы данной детали являются сложными и тяжелыми. Вал постоянно...
-
Изгиб вала Износ поверхности под подшипник Износ поверхности под подшипник Износ шлицов по ширине 005 слесарная 010 токарно-винторезная 015 слесарная 020...
-
В данной работе разработан роторный измельчитель. В литературном обзоре рассмотрены различные методы и виды измельчителей древесной отходов, принципы их...
-
Заключение, Список литературы - Разработка технологического процесса на изготовление детали "Фланец"
В процессе выполнения курсовой работы были применены знания по обработке конструкционных материалов. На примере детали "Фланец" описаны свойства...
-
Выбор вида, способа и формы получения заготовки Метод получения заготовки указан в чертеже - это отливка. Точность отливки - класс 7т-5 по ГОСТ 26645-85,...
-
Выбор транспортных средств для заготовок и деталей производим исходя из габаритных размеров деталей, а так же планировкой рабочих мест, расположения...
-
Порядок выполнения заданной детали. Обработка заготовки на токарно-винторезном станке (черновая) I-центра; II-заготовка; III - резец черновой токарный...
-
Расчет норм штучно-калькуляционного времени выполнен по методике [11]. Штучно-калькуляционное время Тшт. к.=tо+tв+tтех+tор+tп+tпз, мин. (3.17) Где tо -...
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
РАЗРАБОТКА КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНОГО ПРИСПОСОБЛЕНИЯ - Разработка технологии изготовления детали