ТЕХНОЛОГИЧЕСКИЙ АНАЛИЗ РАБОЧЕГО ЧЕРТЕЖА ДЕТАЛИ - Разработка технологии изготовления детали
Под технологичностью конструкции изделия понимается совокупность свойств, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технологической подготовке производства, изготовлении, эксплуатации и ремонте. По сравнению с соответствующими показателями однотипных конструкций изделий, того же назначения, при обеспечении установленных значений показателей качества и принятость условий изготовления, эксплуатации и ремонта.
Обработка конструкции на технологичность представляет собой комплекс мероприятий по обеспечению необходимого уровня технологических конструкций по установленным показателям, направлена на повышение производительности труда, снижение затрат и сокращение времени на изготовление изделия при обеспечении необходимого его качества. Виды и показатели технологичности приведены в ГОСТ 18831, а правила обработки конструкции изделия и перечень обязательных показателей технологичности в ГОСТ 14.201. Оценка технологичности конструкции может быть двух видов: качественной или количественной.
Качественная оценка технологичности, характеризует технологичность конструкции обобщено на основании опыта исполнителя и допускается на всех стадиях проектирования, как предварительная.
Количественная оценка технологичности конструкции изделия выражается числовым показателем и рациональна в том случае, если эти показатели существенно влияют на технологичность рассматриваемой конструкции.
Заготовка припуск деталь измерительный
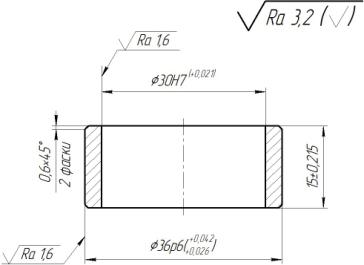
Рисунок 1 - Чертеж детали
Для оценки детали на технологичность составляем характеристику формообразующих поверхностей, табл. 1.
Таблица 1 - Характеристика формообразующих поверхностей
|
Поверхность |
Исполн. размер |
Квалитет |
Допуск, мм |
Ra, мкм |
|
Наружная цилиндрическая |
36 |
6 |
0,016 |
1,6 |
|
Внутренняя цилиндрическая |
30 |
7 |
0,021 |
1,6 |
|
Торцевая |
15 |
14 |
0,43 |
3,2 |
|
Фаска |
0,6х45° |
- |
- |
- |
Технологичность конструкции детали можно оценить при помощи следующих показателей:
Коэффициент использования металла:
(1)

Где q = 0,012 кг - масса детали;
Q = 0,021 кг - масса заготовки;

.
По данному показателю конструкцию не является технологичной.
Коэффициент унификации конструктивных элементов детали:
(2)

Где Qу. э. = 4 - количество унифицированных элементов, то есть тех, обработка которых возможна стандартным инструментом;
Qэ = 4 - общее количество конструктивных элементов;

.
По этому показателю деталь технологична.
Коэффициент точности обработки:
Кт. о. = 1 - 1 / Аср > 0,8, (3)
Где Аср - среднее значение квалитета точности:
(4)

Где Н - квалитет точности;
N - количество элементов данного квалитета;

;
Кт. о. = 1 - 1 / 9 = 0,89 > 0,8.
По этому показателю деталь технологична.
Коэффициент шероховатости:
Кш = 1 / Бср < 0,32 (5)
Где Бср - среднее значение показателя шероховатости по рабочему чертежу детали.

Кш = 1 / 2,13 = 0,47 > 0,32.
По данному показателю деталь не является технологичной.
Таким образом, можно сделать вывод, что деталь в равной степени можно считать как технологичной, так и не технологичной.
Похожие статьи
-
Оценка технологичности детали по точности выполняется с учетом среднего квалитета точности (формула 4.1) и коэффициента точности обработки (формула 4.2)....
-
Обоснование технологического маршрута изготовления детали. План изготовления детали Задача раздела - разработать оптимальный технологический маршрут, т....
-
Материал детали и его химико - механические свойства В качестве материалов для изготовления корпусов редукторов применяют алюминиевые литейные сплавы...
-
От плана обработки основных поверхностей будет зависеть разрабатываемый маршрут изготовления детали. План обработки основных поверхностей оформим в виде...
-
Размерные цепи и их уравнения Составим уравнения операционных размерных цепей в виде уравнений номиналов. В общем виде это выглядит: [A] = IAI, (2.1) Где...
-
ВВЕДЕНИЕ - Разработка технологии изготовления детали
При переходе машиностроительного производства в рыночную экономику, перед предприятием появляется множество вопросов, требующих незамедлительного и...
-
Сборочный процесс является заключительным этапом изготовления изделия, в нем проявляются результаты всех предыдущих технологических процессов. Сборку...
-
Разработка технологии изготовления опоры ножа Одна из основных деталей измельчителя является опора ножа представленная на рисунке 3.1 Рисунок 3.1 - Опора...
-
Проверяем пригодность роликоподшипников конических однорядных по ГОСТ 333-79, условное обозначение - 7202. Проверим пригодность подшипника по [8;c.103]:...
-
В зависимости от типа производства (массовое, серийное, единичное) и требований к качеству изделия выбирают способ изготовления изделия - горячее...
-
Выбор вида заготовки зависит от конструктивных форм деталей, их назначения, условий их работы в собранной машине, испытываемых напряжений. Существует...
-
Размерные цепи и их уравнения Составим уравнения операционных размерных цепей в виде уравнений номиналов. В общем виде это выглядит: [A] = IAI, (3.1) Где...
-
Наименование детали - фланец. Назначение детали - деталь служит для образования разъемных соединений труб. Обозначение материала детали - сталь 45 ГОСТ...
-
Выбор заготовки, Технологический маршрут изготовления детали - Технология изготовления вала
Исходные данные: 1) рабочий чертеж детали; 2) Тип производства серийный. Деталь представляет собой тело вращения. В качестве заготовки можно принять...
-
Так как размерный анализ имеет большую трудоемкость выполнения, то применять его целесообразно при методе достижения точности с помощью настроенного...
-
Назначение конструкции детали Данная деталь относится к деталям типа "кронштейн", изготовленная из стали 35 ГОСТ 1050-89, предназначенная для...
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Выбор и обоснование баз От правильного выбора технологических баз во многом зависит качество обработки детали. Здесь следует, прежде всего, стрем Иться к...
-
Выбор вида получения заготовки можно оценить по коэффициенту использования материалов по формуле [4, 39]: Ким = , (2) Где Ким - коэффициент использования...
-
Аносов В. М. Разработка технологического процесса изготовления детали "зубчатое колесо" - Челябинск: ЮУрГУ, ТВ, 2006, 39 стр., 30 илл. Библиография...
-
Глубина резания при сверлении, мм: t =0,5-D, [4, с. 276] Где D - диаметр отверстия, мм. Глубина резания при зенковании, мм: t=0,5-(D-d); t2=0,5-9=4,5 мм....
-
Анализ конструкции (объекта дипломного проектирования) на предмет снижения ее массы, применения новых материалов, совершенствования конструктивных...
-
Данному виду обработки подлежат следующие поверхности: - Ш16 с фаской 1Ч45° - 30 и 31 соответственно. Обработка поверхностей будет проходить за 2...
-
Сварка корневого слоя шва выполняется сварщиками в количестве не менее 3-х. Сварка заполняющих и облицовочного слоев шва выполняется двумя сварщиками....
-
Изгиб вала Износ поверхности под подшипник Износ шлицов по ширине Износ резьбы. 005 слесарная 010 токарно-винторезная 015 слесарная 020 наплавочная 025...
-
Введение - Разработка технологического процесса на изготовление детали "Фланец"
Будущие учителя технологии и предпринимательства должны владеть знаниями по обработке конструкционных материалов, а именно знаниями о свойствах...
-
Изгиб вала Износ поверхности под подшипник Износ поверхности под подшипник Износ шлицов по ширине 005 слесарная 010 токарно-винторезная 015 слесарная 020...
-
Комплексная деталь "вал-шестерня" предназначена для передачи вращательного момента на другой вал. Вал-шестерня состоит из 8 ступеней. Первая - 40h9,...
-
Выбор вида, способа и формы получения заготовки Метод получения заготовки указан в чертеже - это отливка. Точность отливки - класс 7т-5 по ГОСТ 26645-85,...
-
Спецификацию деталей и сборочных единиц изделия выполняем в виде таблицы 2. При составлении спецификации определяем размеры заготовок, которые...
-
Порядок выполнения заданной детали. Обработка заготовки на токарно-винторезном станке (черновая) I-центра; II-заготовка; III - резец черновой токарный...
-
Заключение, Список литературы - Разработка технологического процесса на изготовление детали "Фланец"
В процессе выполнения курсовой работы были применены знания по обработке конструкционных материалов. На примере детали "Фланец" описаны свойства...
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Хром - очень распространенный легирующий элемент. Он повышает точку А3 и понижают точку А4 (замыкает область г-железа). Температура эвтектоидного...
-
5.4 Характеристика устройства ЧПУ - Разработка технологических процессов изготовления деталей
Система УЧПУ 2Р22 - оперативная. Предназначена для ввода в память программы на обработку детали с пульта управления, с магнитной ленты или с перфоленты...
-
Аналитический операция 010 Токарная Глубина резания, мм: T2=1,1мм, i=2. T3=1,15 мм. T4=1,0 мм, i=2. Подача, мм/об: S2=1,3 мм/об [1,стр. 266] SД2 = 1,4...
-
Высокого качества производимой продукции можно добиться внедрением в производство нового эффективного оборудования, различных методов...
-
Разработка теоретической схемы базирования Базирование - определение положения деталей сборочной единицы, относительно друг друга, либо сборочной единицы...
-
При выполнении курсового проекта была подобрана группа деталей, а также выполнен технологический чертеж комплексной детали. Дана характеристика материала...
-
Валики удвоителя работают при постоянных статических нагрузках на износ. В связи с этим их изготавливают их высокопрочной и износостойкой стали 50Х....
ТЕХНОЛОГИЧЕСКИЙ АНАЛИЗ РАБОЧЕГО ЧЕРТЕЖА ДЕТАЛИ - Разработка технологии изготовления детали