Выбор установочных элементов для базирования. Схема приспособления, Конструкция и принцип работы приспособления. Точность обработки детали, надежность и безопасность работы приспособления - Приспособление для зенкерования детали "Корпус"
Для установки детали типа корпус нужно обеспечить установочную базу, лишающую 3 степеней свободы и 2 опорных базы, лишающих 3 степеней свободы. Базирование осуществляется на цилиндрический палец, ромбический палец и плоскость. Отверстие обрабатывается по 11 квалитету точности, что соответствует чертежу.
Пальцы выполняют из стали 20Х с цементацией на глубину 1,2-1,5 мм. и закалкой до твердости HRC 55...60. Рабочие поверхности шлифуют до Ra 0,63-0,32.
В качестве зажимного элемента используется параллельно-рычажный зажим, рычаги соединены шарнирно. Рычаги приводятся в движение от пневмоцилиндра, который обеспечивает необходимую силу зажатия.
На рисунке 3 приведена общая схема приспособления, содержащая базирующие и зажимные элементы.
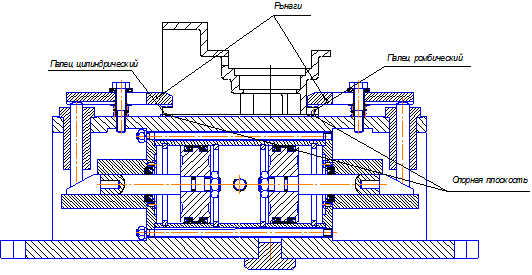
Рисунок 3 Схема приспособления
Приспособление зенкерование деталь корпус
Конструкция и принцип работы приспособления. Точность обработки детали, надежность и безопасность работы приспособления
Разрабатывается приспособление, на котором зенкеруется отверстие радиусом 36 мм. Конструкция спроектированного приспособления представлена на сборочном чертеже ТПЖА. 293224. 203 СБ. Приспособление состоит из следующих основных частей: на основание поз. 2 установлены две стойки поз. 3, в данные стойки установлены пальцы поз. 4, 7 на данные пальцы устанавливается и центрируется деталь. Зажим осуществляется с помощью параллельного зажима состоящего из двух рычагов поз. 5, 6 качающихся на болтах поз. 12, рычаги приводятся в движение с помощью пневмоцилиндра поз. 1 через ось 9. Пневмоцилиндр крепится к основанию приспособления с помощью шпилек поз. 11. Приспособление центрируется с помощью направляющей втулки поз. 14, которая запрессована в нижнее основание 10.
Деталь устанавливается на палецы, для этого рычаги должны находится в отведенном положении. После установки деталь из цеховой пневмомагистрали подается воздух в штоковую полость пневмоцилиндра, поршни вместе со штоками расходятся в стороны и толкают 2 оси, которые, в свою очередь, толкают рычаги, которые поворачиваясь на болтах прижимают деталь. Максимальный ход поршня 12 мм, максимальное усилие зажатия детали 2250 Н.
Приспособление удобно с точки зрения установки и снятия детали, а также безопасно, потому что не содержит никаких съемных деталей. Действия рабочего сводятся к снятию и установке деталей.
Похожие статьи
-
Выбор установочных приспособлений Деталь устанавливается на широкую опорную поверхность, предварительно обработанную, поэтому для установки детали на...
-
Объект исследование и проектирования - приспособление для зенкерования детали "Корпус". Цель проекта - приобретение практических навыков в проектировании...
-
Выбор схемы базирования и описание работы приспособления Анализируя техническое задание, эскиз детали под выполняемую операцию из ГОСТ 21495-76 выбираем...
-
Успешное выполнение ремонта в значительной мере зависит от качества разборки. Разборочный процесс принято изображать в виде технологической схемы. При...
-
Назначение, устройство и принцип работы приспособления - гидравлического зажима Гидравлический зажим одностороннего действия предназначен для закрепления...
-
Расчет силы зажима будем производить по осевой силе Ро=322 кГс так как она наибольшая. К - коэффициент запаса. К = 2,5 Ро К - Fтр = 0 Fтр = Wf F -...
-
Основной частью приспособления является корпус 3, который устанавливается на стол станка и крепится к нему болтами, через Т - образные пазы в столе...
-
Разработка схемы зажимного устройства В соответствии с заданием на проектирование при разработке схемы закрепления необходимо использовать в конструкции...
-
Погрешность базирования возникает в результате установки детали в приспособлении по технологическим базам. Погрешности базирования можно определить с...
-
В приспособлениях силы трения возникают на поверхностях контакта заготовки с опорными и зажимными элементами. Величина коэффициента трения (зависит от...
-
Таблица 1. Приспособления, инструмент для разборочно-сборочных работ Наименование инструмента Обозначение инструмента Стандарт Ключ гаечный с открытым...
-
Назначение конструкции детали Данная деталь относится к деталям типа "кронштейн", изготовленная из стали 35 ГОСТ 1050-89, предназначенная для...
-
Системы автоматического управления точностью обработки деталей Обработка заготовок на станках с ПУ обеспечивает высокую степень автоматизации и широкую...
-
Особенности механизации и автоматизации сборочных работ Недостаточно высокий уровень механизации и автоматизации сборочных работ в машиностроении...
-
В условиях массового производства повышение производительности труда достигается автоматизацией технологических процессов, внедрением в производство...
-
В электропечи можно получать легированную сталь с низким содержанием серы и фосфора, неметаллических включений, при этом потери легирующих элементов...
-
Выбор способа установки приспособления на станке должен предшествовать началу его конструирования, так как от этого, в некоторой степени, зависят схема...
-
Пневматический съемник Максимальное усилие 7000 Н. Максимальное давление в системе 0,4 МПа Максимальный ход штока 2900 мм. Таблица 1 Наименование...
-
Выбор оборудования Выбираю вертикально сверлильный станок модели 2Н135. Станок предназначен для сверления, рассверливания, зенкерования, развертывания...
-
Спредеры фиксированной длины поворотные Размеры контейнера 40-ft контейнер Грузоподъемность (т) 30,5 Краткое описание Автоматический электрический...
-
На операцию 010, обработка отверстия 25+0,021 (Н7) Технологический процесс обработки: 1) Сверлить 23,7+0,25 (Н12) - Тм1 = 0,83 мин. 2) Зенкеровать...
-
Экономическая эффективность спроектированного приспособления С - себестоимость обработки детали на операцию без применения приспособления. 1 - заработная...
-
Стальной аппарат с мешалкой. Он состоит из корпуса и перемешивающего устройства с приводом. Корпус! включает в себя: цилиндрическую обечайку с приварным...
-
Схема размещения технологического оборудования - это расположение технологического оборудования и рабочих мест на производственной площади. В курсовом...
-
Несмотря на высокие качества современных токарных станков, совершенство методов обработки, точность применяемых измерительных инструментов и наличие...
-
Сборочный процесс является заключительным этапом изготовления изделия, в нем проявляются результаты всех предыдущих технологических процессов. Сборку...
-
В зависимости от типа производства (массовое, серийное, единичное) и требований к качеству изделия выбирают способ изготовления изделия - горячее...
-
Определение погрешностей - Точность механической обработки деталей машин
Определение погрешностей обработки методом математической статистики В процессе изготовления деталей машин качество их изготовления зависит от...
-
Назначение, устройство и принцип работы приспособления - пневматического съемника Пневматический пневмошомпольный зажим предназначен для зажима...
-
При конструировании, изготовлении и сборке оптических деталей большое значение имеют базовые поверхности или сокращенно базы. Базами называют...
-
В дополнение к количественным параметрам в некоторых случаях целесообразно нормировать направление неровностей, например в связи с направлением...
-
Зажимными называют механизмы, устраняющие возможность вибрации или смещения заготовки относительно установочных элементов под действием собственного веса...
-
Проектирование приспособления начинается с разработки принципиальной схемы приспособления. Принципиальная схема приспособления представляет собой чертеж...
-
Анализ технологичности конструкции детали - Проектирование и расчет вала-шестерни
Деталь - вал-шестерня. Деталь изготовляется из легированной стали 40Х - поковка. Таблица 1 - Характеристика материала. Сталь40Х Марка Сталь 40Х...
-
На каждую операцию технологического процесса назначаем режимы резания согласно нормативным справочникам, а для двух операций (04 Токарная и 38...
-
Исходя из схемы базирования и фиксации, учитывая габаритные размеры деталей и требование обеспечения свободного доступа к местам сварки, выбираем...
-
ОПИСАНИЕ СБОРОЧНОГО ПРИСПОСОБЛЕНИЯ, ОПИСАНИЕ СХЕМЫ УСТАНОВКИ - Технологический процесс сборки штампа
Поворотный стол сделан для удобства сборки штампа. Стол выполнен в виде решетки, что бы была возможность поставить винты с низу. Конструкция сварная. На...
-
Запрессовка детали специальными прессами - Характеристика рабочих процессов газотурбинной установки
Осуществление прессовых посадок основано на запрессовке сопрягаемых поверхностей деталей при одинаковой температуре для обеих деталей, либо при...
-
Описание приспособления и принцип работы Съемник предназначен для выпрессовки роликоподшипника конического двухрядного и роликоподшипника 122 (например...
-
Выбор транспортных средств для заготовок и деталей производим исходя из габаритных размеров деталей, а так же планировкой рабочих мест, расположения...
Выбор установочных элементов для базирования. Схема приспособления, Конструкция и принцип работы приспособления. Точность обработки детали, надежность и безопасность работы приспособления - Приспособление для зенкерования детали "Корпус"