Железнение - Восстановление клапанов двигателя ЗИЛ-4314
Железнением называется процесс получения прочных износостойких железных покрытий из электролитов. Этот процесс используется в ремонтном производстве для компенсации износа поверхностей деталей. Однако он может использоваться для исправления брака механической обработки, упрочнения рабочих поверхностей деталей из малоуглеродистой стали, не прошедших термическую обработку покрытия пластинок твердого сплава для облегчения прижатия их к резцам.
Химический состав электролитического железа зависит от состава исходных материалов, применяемых при электролизе. В обычных условиях электролиза с применением растворимых анодов железо осаждается с большим количеством примесей и по химическому составу напоминает малоуглеродистую сталь. Физико-химические свойства железных покрытий характеризуются следующими показателями: мелкокристаллическая структура, плотность г/см3, температура плавления 1535 °С, коэффициент линейного расширения 11,9 ] 10~° град-1, предел прочности неотожженного железа 735...776 МПа, относительное удлинение 10...50%, микрон твердость 1600...7800 МПа в зависимости от условий электролиза. Основные физико-механические и связанные с ним эксплуатационные свойства железных покрытий (структура, твердость, плотность, износостойкость, внешний вид) изменяются в широких пределах в зависимости от условий электролиза. Износоустойчивость деталей, восстановленных твердым (4000...600&; МПа) электролитическим железом, не уступает износостойкости новых деталей. Таким образом, твердое электролитическое железо по химическому составу напоминает малоуглеродистую сталь, а по некоторым свойствам (твердость, прочность, износостойкость, коррозионная стойкость) среднеуглеродистую сталь. Процесс обладает следующими технико-экономическими показателями: исходные материалы и аноды недефицитны и дешевы, высокий выход металла по току (85... 95 %); высокая производительность скорость осаждения железа 0,2... 0,5 мм/ч; толщина твердого покрытия может достигать 0,8... 1,2 мм; возможность широких пределах регулировать свойства покрытий (микротвердость 1600...7800 МПа) в зависимости от их назначения обусловливает универсальность процесса; достаточно высокая износостойкость покрытий, приближающаяся к износостойкости закаленной стали; покрытия хорошо хромируются, что позволяет при необходимости повышать износостойкость деталей нанесение более дешевого, чем хромового, комбинированного двухслойного покрытия "железо + хром>>; себестоимость восстановления деталей железнением составляет примерно 30...50% стоимости новых деталей при равной износостойкости.
В ремонтном производстве наиболее часто применяют хлористые электролиты. Сернокислые электролиты по сравнению с хлористыми обладают меньшей химической агрессивностью и окисляемостью. Однако они уступают хлористым электролитам по производительности, качеству получаемых покрытий и другим показателям.
По температурному режиму электролиты разделяются на горячие и холодные. Первые характеризуются высокой температурой (60...90°С), позволяющей проводить железнение при большей плотности тока и высокой производительности процесса.
Вторые (электролиз ведется без нагревания) в большинстве допускают применение малых плотностей тока, и поэтому малопроизводительны.
Ниже приведены наиболее распространенные электролиты.
Параметры режимов железнения
Электролит 1 23
Температура электролита 70...80 70...80 70...80
Плотность тока. А/дм" 20...4020...5020...60
Выход по току, %85...9285...9585...95
Кислотность, рН0,8...1,20,8...1,20,8... 15
Электролит 4 56
Температура электролита, °С95...9820...5030...50
Плотность тока, А/дм210...1510...3020...25
Выход по току, % 90 85...9285...92
Кислотность, рН -0,5... 1,30,6... 1,2
Состав электролитов
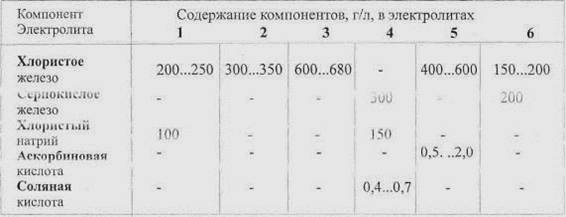
Процесс покрытия электролитическим железом обычно осуществляется с использованием растворимых анодов из малоуглеродистой стали 08 или 10. При растворении анодов образуется шлам, поэтому во избежание загрязнения электролита аноды помещают в чехлы из стеклоткани. В случае наращивания железного покрытия с применением нерастворимых (угольных) анодов возникает необходимость систематического корректирования состава электролита по мере сто истощения.
Электролит 1 позволяет получать плотные и гладкие покрытия плотностью 6500 МПа и толщиной до 1,0...1,2 мм. Электролит2 обладает оптимальной концентрацией, не изменяемой при длительной работе ванны, и по своим показателям близок к электролиту 1 (применяется чаще, чем электролит 1).
Высококонцентрированный электролит 3 позволяет получать высококачественные покрытия толщиной до 3 мм. Этот электролит обычно применяют при нанесении покрытий на внутренние поверхности при вневанном железнении.
Электролиты 1 и 3 не стабильны по составу. Концентрация железа в электролите 1 постепенно увеличивается, а в электролите 3 уменьшается, стремясь к оптимальному значению, что вызывает определенные затруднения при эксплуатации ванны.
Электролит 4 в ремонтной практике не применяют. Наличие в эктролите 5 аскорбиновой кислоты предотвращает его окисление и образование гидроокиси железа, в результате чего возможно получение высококачественных покрытий при низкой температуре и достаточно высокой плотности тока.
Холодный сульфатно-хлористый электролит 6 обладает достоинствами хлористых и сернокислых электролитов: менее агрессивен и более устойчив к окислению, чем хлористые, и позволяет получать покрытия хорошего качества с высокой производительностью. Этот электролит находит применение в ремонтном производстве.
Схема типового технологического процесса электролитического железнения представлена в таблице.
|
Операция |
Последовательность операций в вариантах |
|
Очистка деталей от грязи и масла Обработка механическая Промывка органическим растворителем (бензином, и др.) Сушка Очистка покрываемых поверхностей Изоляция поверхностей, не подлежащих покрытию, и монтаж деталей на подвесные приспособления Обезжиривание деталей Промывка горячей водой (70...80°С) Холодной водой Травление анодное в электролите железнения Промывка холодной водой Обработка анодная в 30%-м растворе серной кислоты Промывка, прогрев теплой водой (50...60°С) Железнение Промывка горячей водой (70...80°С) Нейтрализация Промывка горячей водой (70...80°С) Демонтаж деталей с подвесок и снятие изоляции Контроль качества покрытий Обработка механическая Консервация деталей |
I II
|
Слив масел, обеспечение доступа очистного раствора во внутренние полости агрегатов
Очистка наружных поверхностей. Промывка или выпаривание внутренних полостей агрегатов
Очистка подразобранных агрегатов
Очистка сборочных единиц
Общая очистка деталей
Очистка деталей от прочных загрязнений: асфальтосмолистых, нагара, накипи
Очистка каналов и полостей в деталях
Очистка крепежных деталей: болтов, винтов, шпилек, гаек, шайб и др.
Последовательность операций очистки поверхностей деталей от эксплуатационных загрязнений.
Похожие статьи
-
Осталивание - Восстановление клапанов двигателя ЗИЛ-4314
По сравнению с хромированием процесс осталивания имеет ряд преимуществ: большую скорость нанесения покрытия, высокий выход, металла по току, возможность...
-
Хромирование - Восстановление клапанов двигателя ЗИЛ-4314
Хромированием целесообразно восстанавливать детали с износом не более 0,3 мм. При большей толщине покрытия из хрома имеют пониженные механические...
-
При всем многообразии применяемых в производстве ремонтных операций все же многие из них можно сгруппировать в типовые группы с одинаковым...
-
Шлифование - Восстановление клапанов двигателя ЗИЛ-4314
Шлифование является основным способом обработки износостойких покрытий, отличающихся высокой твердостью. Шлифование обеспечивает должное качество...
-
Организация рабочих мест и техника безопасности - Восстановление клапанов двигателя ЗИЛ-4314
Гальванические участки относятся к категории вредных производств. Высота Помещений должна быть не менее 5 м. Основное оборудование участка гальванических...
-
Заключение - Восстановление клапанов двигателя ЗИЛ-4314
Чтобы завоевать позиции на рынке товаров, восстановительное производство должно достичь и поддерживать нормативный уровень качества выпускаемых деталей,...
-
Восстановление деталей газораспределительного механизма - Восстановление клапанов двигателя ЗИЛ-4314
При наличии трещин клапан бракуется. Деформация стержня клапана устраняется статической правкой. Износ стержня устраняется хромированием или железнением....
-
Для гильз, в зависимости от величины износа центрирующих поясков, установлено три маршрута их ремонта. К первому маршруту относят детали с незначительным...
-
Очистка и мойка двигателя автомобиля - обязательная операция, предшествующая его ремонту в любых автосервисах и на станциях техобслуживания. Она во...
-
Исходные данные: операция сверлильная (045) - Восстановления маховика двигателя ЗМЗ-402.10
- деталь: маховик автомобиля ЗМЗ 402.10, поверхность под диск сцепления; - материал: Серый чугун; - номер по каталогу: 24-1005011; - твердость: HRC...
-
Способы создания ремонтных заготовок С вложением материалов и (или) энергии в исходные заготовки (для обработки под номинальные размеры) Без вложения...
-
Введение - Восстановление клапанов двигателя ЗИЛ-4314
Ограниченные государственные запасы материалов и энергии не позволяют в достаточной мере развивать машиностроение, и с целью сохранения парка машин в...
-
Исходные данные: операция наплавка(010) - деталь: шатунные шейки коленчатого вала ЗМЗ 402; - материал: Высокопрочный чугун; - номер по каталогу:...
-
Для гильз принята следующая схема технологического процесса ремонта: 1) правка; 2) восстановление размеров посадочных поясков; 3) устранение...
-
Ремонт и восстановление канавок поршней двигателей внутреннего сгорания автомобилей
В большинстве случаев 40-50 % дефектуемых поршней двигателей внутреннего сгорания автомобилей подлежат вторичному использованию. Такая ситуация возможна...
-
Восстановление деталей, Виды дефектов - Устройство, назначение и диагностика двигателя
Виды дефектов Характерные дефекты деталей. Структурные параметры автомобиля и его агрегатов зависят от состояния сопряжений, деталей, которое...
-
Схема централизованного управления производством при методе технологических комплексов приведена в Приложении А. Схема технологического процесса зоны...
-
1. Определение годовой трудоемкости ежедневного обслуживания: TГЕО = tЕО ЧNУМР[13] (28) (чел. Чч) 2. Определение годовой трудоемкости ТО-1: TГ1 = t1...
-
Введение - Восстановления маховика двигателя ЗМЗ-402.10
Автомобильная промышленность страны постоянно совершенствует конструкцию выпускаемых автомобилей с целью снижения расхода топлива, уменьшения загрязнения...
-
Введение - Разработка технологического процесса восстановление гильзы цилиндров двигателя КамАЗ-740
О надежности и долговечности машины судят обычно по стабильности рабочих характеристик, заложенных в ней при изготовлении. В условиях эксплуатации...
-
Заключение - Восстановления маховика двигателя ЗМЗ-402.10
При выполнении данного курсового проекта я закрепил и углубил знания, полученные при изучении предмета, усвоил основы проектирования и расчеты...
-
Исходя из функционального назначения, гильзы цилиндров относятся к главным элементам поршневых ДВС и являются наиболее ответственной деталью ЦПГ. Стенки...
-
В числе мероприятий по поддержанию работоспособности машины за период полного срока службы периодически выполняют работы по ее текущему и капитальному...
-
Дефект Способ устранения № операции Наименование и содержание операции Установочная база Износ шатунных шеек Износ коренных шеек Износ отверстий во...
-
Характеристика деталей и условия ее работы - класс детали-круглые стержни - материал - высокопрочный чугун (ВЧ 42-12) - твердость - НВ 140-200 -...
-
Размер партии деталей запускаемой в обработку в год, определим по формуле: ,(1) Где Q - количество деталей в год, ремонтируемых по заданному маршруту,...
-
В курсовом проекте были рассмотрены основные дефекты гильзы цилиндров КамАЗ-740. Рассмотрены различные технологии восстановления гильзы цилиндров. Из них...
-
Расчет проектной величины коэффициента технической готовности ведется по цикловому пробегу, т. е. пробегу автомобиля до капитального ремонта. Б Т =...
-
Исходные нормативы ТО и ремонта принимаются из [13] Корректирование нормативов выполняется по следующим формулам: Периодичность ТО-1; ТО-2 и пробег до...
-
Характеристика АТП и объекта проектирования - Восстановления маховика двигателя ЗМЗ-402.10
Общая характеристика: 1. Тип предприятия по производственному назначению пассажирские пере-возки с указанием его производственных функций:организация...
-
Приточно-вытяжная вентиляция должна обеспечивать удаление выделяемых паров и газов и приток свежего воздуха. Естественное и искусственное освещение...
-
Соблюдение нормального температурного режима зоны ТО-1 является важным фактором сохранения здоровья работающих. Помещения для поддержания в холодное...
-
Гильза цилиндр поршневой двигатель В разработке данного курсового проекта предложено приспособление для восстановления внутренней поверхности гильз...
-
Поврежденные уплотнительные канавки на верхнем торце буртика восстанавливают прокатыванием стальных закаленных роликов. Металл, вытесненный из канавок,...
-
?LR = 365ЧАЧLCcЧ бИ, км [13] (15) Км. Определение годовой и сменной программы по ТО автомобилей * Количество ежедневных обслуживаний по автомобилям...
-
Гильза цилиндров двигателя КамАЗ-740 изготовлена из серого специального чугуна, упрочненного объемной закалкой, она отличается уменьшенной (по высоте)...
-
Шум - Конструирование и расчет двигателей внутреннего сгорания
По физической природе шум, возникающий во время работы двигателя, обусловлен аэродинамическими газодинамическими процессами происходящими в его системах,...
-
Расчетно-технологический раздел - Восстановления маховика двигателя ЗМЗ-402.10
Условные обозначения, принятые для технологического расчета: Lс. с. - среднесуточный пробег автомобилей. Lн1(2) - исходная периодичность первого...
-
В проектах по техническому обслуживанию, диагностике и зоне текущего ремонта определение производственной площади рассчитывается по формуле: [13] (50) М2...
-
Таблица 3. Распределение исполнителей в зоне ТО по специальностям Виды работ Распределение трудоемкости, % Количество исполнителей Расчетное Принятое 1 2...
Железнение - Восстановление клапанов двигателя ЗИЛ-4314