Введение - Характеристика и классификация протяжек для обработки не круглых отверстий
Протяжки предназначены для обработки внутренних и наружных поверхностей любой конфигурации с точностью по 7--9-му квалитету и шероховатостью поверхностей с Ra до 1,25--0,20 мкм Их можно отнести к разряду комбинированных инструментов, осуществляющих последовательно черновую и чистовую обработку. Протяжка -- это многозубый инструмент, совершающий одно главное движение -- прямолинейное перемещение относительно обрабатываемой детали.
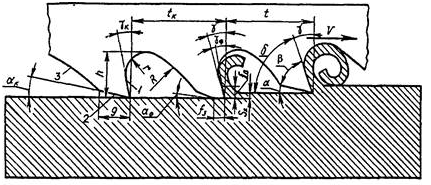
Рис. 1. Удаление припуска
Удаление припуска обеспечивается за счет того, что каждый последующий зуб протяжки выше предыдущего на некоторую величину S, называемую подъемом на зуб (рис. 1). По своей сущности подъем на зуб является подачей на зуб, которая изменяется дискретно, при входе зуба в работу. В этом отношении работа зуба протяжки похожа на работу строгального резца с соответствующей конфигурацией режущей кромки. Величину подачи в процессе эксплуатации протяжки изменять нельзя, она заложена в самой конструкции и обычно не превышает величин, установленных для других видов обработки. Скорость резания быстрорежущими протяжками небольшая -- 3--8 м/мин и обусловлена необходимостью получения малой шероховатости обработанной поверхности. Тем не менее процесс протягивания производительнее всех остальных методов лезвийной обработки. Например, протягивание плоскостей в 5--10 раз производительнее фрезерования, а протягивание отверстий производительнее зенкерования и развертывания в 10--15 раз. Это объясняется большой площадью сечения одновременно срезаемого слоя из-за большой длины одновременно режущих кромок. Кроме того, протяжки характеризуются высоким периодом стойкости (до 500 мин и более), большой суммарной стойкостью и во многих случаях являются единственным видом инструмента, обеспечивающего заданную точность и форму обработанной поверхности Все это предопределило широкое применение протяжек не только в массовом и крупносерийном, но и в мелкосерийном производстве при обработке сложных профилей, хотя сами протяжки являются сложным и дорогим инструментом.
Похожие статьи
-
Введение - Проект приспособления для обработки отверстия у детали "кронштейн"
Машиностроение - важнейшая отрасль в развитии народного хозяйства, так как все отрасли зависят от машиностроения. Большое значение для народного...
-
Назначение конструкции детали Данная деталь относится к деталям типа "кронштейн", изготовленная из стали 35 ГОСТ 1050-89, предназначенная для...
-
Введение - Исследование характеристик привода автоматического манипулятора для перемещения деталей
Зубчатый передача манипулятор Наиболее важной составляющей производства являются промышленные роботы и манипуляторы - универсальное средство комплексной...
-
Выбор оборудования Выбираю вертикально сверлильный станок модели 2Н135. Станок предназначен для сверления, рассверливания, зенкерования, развертывания...
-
По общности технологического метода обработки различают станки: токарные, фрезерные, сверлильные и др. По назначению различают станки:...
-
Общая характеристика размерной обработки - Технологические возможности способов резания
Механическая обработка поверхностей заготовок является одной из основных завершающих стадий изготовления деталей машин. Одна из актуальных задач...
-
Рис. 3 (Эскиз обработки) Выбираю цельный короткий зенкер с коническим хвостовиком из быстрорежущей стали Р18. D = 24,8 ; L = 180 ; Lo = 90. ГОСТ 12489-89...
-
Экономическая эффективность спроектированного приспособления С - себестоимость обработки детали на операцию без применения приспособления. 1 - заработная...
-
На операцию 010, обработка отверстия 25+0,021 (Н7) Технологический процесс обработки: 1) Сверлить 23,7+0,25 (Н12) - Тм1 = 0,83 мин. 2) Зенкеровать...
-
Темой данного отчета является "Анализ предприятия общественного питания". Анализ предприятия общественного питания проводится на примере кафе - клуба...
-
Обработка резанием является одним из самых универсальных видов обработки. Этим методом можно получать детали любой формы при любых требованиях к чистоте...
-
У - для сварки углеродистых сталей Д - с толстым покрытием Е - международное обозначение плавящегося покрытого электрода 51 - предел прочности на...
-
Механическая обработка - обработка изделий из стали и других материалов с помощью механического воздействия с применением резца, сверла, фрезы и другого...
-
Расчет силы зажима будем производить по осевой силе Ро=322 кГс так как она наибольшая. К - коэффициент запаса. К = 2,5 Ро К - Fтр = 0 Fтр = Wf F -...
-
Выбор установочных приспособлений Деталь устанавливается на широкую опорную поверхность, предварительно обработанную, поэтому для установки детали на...
-
Системы автоматического управления точностью обработки деталей Обработка заготовок на станках с ПУ обеспечивает высокую степень автоматизации и широкую...
-
В соответствии с "Руководством Фраскати" (документ принят ОЭСР в 1993 г. в итальянском городе Фраскати) и н н овация определяется как конечный результат...
-
Положение отливки в форме при заливке и затвердении определяет весь технологический процесс изготовления отливки. Данная отливка располагается в двух...
-
ВВЕДЕНИЕ, ВОЗВРАТ, ПОЛИГОНИЗАЦИЯ И РЕКРИСТАЛЛИЗАЦИЯ - Характеристика термической обработки
Материаловедение - это наука, изучающая строение и свойства металлов и устанавливает связь между составом, структурой и свойствами. Определение металлам...
-
Введение, Режим резания и геометрия срезаемого слоя - Режимы резания
Резание технологический трение От современных машин требуются высокие эксплуатационные и технико-экономические характеристики, надежность работы. Проходя...
-
Выбор оборудования для всех операций технологического процесса Определение типа производства. Тип производства определяется по коэффициенту закрепления...
-
В настоящее время абразивный инструмент применяется в любой области машиностроения. С появлением точного литья, снижением припусков на обработку, в общем...
-
В дополнение к количественным параметрам в некоторых случаях целесообразно нормировать направление неровностей, например в связи с направлением...
-
Шероховатость поверхности оценивается по неровностям профиля (чаще поперечного), получаемого путем сечения реальной поверхности плоскостью (чаще всего в...
-
Введение. - Разработка маршрута обработки поверхности деталей
Точность деталей машин характеризуется отклонением действительных размеров элементов детали от заданных (погрешности размеров), отклонениями формы...
-
Технологический процесс изготовления щитов из ламинированной ДСтП включает следующие операции: 1) раскрой плит на щитовые заготовки (без припусков на...
-
Технологические, эстетические и конструктивно-эргономические требования к одежде из года в год возрастают. На текстильном рынке появляются новые ткани,...
-
Введение - Химико-термическая обработка металлов
Термической обработкой называют процессы, связанные с нагревом и охлаждением, вызывающие изменения внутреннего строения сплава, и в связи с этим...
-
Стратегия ускорения социально-экономического развития страны предусматривает всемерную интенсификацию производства на основе научно-технического...
-
Введение - Разработка технологического процесса изготовления стола для компьютера
Производство компьютерных столов приобретает все большую актуальность, по мере того, как компьютерная техника проникает во все сферы жизни и деятельности...
-
Кратность циркуляции охлаждающей воды в конденсаторе Где СР удельная теплоемкость воды СР = 4.19 кДж/кг - К ? T Нагрев охлаждающей воды в...
-
Данному виду обработки подлежат следующие поверхности: - линейные - 4, 16, 7, 9, 13, 19; - диаметральные - 3, 6, 17, 8, 14; - фаски - 2, 5, 10, 12, 15,...
-
Общий припуск z0 равен сумме всех промежуточных припусков zI. Поэтому для каждой обрабатываемой детали можно записать: , Где - число технологических...
-
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку...
-
Введение - Инструментальные товары
Деревообрабатывающий инструмент разметочный столярный К группе этих товаров относят инструменты, используемые в быту для выполнения вручную столярных,...
-
Токарная обработка Токарная черновая обработка Данному виду обработки подлежат следующие поверхности: - линейные - 3, 6, 21, 24; - диаметральные - 4, 7,...
-
Введение - Методы подготовки поверхности
Современное развитие промышленного производства требует создания новых материалов, механизмов, станков и оборудования, обладающих повышенными...
-
Для литья под давлением обычно используют не первичные, а вторичные сплавы, что обусловлено экономическими соображениями. Наилучшими литейными свойствами...
-
Для обработки деталей и узлов пальто используется высокопроизводительное оборудование, значительную часть которого составляют швейные машины в заданном...
-
Холодильная камера холодильника для хранения охлажденной мясной продукциив одноэтажном варианте располагается перед перерабатывающим корпусом....
Введение - Характеристика и классификация протяжек для обработки не круглых отверстий