КОНСТРУКТОРСКАЯ ЧАСТЬ, Выбор установочных приспособлений, Выбор направляющих элементов - Проект приспособления для обработки отверстия у детали "кронштейн"
Выбор установочных приспособлений
Деталь устанавливается на широкую опорную поверхность, предварительно обработанную, поэтому для установки детали на плоскость я выбираю 2 опорные пластины: ГОСТ 4743-89 (Л5,стр.151)
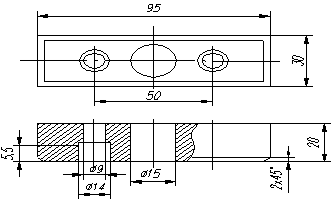
Рис. 5 (Эскиз пластины)
Изготовляется из стали У7А HRC 35...40
Примечание: центральное отверстие расточить до размера 15 под запрессовку установочных пальцев.
Так же у детали имеются 2 симметрично просверленных отверстия, поэтому деталь окончательно базируется на 2 установленных посадочных пальца (1 срезанный). Ш17 мм.
Определяем высоту направляющих частей пальцев:
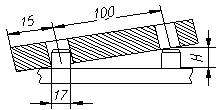

L - расстояние между центрами отверстий
L=100 мм.
L - расстояние от оси отверстия до опущенного края заготовки.
L=15 мм.
D - диаметр отверстия.
Min - наименьший посадочный зазор
Min=0,1 (Л2,стр.87)

Выбираю цилиндрический установочный палец из стали У7А ГОСТ 12203-89 HRC 35...40 [Л5,стр.167]
Рис. 7 (Эскиз пальца)
Выбираю срезанный установленный палец из стали У7А ГОСТ 12210-89 HRC 35...40
Рис. 8 (Эскиз пальца)
Выбор направляющих элементов
Обработка отверстия 25+0,021 (Н7) производятся несколькими инструментами и чтобы устранить упругие отжимы инструментов относительно заготовки применяют специальные направляющие элементы - быстрорежущие кондукторные втулки.
Выбираю призматическую привернутую шпонку ГОСТ 14737-89.
Выбираю быстросменную кондукторную втулку ГОСТ 1435-89.
Калить HRC 58....63
D=25;24;23.
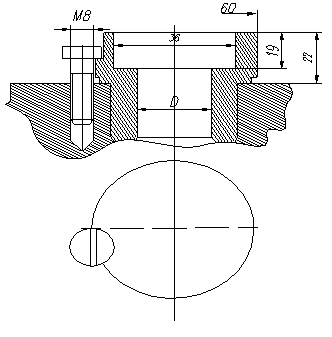
Рис. 9 (Эскиз втулки)
Для центрирования приспособления на столе станка выбираю призматическую привернутую шпонку из стали У7А. ГОСТ 14737-89
Рис. 10 (Эскиз шпонки)
Похожие статьи
-
Расчет силы зажима будем производить по осевой силе Ро=322 кГс так как она наибольшая. К - коэффициент запаса. К = 2,5 Ро К - Fтр = 0 Fтр = Wf F -...
-
Назначение конструкции детали Данная деталь относится к деталям типа "кронштейн", изготовленная из стали 35 ГОСТ 1050-89, предназначенная для...
-
Экономическая эффективность спроектированного приспособления С - себестоимость обработки детали на операцию без применения приспособления. 1 - заработная...
-
Рис. 3 (Эскиз обработки) Выбираю цельный короткий зенкер с коническим хвостовиком из быстрорежущей стали Р18. D = 24,8 ; L = 180 ; Lo = 90. ГОСТ 12489-89...
-
Выбор оборудования Выбираю вертикально сверлильный станок модели 2Н135. Станок предназначен для сверления, рассверливания, зенкерования, развертывания...
-
Введение - Проект приспособления для обработки отверстия у детали "кронштейн"
Машиностроение - важнейшая отрасль в развитии народного хозяйства, так как все отрасли зависят от машиностроения. Большое значение для народного...
-
На операцию 010, обработка отверстия 25+0,021 (Н7) Технологический процесс обработки: 1) Сверлить 23,7+0,25 (Н12) - Тм1 = 0,83 мин. 2) Зенкеровать...
-
Для обработки деталей и узлов пальто используется высокопроизводительное оборудование, значительную часть которого составляют швейные машины в заданном...
-
Назначение, устройство и принцип работы приспособления - гидравлического зажима Гидравлический зажим одностороннего действия предназначен для закрепления...
-
Таблица 1. Приспособления, инструмент для разборочно-сборочных работ Наименование инструмента Обозначение инструмента Стандарт Ключ гаечный с открытым...
-
В приспособлениях силы трения возникают на поверхностях контакта заготовки с опорными и зажимными элементами. Величина коэффициента трения (зависит от...
-
Пневматический съемник Максимальное усилие 7000 Н. Максимальное давление в системе 0,4 МПа Максимальный ход штока 2900 мм. Таблица 1 Наименование...
-
Успешное выполнение ремонта в значительной мере зависит от качества разборки. Разборочный процесс принято изображать в виде технологической схемы. При...
-
Характеристика выбранных методов обработки Увеличение выпуска швейных изделий высокого качества зависит от повышения производительности труда на основе...
-
Определяем трудозатраты для механической части для провидения капитального ремонта , чел/час Где RМ - категория сложности механической части, RМ = 0,5 р....
-
Выбор приспособлений и инструментов Призма опорная ГОСТ 12195 - 88 Патрон трехкулачковый 7100 - 0002 150 ГОСТ 2675 - 80 Резец проходной 2100 - 0571 2012...
-
Для изготовления рельсов можно применять конструкционные улучшаемые стали. Учитывая, что по техническим требованиям требуются высокие характеристики,...
-
Основанием для выбора вида поточной линии служит: Тип производства; Технологический процесс изготовления продукции. 1. В зависимости от типа производства...
-
Технологическая карта на ремонт детали смотреть приложение Б. Выбор размера партии детали Размер партии должен быть выбран с таким расчетом, чтобы...
-
Деталь "Переходник" предназначена для присоединения электродвигателя к корпусу редуктора и защиты места соединения вала двигателя с валом редуктора, от...
-
На основании проекта организации производственного процесса осуществляется проектирование поточной линии. При составлении технического задания на...
-
Техническое размножение лекал не имеет достаточно глубоких научных обоснований, т. к. представляет собой совокупность различных расчетно-графических...
-
Деталь типа "Валик шлицевой" имеет довольно простую геометрическую форму. Основные поверхности - тела вращения. Валик шлицевой предназначен для передачи...
-
Зажимными называют механизмы, устраняющие возможность вибрации или смещения заготовки относительно установочных элементов под действием собственного веса...
-
Погрешность базирования возникает в результате установки детали в приспособлении по технологическим базам. Погрешности базирования можно определить с...
-
Основной частью приспособления является корпус 3, который устанавливается на стол станка и крепится к нему болтами, через Т - образные пазы в столе...
-
РАСШИФРОВКА МАРКИ СТАЛИ - Разработка технологического процесса термической обработки детали
Сталь марки 18Х2Н4ВА : хромоникелевая конструкционная легированная сталь с содержанием углерода 0,18%, до 2% хрома, 4 % никеля и 1% ванадия....
-
Расчет точности обработки - Станочное приспособление
1. Анализ операционного эскиза показывает, что от конструкции станочного приспособления зависит только выполнение одного линейного размера 130 ±0,5мм....
-
Печатные проводники характеризуются в основном двумя параметрами: электрическим сопротивлением и прочностью сцепления проводника с основанием печатной...
-
Расчет диаметра вала.[7] Dmin = 3 16ЧTkЧ103/рЧ[фk], мм (2.5) Где Tk - крутящий момент на валу, Нм; [фk]- допустимое напряжение при кручении...
-
Определение припусков на механическую обработку Припуски назначают по ГОСТ Р 53464-2009 Основные припуски на мех. Обработку назначают для каждого допуска...
-
Выбор транспортных средств для заготовок и деталей производим исходя из габаритных размеров деталей, а так же планировкой рабочих мест, расположения...
-
Самым первым этапом выполнения работы является сбор и формирование исходных данных для расчета. Сбор данных должен быть произведен тщательным образом и с...
-
Схема размещения технологического оборудования - это расположение технологического оборудования и рабочих мест на производственной площади. В курсовом...
-
Для изготовления трикотажного платья целесообразно использовать оборудование представленное в таблице 4. Таблица 4. Характеристика оборудования,...
-
На основе диаграммы состояний "железо - цементит" и построенного графика термической обработки опишите превращения в структуре стали при нагреве,...
-
Выбор приспособлений и инструментов Призма опорная ГОСТ 12195 - 88 Патрон трехкулачковый 7100 - 0002 31 150 ГОСТ 2675 - 80 Резец проходной 2100 - 0571...
-
При выборе материала для изготовления деталей необходимо учитывать их свойства, условия работы, характер нагрузок и напряжений. Пальцы: выполняют из...
-
Хром - очень распространенный легирующий элемент. Он повышает точку А3 и понижают точку А4 (замыкает область г-железа). Температура эвтектоидного...
-
Введение - Проектирование приспособления для фрезерования квадрата 11х11 в детали "Винт"
Быстрый рост машиностроения - важнейшей отрасли промышленности - определяет темпы переоснащения народного хозяйства новой техникой и вызывает...
КОНСТРУКТОРСКАЯ ЧАСТЬ, Выбор установочных приспособлений, Выбор направляющих элементов - Проект приспособления для обработки отверстия у детали "кронштейн"