Сплавы для литья под давлением, Технологические режимы литья под давлением - Характеристика литья под давлением
Для литья под давлением обычно используют не первичные, а вторичные сплавы, что обусловлено экономическими соображениями. Наилучшими литейными свойствами обладают следующие сплавы: цинковые ЦАМ4-1, ЦА4М3 - ГОСТ 25140-82; алюминиевые АК12, АК9, АК7 - ГОСТ 1583-73; магниевые МЛ3, МЛ5 - ГОСТ 2856-79; медные ЛЦ40Сд, ЛЦ16К4 - ГОСТ 17711-80 и др. Указанные сплавы обладают хорошей жидкотекучестъю, низкой и стабильной усадкой, имеют небольшой интервал затвердевания и достаточно высокие эксплутационные свойства. Их химический состав и свойства мало изменяются при длительной выдержке расплава в раздаточной печи. От первичных сплавов, например алюминиевых сплавов АЛ2, АЛ9 и АЛ4, вторичные сплавы АК12, АК9 и АК7 в основном отличаются большим содержанием примесей и меньшей пластичностью.
Технологические режимы литья под давлением
К важнейшим параметрам технологического процесса при литье под давлением относятся: продолжительность заполнения пресс-формы расплавом; скорость поступления расплава в пресс-форму; размеры и расположение вентиляционных каналов; количество и свойства смазочного материала пресс-формы; температура расплава и пресс-формы.
Продолжительность заполнения пресс-формы. Рекомендуемая зависимость продолжительности заполнения пресс-формы металлом (tзап) от толщины стенки отливки (lо) для разных сплавов приведена на рисунке 4.4. Следует помнить, что согласно этим данным продолжительность заполнения, найденная для определенных, наиболее характерных для данных сплавов температур заливки расплава и пресс-формы, зависит только от толщины тела отливки и не зависит от ее конфигурации, размеров и массы. Но в условиях интенсивного теплообмена между расплавом и пресс-формой время течения первых порций расплава в ее рабочей полости ограничено длительностью, после которой вероятно образование неслитин и неспаев.
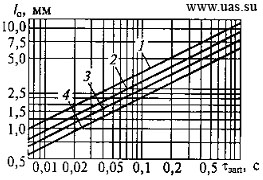
Рисунок 4.4 - Зависимость времени заполнения пресс-формы от толщины отливки:
1 - магний; 2 - магниевый сплав; 3 - алюминиевый сплав; 4 - цинковый сплав
Скорость поступления расплава в пресс-форму, определяя характер его движения (сплошной спокойный или с высокой турбулентностью, дисперсный), оказывает влияние не только на качество отливки, но и на долговечность пресс-формы. Так, слишком высокая скорость расплава повышает вероятность смыва смазочного материала с рабочих поверхностей пресс-формы, эрозионного воздействия на ее стенки и, как следствие этого, приваривания отливки к пресс-форме. При извлечении отливки это может приводить к поломке пресс-формы, короблению, образованию трещин на отливке или ее разрушению. Работа при низких скоростях расплава, как правило, не обеспечивает высокого качества поверхности отливок.
Для всех типов сплавов, используемых при литье под давлением, опти-мальная скорость поступления расплава в пресс-форму чаще всего составляет 10 - 50 м/с (меньшие значения - скорости, используемые при изготовлении отливок из сталей и медных сплавов, большие - из цинковых и свинцово-оловянистых сплавов).
Температура пресс-формы перед заливкой назначается с учетом состава заливаемого сплава, конфигурации отливки, толщины ее стенки, а также других факторов. При литье цинковых сплавов температура пресс-формы должна составлять 120 - 160оС, для алюминиевых - 180 - 250оС, для магниевых - 200 - 240оС, для латуни - 280 - 320оС и для стали - 200 - 280оС. Для уменьшенной толщины стенки отливки и усложненной ее конфигурации температуру пресс-формы назначают ближе к верхнему пределу указанных интервалов, а для более массивных отливок - ближе к нижнему. Соблюдение этого принципа позволяет при изготовлении тонкостенных отливок улучшить заполнение формы расплавом, а для более массивных - повысить скорость затвердевания и уменьшить количество усадочных дефектов. Для регулирования температурного режима работы пресс-формы, управления процессом затвердевания и охлаждения отливки в конструкциях пресс-форм служат системы охлаждения или тепловой изоляции отдельных элементов пресс-формы.
Температура заливки расплава зависит от химического состава сплава, конфигурации отливки, ее размеров и выбранного режима заполнения пресс-формы. При заполнении пресс-форм значительно перегретым расплавом последний может проникнуть в вентиляционные каналы пресс-формы и закупорить их, что приведет к увеличению газовой пористости в отливках, а в некоторых случаях к браку по незаполнению формы. Высокая температура расплава способствует увеличению объема усадочных пор в отливке. Длительность затвердевания и охлаждения отливки возрастает. При этом снижается темп работы машин, возрастает тепловая нагрузка на пресс-форму, вследствие чего снижается ее стойкость, увеличивается опасность "приваривания" отливки к пресс-форме, возникает опасность поломки отливки или пресс-формы при выталкивании отливки.
Этим объясняется стремление литейщиков заливать расплав при возможно более низкой температуре: для цветных сплавов температура заливки расплава в камеру прессования обычно на 10 - 30оС выше температуры ликвидуса. С увеличением размеров отливки и уменьшением толщины ее стенки температуру заливки принимают ближе к верхнему пределу, а для массивных отливок простой конфигурации - ближе к нижнему. Для массивных отливок, а также отливок с повышенными требованиями по плотности температуру расплава часто принимают а интервале ликвидус - солидус, т. е. проводят заливку расплава в твердожидком состояния. Это позволяет обеспечить последовательное вытеснение воздуха и газов из пресс-формы и уменьшить объем усадочных пор в отливке. Одновременно уменьшается тепловая нагрузка на пресс-форму, повышается ее стойкость, уменьшается продолжительность охлаждения отливки, опасность ее "приваривания" к пресс-форме, возрастает надежность работы машины.
При литье сплавов в твердожидком состоянии уменьшается пористость отливок, вследствие чего возрастает их герметичность, несколько повышаются их механические свойства. Температуру заливки в этом случае назначают в соответствии с необходимым содержанием твердой фазы в расплаве и определяют по диаграмме состояния сплава. Содержание твердой фазы обусловливает реологические свойства сплава, эффективную вязкость, модуль упругости, предельные напряжения сдвига, т. е. характеристики его свойств, от которых зависит способность сплава заполнять полость пресс-формы. Для алюминиевых сплавов типа АЛ9 содержание твердой фазы, при котором обеспечиваются хорошая заполняемость форм и удовлетворительные свойства отливок, должно находиться в пределах 40 - 60 %. Заполнение форм твердожидкими сплавами практикуют только на машинах с холодными камерами прессования, так как на машинах с горячими камерами такие режимы осуществить сложно из-за затвердевания расплава в мундштуке и невозможности его самопроизвольного перетекания из тигля в камеру прессования.
Давление прессования зависит от толщины стенки отливки, ее размеров и конфигурации, химического состава сплава.
Анализ требований, предъявляемых к отливке, позволяет оценить минимально необходимое давление прессования PNpMin. При этом чем больше толщина стенки отливки, тем более высокое давление прессования требуется для обеспечения ее качественных характеристик. Для примера, приведенного в таблице 4.1, меньшие значения рекомендуемого давления прессования соответствуют толщине стенки отливки около 3 мм, а большие - 5 - 7 мм.
Таблица 1. - Рекомендуемое давление прессования для отливок разного назначения

Смазочные материалы, которые используются при литье под давлением, делятся на две основные группы: первая для смазывания рабочих поверхностей пресс-формы, вторая для смазывания пресс-поршня и камеры прессования.
Смазочные материалы для пресс-форм защищают их рабочие поверхности от химического, механического, теплового воздействия струи расплава, предотвращают приваривание отливки к пресс-форме, а также снижают усилие извлечения стержней и отливок из пресс-формы, т. е. предотвращают поломку оснастки и деформацию отливок при извлечении их из пресс-форм.
Смазочные материалы для пресс-форм должны обладать высокими смазывающими и противозадирными свойствами при температурах взаимодействия отливки и пресс-формы, иметь минимальную газотворность при разложении под действием высоких температур, не оказывать вредного влияния на свойства отливок (герметичность, газосодержание, коррозионную стойкость), не повреждать поверхность пресс-формы и отливки, быть нетоксичными, не содержать дефицитных материалов. Кроме этого, смазочный материал должен сохранять свои свойства при хранении, быть пожаро - и взрывобезопасным, обладать такими свойствами, чтобы его можно было наносить на поверхность пресс-формы автоматическими устройствами.
Чаще всего для автоматизированного выполнения операции смазывания в производстве используют смазочные материалы на основе минеральных масел в виде эмульсии масла в воде с добавками твердых наполнителей со сложной молекулярной структурой и различных химически активных присадок.
Похожие статьи
-
Специальные способы литья под давлением - Характеристика литья под давлением
Литье под давлением с использованием вакуума. Для осуществления данного способа литья используют разные методы вакуумирования полости пресс-формы и...
-
Суть процесса. Основные операции и область использования - Характеристика литья под давлением
Принцип процесса литья под давлением основан на принудительном заполнении рабочей полости металлической пресс-формы расплавом и формировании отливки под...
-
Литье под давлением - Технологические процессы производства изделий из поливинилхлорида
Наиболее удобным процессом для производства изделий из ПВХ является процесс литья под давлением. Несмотря на то что стоимость оборудования в этом...
-
Литье под давлением - Технологии машиностроения
Сущность этого способа заключается в том, что расплав металла подается в стальную разъемную пресс-форму под давлением. Рабочее давление на расплав...
-
Отсутствие высоких давлений и скоростей значительно упрощает все узлы литьевой машины. В 3-4 раза снижается усилие замыкания. Уменьшается толщина и...
-
Литье при низком давлении - Общие аспекты и технология производства пластических масс
Одной из разновидностей литья под давлением термопластичных материалов является т. н. литье при низком давлении (low-pressure injection molding). Литье...
-
Сплавы на основе системы алюминий - кремний Сплавы Al - Si являются наиболее распространенными литейными алюминиевыми сплавами. Это связано с хорошим...
-
Состав материалов должен обеспечивать получение в отливке заданных физико-механических и физико-химических свойств; свойства и структура должны быть...
-
Для повседневного платья на первом плане функциональные и эргономические требования, такие как воздухопроницаемость, гигроскопичность, и несминаемость, а...
-
Технологический процесс изготовления щитов из ламинированной ДСтП включает следующие операции: 1) раскрой плит на щитовые заготовки (без припусков на...
-
Литье тонкостенных изделий - Общие аспекты и технология производства пластических масс
Одним из наиболее эффективных методов снижения себестоимости изделия является уменьшение толщины стенки изделия, позволяющее уменьшить расход материала и...
-
Общая характеристика металлов - Металлические сплавы как основа конструкционных материалов
Физические свойства металлов и сплавов 1) Пластичность - способность изменять форму при ударе, вытягиваться в проволоку, прокатываться в тонкие листы. В...
-
Сплав Д1 - относится к числу дюралюминов. Такой вид сплавов обладает достаточно высокой прочностью, пластичностью и относится к числу нормальных...
-
Сущность метода и область применения Сущность состоит в том, что жидким металлом принудительно заполняют металлическую пресс-форму под давлением, которое...
-
Для изготовления трикотажного платья целесообразно использовать оборудование представленное в таблице 4. Таблица 4. Характеристика оборудования,...
-
Для отделки платьев из трикотажа используют бейку. Ассортимент отделочной бейки включает ряд различный по ширине (10, 15, 20, 30 и 80мм), гладкокрашеные...
-
Технология горячеканального литья - Специальные методы литья пластмасс
Благодаря целому ряду технологических и экономических преимуществ горячеканальные системы (ГКС) получили широкое применение для литья пластиковых деталей...
-
Характеристика способов горячего формования - Изготовление деталей из пластмасс
Литье под давлением применяют для изготовления деталей из термо - и реактопластов. При литье под давлением (рис.16) материал в гранулированном или...
-
Магниевые сплавы. - Технологическое оборудование литейных цехов
При плавки необходимо защищать эти сплавы от окисления и насыщения водородом, так как это приводит образованию микропористости в оливках. Плавку литейных...
-
Механизация и автоматизация технологических процессов Технология переработки полимеров - это область науки и техники, изучающая процессы, предназначенные...
-
Таблица 4 - Режимы термообработки Операция T, °С Охлаждающая среда HRC Цементация 930 Охлаждение медленное в колодцах или ящиках Закалка 820 - 840...
-
Технологическая часть, Выбор способа изготовления отливки - Проект цеха стального литья на 10000 т
Произведем анализ конструкции отливки "Кронштейн передней рессоры задний". Отливка по конструкции несложная, компактная. Толщина стенок по всей длине...
-
Свойства меди Медь - металл красновато-розового цвета, медь менее тугоплавка, чем железо, но имеет большую плотность. Медь обладает хорошей...
-
Ротационное литье - Технологические процессы производства изделий из поливинилхлорида
Полые изделия получают в процессе, называемом "ротационное литье". Компаунд термопластического материала в виде мелкого порошка помещают в полую форму....
-
Как и любая другая мебель, компьютерный стол обладает собственными особенностями конструкции, обязан соответствовать стандартам офисной мебели, обладать...
-
Выбор оборудования Выбираю вертикально сверлильный станок модели 2Н135. Станок предназначен для сверления, рассверливания, зенкерования, развертывания...
-
Делаем пересчет механических характеристик двигателя для полученных значений сопротивлений. Полученные значения заносим в таблицу 5. RД. ст1'=3,43 Ом,...
-
Сопротивление якоря горячее. Ом, Где ф= 75°С - перегрев обмоток двигателя относительно начальной температуры (15°С). Коэффициент полезного действия при...
-
Для алюминия и его сплавов, Химическое полирование - Технологические советы
* Едкий натр -- 50...100. Температура раствора -- 40".60°С, время обработки -- 5... 10 с. * Азотная кислота -- 35...40. Температура раствора -- 18."25°С,...
-
Для алюминия и его сплавов - Технологические советы
* Жидкое стекло -- 25...50, кальцинированная сода -- 5...10, тринатрийфосфат -- 5...10, препарат ОП-7 (или ОП-10) -- 15...20мин. * Жидкое стекло --...
-
Разработка конструкции литниковой системы - Проект цеха стального литья на 10000 т
При выборе способа подвода расплава в форму и разработке конструкции литниковой системы учитываем, что расплав должен поступать в форму плавно, без...
-
Конструкционные материалы - Металлические сплавы как основа конструкционных материалов
Конструкционные материалы, материалы, из которых изготовляются детали конструкций (машин и сооружений), воспринимающих силовую нагрузку. Определяющими...
-
Литье с газом - Общие аспекты и технология производства пластических масс
Технология литья с газом (Gas Assisted Injection Molding, Gas Injection Molding, Gas Injection Technique) была впервые предложена в 1970 г. и в последние...
-
Резанье металлов - это обработка путем снятия стружки. В процессе обработки рабочее движение сообщаемое заготовке и режущему инструменту обеспечивает...
-
Печи для выплавки цветных металлов - Технологическое оборудование литейных цехов
Плавкой называют комплекс физико-химических процессов, протекающих в плавильных печах при переработке заранее подготовленных материалов. Целью плавки...
-
Мебель для торговых предприятий играет важную роль в рациональной организации торгово-технологического процесса в магазине. Она широко применяется при...
-
Методика приготовления опытных сплавов Для приготовления опытных сплавов использовалась электрическая печь сопротивления шахтного типа мощностью 10 КВт с...
-
Классификация моделей Модели классифицируются по размерам. Модель отливки "Кронштейн", относится к малым моделям. При проектировании данной отливки была...
-
Составы паст для серебрения. - Технологические советы
* В 300 мл теплой воды растворяют 2 г ляпис-карандаша (продается в аптеках, представляет собой смесь азотнокислого серебра и аминокислотного калия,...
-
Никелевые сплавы. - Технологическое оборудование литейных цехов
Плавку никеля ведут в индукционных канальных и тигельных печах, реже дуговых, для вакуумной техники - в вакуумных индукционных тигельных печах. Футеровка...
Сплавы для литья под давлением, Технологические режимы литья под давлением - Характеристика литья под давлением