Серебрение деталей, Характеристика обрабатываемых деталей. Обоснование вида и толщины покрытий - Серебрение алюминиевых деталей
Характеристика обрабатываемых деталей. Обоснование вида и толщины покрытий
Серебро широко применяется в гальванотехнике. Серебро - ковкий, пластичный металл белого цвета с атомной массой 107,9, плотностью 10,5 г/см3, температурой плавления 961°С. Легко поддается механической обработке всех видов, хорошо паяется, обладает высокой отражательной способностью; твердость металлургического серебра 240 - 340 МПа, электроосажденного 590 - 1370 МПа. Серебро обладает самой высокой электро - и теплопроводностью, одновалентно. Стандартный потенциал +0,8В.
Серебро отличается высокой химической устойчивостью, растворяется только в концентрированной азотной кислоте и горячей серной (85 % - ной). По коррозионной стойкости серебро практически относится к благородным, т. е. не окисляющимся на воздухе, металлам. При нормальном давлении в условиях комнатной и повышенной температур кислород не действует на серебро и только при давлении 1,5 МПа и температуре 300°С происходит оксидирование этого металла. В присутствии кислорода и влаги серебро взаимодействует с сероводородом, следы которого всегда имеются в воздухе, образуя коричневые и черно-серые пленки сульфида серебра (сухой сероводород на серебро не действует). Заметное изменение цвета серебра происходит при толщине пленки сульфида серебра 40 нм, максимальная толщина пленки не превышает 0,3 мкм. Пленки сульфида серебра достаточно термостойки и разлагаются только при 885°С; они не растворяются в кислотах, аммиаке. Почти единственным способом удаления таких пленок, является обработка в 5-10 % - ном растворе цианидов калия или натрия. Сульфидные пленки могут возникать на серебряных деталях, если они находятся в замкнутом объеме с материалами органического происхождения, содержащим сернистые соединения (резины, пластмассы и др.).
Сульфидные пленки серебра наряду с ионной проводимостью, подтверждающейся выделением металлического серебра при пропускании постоянного электрического тока, обладают ярко выраженной фотоэлектрической проводимостью; с увеличением яркости освещения сопротивление слоя сульфида серебра значительно уменьшается. Такое непостоянство электрической проводимости сульфидных пленок в зависимости от внешних условий может привести к непостоянству переходного сопротивления серебряных контактов, а в отдельных случаях (малая контактная нагрузка, малый рабочий ток) - к нарушению проводимости контакта. Потускнение серебра под действием сероводорода - серьезный недостаток серебра, который следует учитывать при использовании серебряных покрытий для деталей электрических контактов. Другим недостатком серебра, как контактного материала, являются низкая твердость и износостойкость, свариваемость при коммутации уже небольших и особенно больших токов, приводящая к переносу металла с одного участка поверхности на другой, образованию наплывов и тем самым нарушению контакта.
Для улучшения механических и коррозионных свойств серебра используют легирование его другими металлами (Sb, Pb, Cd и др.), нанесение пассивирующих пленок химическим и электрохимическим методами, нанесение тонких слоев более благородных металлов.
Серебро - хороший антифрикционный материал в атмосфере, вакууме, инертных и некоторых агрессивных средах.
Перечисленные выше свойства серебра определяют области применения серебряных покрытий. Для повышения поверхностной электрической проводимости и максимального снижения переходного сопротивления серебрению подвергают токонесущие детали радиоэлектронной и электротехнической аппаратуры, в том числе приборов СВЧ. Благодаря высокой отражательной способности серебряные покрытия широко используют в производстве автомобильных фар и прожекторов, а благодаря красивому внешнему виду - для декоративных целей в часовой, ювелирной и легкой промышленности.
Высокая химическая устойчивость серебра к щелочам и органическим кислотам обусловила применение серебряных покрытий для защиты химических аппаратов и приборов.
Как антифрикционный материал серебро используется для покрытия трущихся поверхностей подшипников скольжения и качения.
Выбор толщины серебряных покрытий регламентируется государственными и отраслевыми стандартами в зависимости от назначения и материала детали, а также условий эксплуатации.
Как правило, серебрению подвергают детали из меди и ее сплавов. Толщина серебряного покрытия при защитно-декоративной отделке ювелирных изделий колеблется от 6 до 24 мкм, деталей часов - от 0,05 до 1,5 мкм. Для повышения поверхностной электрической проводимости деталей радиоэлектронной аппаратуры в зависимости от условий эксплуатации используют серебряные покрытия толщиной от 2 до 21 мкм.
При выборе серебряного покрытия для деталей электрических контактов учитывают следующее. Наряду с электрической проводимостью металлов при работе контактов большое значение имеет переходное сопротивление, которое складывается из двух величин: сопротивления, обусловленного наличием на контактах поверхностных пленок (оксидных, сульфидных и др.), и сопротивления, существующего между поверхностями контактов и обусловленного микрошероховатостями. Величины этих сопротивлений зависят от контактного давления и токовой нагрузки (уменьшаются с ростом контактного давления и токовой нагрузки). Серебряные покрытия обладают самым низким переходным сопротивлением, но не обеспечивают его постоянства при малых токах и малых контактных давлениях вследствие склонности серебра к потускнению. Переходное сопротивление точечных серебряных контактов (сила тока 0,5 А) до и после испытаний в течение трех суток над парами 5 % - ного раствора сульфида натрия:
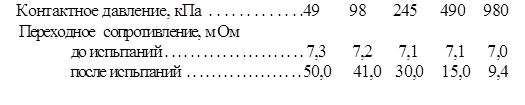
Вследствие образований на серебре в атмосфере сероводорода сульфидной пленки переходное сопротивление серебра резко возрастает (в 5-7 раз) при малых контактных давлениях 49 - 98 кПа и только при контактном давлении 980 кПа изменяется незначительно - происходит продавливание сульфидной пленки. Переходное сопротивление электрических контактов зависит также от величины токовой нагрузки. Так, при уменьшении силы тока с 0,5 до 0,02 А переходное сопротивление точечных серебряных контактов при контактном давлении 49 кПа после испытаний в атмосфере сероводорода возрастает с 0,05 до 1,4 Ом (в 28 раз). В связи с вышесказанным не рекомендуется применять серебряные покрытия при малых токовых нагрузках (от 5 мкА до 100 мА) и малых контактных давлениях (10 - 100 кПа). Для деталей электрических контактов, подвергающихся периодическому трению при средних токовых нагрузках (0,15 - 1 А) и контактных давлениях (150 - 300 кПа), используют серебряные покрытия толщиной 6 - 9 мкм; для деталей контактов, подвергающихся постоянному трению при силе тока 0,15 - 1 А и контактном давлении 150 - 500 кПа, применяют серебряные покрытия толщиной 15 мкм и покрытия из сплава серебро-сурьма толщиной 12 мкм.
Серебро гальванотехника серебрение электролит
Таблица 1 - Характеристика обрабатываемой детали.
|
Наименование детали |
Характеристика детали |
Годовая программа, м2 |
Обозначение Покрытия | ||||
|
Материал |
Габаритные размеры, мм |
Масса, кг |
Площадь покрытия, М2 |
Группа сложности | |||
|
Основание |
АМг6 |
116Ч58Ч8 |
0,05628-10-3 |
0,0175-10-4 |
2 |
6000 |
Н18М3Ср9 |
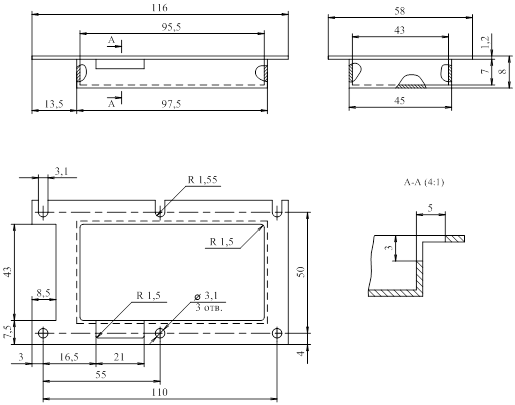
Рисунок 1 - Эскиз детали
Похожие статьи
-
Введение - Серебрение алюминиевых деталей
Металлические покрытия с каждым годом находят все более широкое и разностороннее применение в промышленности. Это связано с изменением условий...
-
Характеристика способов горячего формования - Изготовление деталей из пластмасс
Литье под давлением применяют для изготовления деталей из термо - и реактопластов. При литье под давлением (рис.16) материал в гранулированном или...
-
Наименование детали - фланец. Назначение детали - деталь служит для образования разъемных соединений труб. Обозначение материала детали - сталь 45 ГОСТ...
-
Характеристики методов получения заготовок Вопросы по теме: Производство заготовок литьем. Производство заготовок пластическим деформированием. Получение...
-
Электронно-лучевые пучки широко используются в технологическом оборудовании для нагрева, сварки, плавки, размерной обработки, распыления, фундаментальных...
-
Физический способ состоит в термическом испарении и конденсации под специальным колпаком в вакууме наносимого вещества или его катодном распылении на...
-
Для литья под давлением обычно используют не первичные, а вторичные сплавы, что обусловлено экономическими соображениями. Наилучшими литейными свойствами...
-
Запрессовка детали специальными прессами - Характеристика рабочих процессов газотурбинной установки
Осуществление прессовых посадок основано на запрессовке сопрягаемых поверхностей деталей при одинаковой температуре для обеих деталей, либо при...
-
Основанием для выбора вида поточной линии служит: Тип производства; Технологический процесс изготовления продукции. 1. В зависимости от типа производства...
-
В дополнение к количественным параметрам в некоторых случаях целесообразно нормировать направление неровностей, например в связи с направлением...
-
Сплавы на основе системы алюминий - кремний Сплавы Al - Si являются наиболее распространенными литейными алюминиевыми сплавами. Это связано с хорошим...
-
Схема размещения технологического оборудования - это расположение технологического оборудования и рабочих мест на производственной площади. В курсовом...
-
Конструктивно - технологическая характеристика модели изделия Мной представлена модель девичьих туфель - лодочек на низком каблуке клеевого метода...
-
В зависимости от типа производства (массовое, серийное, единичное) и требований к качеству изделия выбирают способ изготовления изделия - горячее...
-
Нефтехимическая промышленность в Республике Беларусь относится к категории стратегических для страны отраслей экономики. Она включает - нефтедобывающий...
-
Нанесение металлических покрытий, Никелирование - Технологические советы
Химическое покрытие одних металлов другими подкупает простотой технологического процесса. Действительно, если, например, необходимо химически...
-
Общая характеристика металлов - Металлические сплавы как основа конструкционных материалов
Физические свойства металлов и сплавов 1) Пластичность - способность изменять форму при ударе, вытягиваться в проволоку, прокатываться в тонкие листы. В...
-
Цианирование - Характеристика и структурные методы исследования металлов
Цианирование в сталелитейном производстве -- процесс диффузионного насыщения поверхностного слоя стали одновременно углеродом и азотом при температурах...
-
Установки плазменного нанесения покрытий - Электротехнологические плазменные установки
Нанесение коррозионно-стойких, жаропрочных и других защитных покрытий осуществляется методами напыления и наплавки. При напылении плазмой частицы...
-
Определение диаметра и толщины стенки трубопровода - Технологический расчет нефтепровода
Ориентировочное значение внутреннего диаметра вычисляется по формуле: Где - рекомендуемая ориентировочная скорость перекачки в зависимости от плановой...
-
Введение, Основные понятия - Гальванические покрытия
В реферате рассматриваются методы гальванического упрочнения: электролитическое хромирование, электролитическое железнение. Хромирование используют для...
-
Пластмассы. Основные характеристики пластмасс - Пластмассы. Их свойства и области применения
Пластические массы (пластмассы, пластики) -- материалы на основе природных или синтетических полимеров, способные под влиянием нагревания и давления...
-
Классификация электродов - Характеристика процесса сварки
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и для наплавочных работ)...
-
Выбор материала и технология производства заготовок деталей и инструментов
ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ И ИНСТРУМЕНТОВ Цель работы - провести анализ условий работы заданного изделия, выбор...
-
Введение - Электронно-лучевой синтез TiO2 покрытий с использованием золь-гель мишеней
Интерференционные покрытия применяют для получения высоких коэффициентов отражения (зеркальные покрытия), для увеличения пропускания и контрастности...
-
Производство стали в электрических печах - Полная характеристика черной металлургии
Для выплавки стали используют электрические печи двух типов: дуговые и индукционные (высокочастотные). Первые из них получили более широкое применение в...
-
Общая характеристика литой детали Габаритные размеры 308 х 308мм, масса отливки 22.7 кг, средняя толщина стенок 17 мм, сплав - чугун марки СЧ15-32 ГОСТ...
-
В ходе выполнения курсового проекта были найдены 12 альтернативных вариантов производственной структуры поточной линии и рассчитаны их основные...
-
Розглянемо розрахунок на зношування спряжень прикладі конічних поверхонь (рис. 3.1). Відправні дані: схема спряження - рис. 3.1 Осьове навантаження ;...
-
Краткая техническая характеристика двигателя ЯМЗ-240 Ярославский моторный завод является крупным изготовителем дизелей, которые широко применяются в...
-
Производственные помещения вычислительного центра характеризуются следующими факторами вредного воздействия на работающего: - Повышенным тепловыделением...
-
Одним из основных элементов манипулятора является привод. В условиях повышенных требований к вакуумной гигиене широкое применение в качестве приводов...
-
Грузоподъемность не более Наибольшая погрешность позиционирования не более 20 кг ±10 мм. Наибольшие перемещения по степени подвижности не более: - по...
-
1) Коэффициент суммы смещений X=X1+X2=0; 2) Торцовой профильный угол ; 3) Торцовой модуль ; 4) Диаметры делительных окружностей: Шестерни мм.; Колеса...
-
Характеристика материалов Разрабатывая легкое женское платье, очень важно уточнить из какого материала оно будет изготавливаться. Выбор материала зависит...
-
В настоящее время первичным звеном сложных производственных систем крупных предприятий является поточное производство - форма организации производства,...
-
Деталь типа "Валик шлицевой" имеет довольно простую геометрическую форму. Основные поверхности - тела вращения. Валик шлицевой предназначен для передачи...
-
Анализ конструкции изделия на технологичность. Техническая характеристика изделия Рассматриваемая деталь, "вал-шестерня", является частью тяжелого...
-
Расчет технологической себестоимости детали позволяет принять окончательное решение о выборе варианта организации производственного процесса. Проведем...
-
Обоснование технологического маршрута изготовления детали. План изготовления детали Задача раздела - разработать оптимальный технологический маршрут, т....
Серебрение деталей, Характеристика обрабатываемых деталей. Обоснование вида и толщины покрытий - Серебрение алюминиевых деталей