Классификация электродов - Характеристика процесса сварки
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и для наплавочных работ) технологическим особенностям (для сварки в различных пространственных положениях, сварки с глубоким проплавлением и ванной сварки), виду и толщине покрытия, химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла шва и способу нанесения покрытия (опресовкой или окунанием).
Основными требованиями для всех типов электродов являются: обеспечение стабильного горения дуги и хорошего формирования шва; получение металла сварного шва заданного химического состава; спокойное и равномерное расплавление электродного стержня и покрытия; минимальное разбрызгивание электродного металла и высокая производительность сварки; легкая отделимость шлака и достаточная прочность покрытий; сохранение физико-химических и технологических свойств электродов в течении определенного промежутка времени; минимальная токсичность при изготовлении и при сварке.
По назначению металлические электроды для РДС сталей и наплавки поверхностных слоев с особыми свойствами, изготовляемые способом опресовки, подразделяются (ГОСТ 9466-75):
Для сварки углеродистых и низкоуглеродистых сталей с временным сопротивлением разрыву до 60 кгс/мм2 (600 МПа), с условным обозначением У;
Для сварки легированных сталей с временным сопротивлением разрыву свыше 60кгс/мм2 (600 МПа) - Л;
Для сварки легированных теплоустойчивых сталей - Т;
Для сварки высоколегированных сталей с особыми свойствами - В;
Для наплавки поверхностных слоев с особыми свойствами - Н.
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытиями.
По виду покрытия электроды подразделяются: с кислым покрытием А, с основным покрытием - Ц, с рутиловым покрытием - Р, с покрытием смешанного вида - с двойным обозначением, с прочими видами покрытий - П.
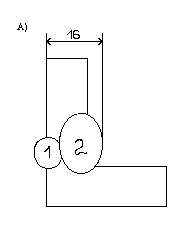
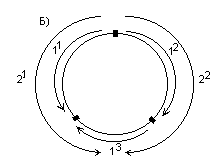
Рис.3. А) Заполнение шва по сечению, Б) Заполнение шва по длине.
Расчет сварных швов на прочность:
При расчете сварных швов на прочность нужно учитывать что стыковые швы работают на сжатие и растяжение, А угловые на срез.
Прочность углового шва на 30 меньше прочности стыкового.
Расчет на прочность ведется по формуле:

Для углового шва:
Nр = 0,7RсвKLшв;
Rcв = 18107 Н/м2;
К = 1610-3М;
LШв = d = 3.14219 = 688 мм;
Решение:
LШв = 0,688+0,688 = 1,376 м;
NР = 0,7181071610-31,376 = 2,8106 Н.
Похожие статьи
-
Выбор материала изделия. Обоснование катетов сварных швов Материал изделия для изготовления сварной конструкции, необходимо выбирать в зависимости от...
-
Инструменты и принадлежности электросварщика. - Характеристика процесса сварки
К инструментам и принадлежностям электросварщика относятся электрододержатель, щиток или маска, специальный молоток с зубилом, стальная щетка,...
-
Анализ конструкции (объекта дипломного проектирования) на предмет снижения ее массы, применения новых материалов, совершенствования конструктивных...
-
У - для сварки углеродистых сталей Д - с толстым покрытием Е - международное обозначение плавящегося покрытого электрода 51 - предел прочности на...
-
Дефекты сварных соединений. - Характеристика процесса сварки
Согласно ГОСТ 23055 - 78* для соединений, выполненных сваркой плавлением, возможно образование шести видов дефектов. Пористость шва: сферическая,...
-
A. Изделие выполнено из низколегированной стали. Сталью называется сплав железа с углеродом, в котором содержание углерода не превышает 2%. Кроме...
-
Ручная дуговая сварка металлическими электродами с покрытием Качество швов зависит не только от техники сварки, но и от других факторов, таких как состав...
-
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и сварочного тока. Скорость сварки и напряжение на дуге...
-
Технологические параметры процесса электрошлаковой сварки (ЭШС). - Электрошлаковая сварка
Сущность метода принудительного формирования состоит в искусственном охлаждении поверхности металлической ванны. Основное назначение шлаков при эшс -...
-
Сварка - Автоматизация технологических процессов сварки на предприятии "АтлантЭнерго"
Выполнить сварку корневого слоя шва обратноступенчатым способом электродами с основным видом покрытия. Освобождать жимки наружного центратора разрешается...
-
Пост ручной дуговой сварки (РДС) Стационарный сварочный пост комплектуется: 1. Система вентиляции, 2. освещение, 3. заземление, 4. источник питания...
-
Общие сведения о режиме сварки Режимом сварки называют основные показатели, определяющие процесс сварки, которые устанавливаются на основе исходных...
-
Общая характеристика и классификация магниевых сплавов - Сплавы цветных металлов
Достоинством магниевых сплавов является высокая удельная прочность. Основными легирующими элементами магниевых сплавов являются Al, Zn, Mn. Для...
-
Свойства меди Медь - металл красновато-розового цвета, медь менее тугоплавка, чем железо, но имеет большую плотность. Медь обладает хорошей...
-
Сварка плавлением - Процессы сварки металлов плавлением
Сварка плавлением осуществляется нагревом свариваемых кромок до температуры плавления без сдавливания свариваемых деталей. При нагреве с повышением...
-
Наиболее широко используется при изготовлении всевозможных сварных конструкций. В зависимости от материала сварной конструкции, ее габаритов, толщины...
-
Материалы, применяемые при сварке - Технология и техника сварки
Электроды: ввиду большого разнообразия применяемых покрытий делятся на типы не по составу покрытий, а по назначению электродов и механическим свойствам...
-
Обзор и характеристика применяемых ГОСТов - Анализ точности и стабильности технологического процесса
Для написания данной курсовой работы были использованы такие ГОСТы как: 1. ГОСТ Р ИСО/ТО 10017-2005 Статистические методы. Руководство по применению в...
-
Низколегированные стали, с содержанием углерода до 0.25 %, относятся к сталям, хорошо сваривающимся практически всеми видами сварки. Основное требование...
-
Основным направлением предприятия ООО "Атлант Энерго" является производство линейной арматуры для воздушных линий электроснабжения. Данная продукция...
-
Характеристика основного металла Данная конструкция изготавливается из марки Ст3 которая имеет следующие характеристики: химический состав марки стали...
-
Свойства алюминия Алюминий - металл серебристо-белого цвета. Он не имеет полиморфных превращений. Алюминий обладает малой плотностью, хорошими...
-
Для повседневного платья на первом плане функциональные и эргономические требования, такие как воздухопроницаемость, гигроскопичность, и несминаемость, а...
-
Сущность сварки. Классификация способов сварки - Технологии машиностроения
Сваркой называется процесс получения неразъемного соединения двух или более деталей из твердых материалов (металлов) путем их местного сплавления или...
-
Классификация и характеристика ассортимента тканей - Производство и потребление тканей в России
Ассортимент материалов, используемых для производства швейных изделий, весьма разнообразен по сырьевому происхождению, способам производства, назначению...
-
Холодная сварка чугуна - Горячая сварка чугуна
Сварка чугуна без подогрева изделия применяется шире, чем с подогревом. Подготовка поверхности дефектов к заварке заключается в сверлении, зачистке,...
-
Основной мартеновский процесс - Полная характеристика черной металлургии
Перед началом плавки определяют количество исходных материалов (чушковый чугун, стальной скрап, известняк, железная руда) и последовательность их...
-
Характеристика сварочного материала - Техника сборки и сварки трубы с тройником и заглушкой
Для получения качественных швов при сварке данной конструкции выбираются электроды марки ЛБ 52У. Химический состав электродов ЛБ 52У (см. в таблице 5)....
-
Сварка плавлением - Сварочное производство. Сварка плавлением
Дуговая сварка Источником теплоты является электрическая дуга, которая горит между электродом и заготовкой. Сварочной дугой называется мощный...
-
Под термином "хлорирование" подразумевают обычно процесс, в котором хлор в том или ином виде взаимодействует с окислами элементов или другими их...
-
Электрическая контактная сварка - Развитие сварочного производства
По форме выполняемых соединений различают три основных вида контактной сварки: стыковую, точечную и шовную или роликовую. При стыковой сварке через стык...
-
Вентиляция в производственном помещении - Характеристика рабочих процессов газотурбинной установки
Вентиляционные системы устанавливаются для поддержания нормативных метеорологических параметров в помещениях разной функциональности. Классифицировать...
-
Электрошлаковая сварка. - Сварочное производство. Сварка плавлением
Сущность процесса заключается в том, что тепловую энергию, необходимую для расплавления основного и присадочного металла, дает теплота, выделяемая в...
-
Запрессовка детали специальными прессами - Характеристика рабочих процессов газотурбинной установки
Осуществление прессовых посадок основано на запрессовке сопрягаемых поверхностей деталей при одинаковой температуре для обеих деталей, либо при...
-
Штамп предназначен для серийного производства деталей, усилитель. ОПИСАНИЕ КОНСТРУКЦИИ ИЗДЕЛИЯ И УСЛОВИЙ РАБОТЫ, ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Штамп...
-
Расчет переходных процессов проводим по выражениям: , , , Где МНач, IНач, щНач - начальные значения соответственно момента, тока и скорости; МКон, IКон,...
-
Электрошлаковая сварка - Виды сварки и способы их применения
Этот способ широко используют в промышленности для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их...
-
Резервуар предназначен для работы в условиях Крайнего Севера, Западной Сибири и Дальнего Востока. Для этих районов характерны длительные периоды с...
-
Сборка - Автоматизация технологических процессов сварки на предприятии "АтлантЭнерго"
Осуществить сборку элементов на наружном центраторе; При сборке заводские швы располагать в верхней половине периметра, смещая их, друг относительно...
-
Сварка корневого слоя шва выполняется сварщиками в количестве не менее 3-х. Сварка заполняющих и облицовочного слоев шва выполняется двумя сварщиками....
Классификация электродов - Характеристика процесса сварки