Розрахунок і складання балансу матеріалів - Аналіз сучасного стану виробництва постійних магнітів
Основний вихідний параметр для розрахунку матеріалів і складання матеріального балансу по окремих операціях у всьому технологічному процесі - продуктивність дільниці або так зване річне завдання (річний план випуску продукції), яке складає 15 т продукції в рік.
Для визначення загального фонду часу роботи обладнання від календарної кількості днів року (365 днів) віднімаємо кількість днів, необхідних для планово-попереджувального ремонту, а також кількість неробочих днів цеху.
Для масового виробництва, особливо для відділень отримання порошків і спікання, економічно вигідною є робота без вихідних днів та зупинок на загальнонаціональні свята. Тому для таких відділень кількість робочих днів на рік визначають як різницю між календарною кількістю днів на рік і кількістю днів, необхідних для планово-попереджувального ремонту.
Баланс часу дільниці записуємо у вигляді таблиці.
Таблиця 1.4 - Баланс часу дільниці
|
Елементи балансу |
Вихід, днів |
|
Календарна кількість днів |
365 |
|
Час на планово-попереджувальний ремонт |
11 |
|
Загальнонаціональні свята |
9 |
|
Вихідні дні |
104 |
|
Неробочі дні дільниці |
125 |
|
Робочі дні дільниці |
240 |
Річний випуск - 15000 кг/рік
Визначивши кількість робочих днів, розраховують добову продуктивність дільниці за сировиною або за готовою продукцією:

Де G - річний випуск продукції, кг;
N - кількість робочих днів на рік.

.
В процесі переробки сировини до отримання товарної продукції мають місце втрати як механічні, так і технологічні (рис. 1.4). Тому для визначення добової продуктивності вводити матеріали в процес потрібно з деяким надлишком для компенсацій цих втрат.
Кількість матеріалу, що находить на початок процесу в перший день (А0) з урахуванням майбутніх втрат, визначають за формулою:

,
Де ц - вихід придатного по всьому процесу.
Для розрахунку вилучення необхідно врахувати втрати за всіма операціями. У процесі переробки сировини мають місце втрати як технологічні, так і механічні, тому для визначення добової продуктивності вводити матеріали в процес потрібно з деяким надлишком для компенсації цих втрат. Річ у тім, що на кожному виробництві мають місце втрати, зумовлені різними причинами. Такі втрати належать до технологічних. В іншому випадку втрати можуть бути зумовлені пилевиділенням, виникненням браку та ін.
Такі втрати належать до механічних. Як правило, технологічні втрати є незворотними. Механічні втрати можуть бути незворотними та зворотними. Якщо втрати можна повернути в технологічний процес безпосередньо або після відповідної переробки, запланованої на підприємстві, то такі втрати є зворотними.
У технологічній схемі вказано, на яку операцію повертаються ці втрати.
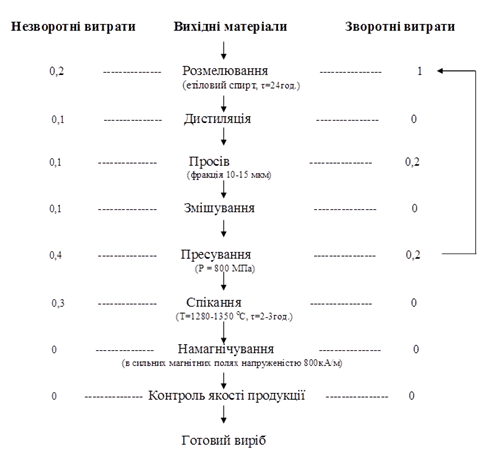
Рисунок 1.4 - Втрати на операціях з виготовлення постійних магнітів системи Fe-Ni-Al-Со
1. Визначення прямого поопераційного вилучення на кожній операції.
Визначається за формулою:
,
Де а - зворотні втрати;
B - незворотні втрати.
На першій операції: з1 = 100 - (1+0,2) = 98,8;
На другій операції: з2 = 100 - (0+0,1) = 99,9;
На третій: з3 = 100 - (0,2 + 0,1 ) = 99,7;
На четвертій: з4 = 100 - (0,1+0) = 99,9;
На п'ятій: з5 = 100 - (0,2+0,4) = 99,4;
На шостій: з6 = 100 - (0+0,1)=99,9;
На сьомій: з7 = 100;
На восьмій: з8 = 100 - (0+0,3) = 99,7;
На дев'ятій: з9 = 100;
На десятій: з10 = 100.
2. Визначаємо загальний витяг на кожній операції ц відносно вихідного матеріалу за формулою:

,
Ц1 = з1 =98,8;
Ц2 = ц1 - з2 / 100 = 98,7;
Ц3 = ц2 - з3 / 100 = 98,4;
Ц4 = 98,3;
Ц5 = 97,7;
Ц6 = 97,4;
Ц7 = 97,4;
Ц8 = 97,4.
3. Визначаємо кількість сировини, яка має надійти на початок процесу в перший день. Для цього використовуємо формулу:

,
4. Визначаємо втрати відносно вихідного матеріалу на кожній операції (вn, бn) згідно з формулою:


.
Операції: зворотні незворотні
На першій: б1 = 1; в1 = 0,2;
На другій: б2 =0; в2 = 0,1 - 98,8 / 100 = 0,0988;
На третій: б3 = 0,2-98,7/100 = 0,1974; в3 = 0,1 - 98,7 /100 = 0,0987;
На четвертій: б4 = 0; в4 = 0,1 - 98,4 /100 = 0,0984;
На п'ятій: б5 = 0,2- 98,3/100 = 0,1966 ; в5 = 0,4 - 98,3 / 100 = 0,3932;
На шостій: б6 =0; в6 = 0,3 - 97,7/100 = 0,2931;
На сьомій: б7 = 0; в7 = 0;
На восьмій: б8 = 0. В8 =0.

5. Розраховуємо абсолютні втрати: :
Витрати складають:
На першій операції: зворотні: 64,1 - 1/100 = 0,641 кг ;
Незворотні: 64,1 - 0,2/100 = 0,128 кг;
На другій зворотні: 0;
Незворотні: 64,1 - 0,0988/100 = 0,063 кг;
На третій зворотні: 64,1 - 0,1974/100 = 0,127 кг;
Незворотні: 64,1 - 0,0987/100 = 0,063 кг;
На четвертій зворотні: 0 кг;
Незворотні: 0,063 кг;
На п'ятій зворотні: 0,126 кг;
Незворотні: 0,252 кг;
На шостій зворотні: 0;
Незворотні: 0,1878;
На сьомій зворотні: 0;
Незворотні: 0;
На восьмій зворотні: 0;
Незворотні: 0;
Обчислюємо суму зворотних втрат і визначаємо масу матеріалу, яка має надходити кожен день на початок процесу:
B=A0 -
В = 64,1 - 0,894 = 63,2 (кг).
Визначаємо масу матеріалу, що надходить на кожну операцію і виходить з неї.
На першу операцію: - надходить: 53,2 (кг), а також зворотні втрати з п'ятої операцій. Усього надходить: 63,2 + 0,126 = 63,32 (кг);
- виходить: 63,32 - 0,128 =63,192 (кг).
На другу операцію: - надходить: 63,192 (кг);
- виходить: 63,02 - 0,063 = 63,129 (кг).
На третю операцію: - надходить: 63,129 (кг);
- виходить: 63,129 - 0,127 - 0,063 = 62,94 (кг).
На четверту операцію: - надходить: 62,94 (кг);
- виходить: 62,94- 0,063 = 62,88 (кг).
На п'яту операцію: - надходить: 62,88 (кг);
- виходить: 62,88- 0,126 - 0,252 = 62,5 (кг).
На шосту операцію: - надходить: 62,5 (кг);
- виходить: 62,5 - 0,1878 = 62,31 (кг).
На сьому операцію: - надходить: 62,31 (кг);
- виходить: 62,31 (кг).
На восьму операцію: - надходить: 62,31 (кг);
- виходить: 62,31 (кг).Отримані результати зводимо у таблицю 1.5
Таблиця 1.5 - Поопераційний баланс матеріалів
|
Кількість матеріалу, яка виходить з операції, кг |
14 |
63,192 |
63,129 |
62,94 |
62,88 |
62,5 |
62,31 |
62,31 |
62,31 | |
|
Кількість матеріалу, яка поступає на операцію, кг |
Всього |
13 |
63,32 |
63,192 |
63,129 |
62,94 |
62,88 |
62,5 |
62,31 |
62,31 |
|
Поворотні витрати |
12 |
0,126 | ||||||||
|
З попередньої операції |
11 |
63,2 |
63,192 |
63,129 |
62,94 |
62,88 |
62,5 |
62,31 |
62,31 | |
|
Абсолютні втрати, кг |
Незворотні |
10 |
0,128 |
0,063 |
0,063 |
0,063 |
0,252 |
0,1878 |
0 |
0 |
|
Зворотні |
9 |
0,641 |
0 |
0,127 |
0 |
0,126 |
0 |
0 |
0 | |
|
Втрати по відношенню до введеного матеріалу, % |
Незворотні |
8 |
0,2 |
0,0988 |
0,0987 |
0,0984 |
0,3932 |
0,2931 |
0 |
0 |
|
Зворотні |
7 |
1 |
0 |
0,1974 |
0 |
0,1966 |
0 |
0 |
0 | |
|
Загальне вилучення, % |
6 |
98,8 |
98,7 |
98,4 |
98,3 |
97,7 |
97,4 |
97,4 |
97,4 | |
|
Пряме поопераційне вилучення, % |
5 |
98,8 |
99,9 |
99,7 |
99,9 |
99,4 |
99,7 |
100 |
100 | |
|
Поопераційні витрати, % |
Загальні |
4 |
1,2 |
0,1 |
0,3 |
0,1 |
0,6 |
0,3 |
0 |
0 |
|
Незповоротні |
3 |
0,2 |
0,1 |
0,1 |
0,1 |
0,4 |
0,3 |
0 |
0 | |
|
Зворотні |
2 |
1 |
0 |
0,2 |
0 |
0,2 |
0 |
0 |
0 | |
|
Назва операції |
1 |
Розмел |
Дистиляція |
Просів |
Змішування |
Пресування |
Спікання |
Намагнічування |
Контроль якості |
Похожие статьи
-
Вибір схеми технологічного процесу - Аналіз сучасного стану виробництва постійних магнітів
В даний час розроблено декілька технологій отримання магнітних матеріалів зі сплавів Fe-Ni-Al-Со: 1) метод порошкової металургії з подальшим пресуванням...
-
Вибір та обгрунтування технологічного процесу Згідно із завданням до проектування та потребами багатьох галузей техніки було розглянуто і порівняно...
-
Опис технологічних операцій - Аналіз сучасного стану виробництва постійних магнітів
Принциповими елементами технології виробництва постiйних магнiтiв типу альніко являються: Отримання лігатури Al-Fe Зазвичай використовувана...
-
Вступ - Аналіз сучасного стану виробництва постійних магнітів
Порошкова металургія - область техніки, що охоплює сукупність методів виготовлення порошків металів і металоподiбних з'єднань, напівфабрикатів та виробів...
-
Обгрунтування асортименту продукції в технічних умовах на неї В даний час існує великий асортимент високоенергетичних постійних магнітів. На даній...
-
Для визначення кількості одиниць обладнання, необхідного для виконання виробничої програми цеху, необхідно розрахувати фонд часу роботи верстата, машини...
-
При виготовленні постійних магнітів на основі Al-Ni-Co, для отримання максимальних магнітних властивостей потрібно надчисті порошки які входять в систему...
-
Продуктові розрахунки виконують для визначення обсягу виробництва, розрахунку і підбору технологічного обладнання, розрахунку площ камер зберігання...
-
Машина для миття КУМ. Продуктивність уніфікованих мийних машин КУМ і КУВ визначається продуктивністю робочого транспортера: , кг/год.; Де: b - ширина...
-
Схема виробництва рослинних олій За технологічною ознакою технологічні процеси діляться на шість груп: Підготовка до зберігання і зберігання олійного...
-
Теплотехнічний розрахунок реакційних апаратів - Розробка технології виробництва туалетного мила
Хімічна переробка сировини та матеріалів зазвичай пов'язана з витратою або відводом тепла. У зв'язку з цим при проектуванні хімічних виробництв виникає...
-
Технологічний розрахунок устаткування - Розробка технології виробництва туалетного мила
Задачею технологічного розрахунку ємкісного устаткування в хімічній промисловості є визначення кількості апаратів та їхніх об'ємів, необхідних для...
-
Вибір матеріалу, термообробки та матеріал зубчатих закритих передач Шестерня Колесо Термообробка: Для колеса - поліпшення ; Для шестерні - поліпшення....
-
Вступ - Обгрунтування та аналіз технології виробництва сирокопченої ковбаси зернистої
М'ясо-молочна промисловість є складовою частиною харчової промисловості України. Забезпечення населення якісними продуктами харчування є одним з головних...
-
Теплотехнічний розрахунок печі, Розрахунок горіння палива - Завод по виробництву загартованого скла
Проектом передбачене застосування природного газу з єдиної системи газопроводу наступного хімічного складу, %: CH4 - 97,7; C4H10 - 0,006; C3H8- 0,12;...
-
Складовий цех складається з складу сировини і декількох відділів по обробці та просіву сировини і приготуванню шихти. Є важливою ланкою в технологічній...
-
Розрахунок пасової передачі. - Проект лінії для виробництва консервів "Асорті №6"
Вихідні дані: Потужність ведучого шківа Р - 7,5 кВт, його число обертів n1 = 2200 об/хв., число оборотів ведомого шківа n = 1452 об/хв., діаметр ведучого...
-
Машина для миття КУМ. Потужність двигуна необхідного для приводу визначаємо по формулі: , Де: VМах - максимальна швидкість руху транспортера, м/с; ?...
-
Аналіз собівартості здійснюють шляхом визначення питомої ваги витрат кожної статті калькуляції в повній собівартості, приймаючи останню за 100 %....
-
Розрахунок потреби цеху у сировині та матеріалах - Розробка технології виробництва туалетного мила
Розрахунок потреб у сировині та матеріалах виробляється на встановлену річну виробничу програму на основі матеріального балансу технологічної частини...
-
Розрахунок горіння палива Паливо: крекінг-мазут топочний сірчистий (марка 100). Табл.5. Склад горючої маси, %. Волога, Зола, Склад пальної суміші, % Сума...
-
Загальна кількість відпадків із сировини розраховується за формолою: В = % (4) Де, ПВС -- загальні питомі витрати сировини В = % Таблиця 3...
-
Борошно житнє хлібопекарське - використовується як сировина у виробництві квасу при раціональному способі приготування квасного сусла, що включає в себе...
-
При побудові нових конструкцій і моделей взуття, а також при підготовці їх до впровадження у виробництво увага приділяється економічному аналізу...
-
Матеріальний баланс, Вихідні дані для розрахунків - Розробка технології виробництва туалетного мила
Вихідні дані для розрахунків Добова продуктивність цеху 28 т/добу туалетного мила з вмістом 80 % жирних кислот, або 7140 т/рік. Середня розрахункова...
-
В даній курсовій роботі на підставі різних літературних джерел я розкрила тему - технології напівфабрикатів у ресторанному господарстві, напрямки його...
-
У дипломному проекті було запропоновано замінити марку сталі для виробництва підвісок ГВП із 45 на 40Х, що призводить до зміни режимів термічної обробки...
-
За даними табл. Д.4.1 [1], враховуючи розміри заготовки, зокрема діаметр та довжину, вибираємо токарний верстат, який може забезпечити оброблення...
-
Таблиця 4 Технологічний процес складання заготовки туфель жіночих Найменування операцій Характер роботи Устаткування Допоміжні матеріали, інструменти...
-
Термічна ділянка, що знаходиться у виробничому приміщенні ковальського цеху ДП НВК "Електровозобудування" має площу робочої зони 378,25 м2 ,висота - 8 м....
-
Підвіски ГВП виготовляють методом гарячого штампування з урахуванням припусків для механічної обробки із конструкційної вуглецевої якісної сталі 45,...
-
Складання планової калькуляції виробів - Розрахунок техніко-економічних показників цеху
Калькуляція собівартості двох деталей (втулка, кришка підшипника) складається за статтями витрат, що наведені в таблицях 14.2,14.3. Витрати на основні...
-
Підбір технологічного обладнання Для досконалого ведення технологічного процесу виробництва ковбасних виробів необхідно раціонально підібрати...
-
Метод організації індивідуального виробництва. Цей метод використовується в умовах одиничного випуску продукції або виробництва її малими серіями і...
-
Розрахунок норм витрат сировини і матеріалів 1) Розраховуємо норму витрат зеленого горошка за формулою: Де S - маса тисячі облікових банок, 367 Х -...
-
Розрахунок комплексних статей - Розробка технології виробництва туалетного мила
Розрахунок комплексних статей здійснюється на основі раніше отриманих даних оплати труда, амортизації, вартості ремонтів та іншого. Так, заробітна платня...
-
Машина для миття КУМ. Для приводу щіток приймаємо передаточне число ланцюгової передачі іЛ = 3,8, тоді кутова швидкість ведучої зірки: рад/с Приймаємо...
-
Вихідні дані: 1). Склад і густина бетонної суміші: Ц = 280кг/м3 П = 754кг/м3 Щ = 1222кг/м3 В = 210 л/м3 Б. С. = 2500 кг/м3 2). Маса установки GФ1 =87,7 т...
-
Апаратурно-технологічна схема виробництва ковбаси сирокопченої може бути надана у вигляді поточно-механізованої лінії виробництва, що зображена на...
-
Згідно (3.12) Підставимо (3.12) у (3.10): (4.3) Де. Рис. 4.1. Введення даних для розрахунку Визначаємо за допомогою середовища MathCAD (рис. 4.1, 4.2)....
Розрахунок і складання балансу матеріалів - Аналіз сучасного стану виробництва постійних магнітів