Литье по выплавляемым моделям - Изготовление отливок в песчаных формах. Специальные способы литья
Литье по выплавляемым моделям - процесс получения отливок из расплавленного металла в формах, рабочая полость которых образуется благодаря удалению (вытеканию) легкоплавкого материала модели при ее предварительном нагревании.
Технологические операции процесса литья по выплавляемым моделям представлены на рис. 2.
Выплавляемые модели изготавливают в пресс-формах 1 (рис. 2.а) из модельных составов, включающих парафин, воск, стеарин, жирные кислоты. Состав хорошо заполняет полость пресс-формы, дает четкий отпечаток. После затвердевания модельного состава пресс-форма раскрывается и модель 2 (рис. 2.б) выталкивается в холодную воду.
Затем модели собираются в модельные блоки 3 (рис. 2.в) с общей литниковой системой припаиванием, приклеиванием или механическим креплением. В один блок объединяют 2...100 моделей.
Формы изготавливают многократным погружением модельного блока 3 в специальную жидкую огнеупорную смесь 5, Налитую в емкость 4 (рис.2.г) с последующей обсыпкой кварцевым песком. Затем модельные блоки сушат на воздухе или в среде аммиака. Обычно наносят 3...5 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Модели из форм удаляют, погружая в горячую воду или с помощью нагретого пара. После удаления модельного состава тонкостенные литейные формы устанавливаются в опоке, засыпаются кварцевым песком, а затем прокаливают в печи в течение 6...8 часов при температуре 850...950 0C для удаления остатков модельного состава, испарения воды (рис. 2.д)
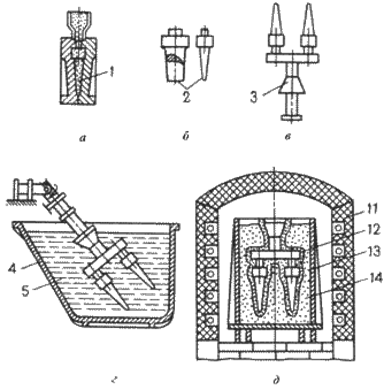
Рис.2. Технологические операции процесса литья по выплавляемым моделям
Заливку форм по выплавляемым моделям производят сразу же после прокалки в нагретом состоянии. Заливка может быть свободной, под действием центробежных сил, в вакууме и т. д.
После затвердевания залитого металла и охлаждения отливок форма разрушается, отливки отделяют от литников механическими методами, направляют на химическую очистку, промывают и подвергают термической обработке.
Литье по выплавляемым моделям обеспечивает получение точных и сложных отливок из различных сплавов массой 0,02...15 кг с толщиной стенки 0,5...5 мм.
Недостатком является сложность и длительность процесса производства отливок, применение специальной дорогостоящей оснастки.
Литьем по выплавляемым моделям изготавливают детали для приборостроительной, авиационной и другой отраслевой промышленности. Используют при литье жаропрочных труднообрабатываемых сплавов (лопатки турбин), коррозионно-стойких сталей, углеродистых сталей в массовом производстве (автомобильная промышленность).
Технологический процесс автоматизирован и механизирован.
Похожие статьи
-
В современном литейном производстве все более широкое применение получают специальные способы литья: в оболочковые формы, по выплавляемым моделям,...
-
Сборка литейной формы Включает: установку нижней полуформы; установку стержней, устойчивое положение которых обеспечивается стержневыми знаками; контроль...
-
Сущность метода и область применения Сущность состоит в том, что по неразъемной легкоплавкой модели изготавливают неразъемную разовую форму. Модели из...
-
При центробежном литье сплав заливается во вращающиеся формы. Формирование отливки осуществляется под действием центробежных сил, что обеспечивает...
-
Сущность метода и область применения. Сущность заключается в том, что вместо разовой песчано-глинистой используют металлическую форму, называемую...
-
Литье в металлические формы - Изготовление отливок в песчаных формах. Специальные способы литья
Литье в металлические формы (кокили) получило большое распространение. Этим способом получают более 40% всех отливок из алюминиевых и магниевых сплавов,...
-
Способы изготовления отливок. Изготовление отливок в песчаных формах - Способы изготовления отливок
Для изготовления отливок служит литейная форма, которая представляет собой систему элементов, образующих рабочую полость, при заливке которой...
-
Сущность метода и область применения Сущность состоит в том, что жидкий металл заливают во вращающуюся с определенной скоростью литейную форму. Она...
-
Технологическая часть, Выбор способа изготовления отливки - Проект цеха стального литья на 10000 т
Произведем анализ конструкции отливки "Кронштейн передней рессоры задний". Отливка по конструкции несложная, компактная. Толщина стенок по всей длине...
-
Сущность метода и область применения Сущность состоит в том, что жидким металлом принудительно заполняют металлическую пресс-форму под давлением, которое...
-
Конструкция кокиля., Особенности технологии изготовления отливок в кокилях. - Специальные виды литья
По конструкции различают кокили неразъемные вытряхные(рис. 5,а) и разъемные с горизонтальным (рис. 5,б) и вертикальным (рис. 5, в) разъемами. Разъемные...
-
Определение припусков на механическую обработку Припуски назначают по ГОСТ Р 53464-2009 Основные припуски на мех. Обработку назначают для каждого допуска...
-
Вакуумная формовка. - Способы изготовления отливок
Модельная плита имеет вакуумную полость. В модели имеются сквозные отверстия диаметром 0,5...1 мм, совпадающие с отверстиями в плите. Модельную плиту с...
-
Специальные способы литья под давлением - Характеристика литья под давлением
Литье под давлением с использованием вакуума. Для осуществления данного способа литья используют разные методы вакуумирования полости пресс-формы и...
-
Стержневая смесь, Модельный комплект - Способы изготовления отливок
Стержневые смеси соответствуют условиям технологического процесса изготовления литейных стержней, которые испытывают тепловые и механические воздействия....
-
Создание форм изделий - Изготовления ювелирных изделий
Формы изделий создают путем штамповки, сборки деталей и пайки, литьем по выплавляемым моделям. Штамповка на прессах деталей или целых изделий - это один...
-
Приготовление расплава Приготовление литейных сплавов связано с плавлением различных материалов. Для получения заданного химического состава и...
-
Классификация моделей Модели классифицируются по размерам. Модель отливки "Кронштейн", относится к малым моделям. При проектировании данной отливки была...
-
Отливка изготовляется на автоматических формовочных линиях. Размер опок в свету 1100750300/300. На основании данных об отливке устанавливаем...
-
Формовка в кессонах. - Способы изготовления отливок
Формовкой в кессонах получают крупные отливки массой до 200 тонн. Кессон - железобетонная яма, расположенная ниже уровня пола цеха, водонепроницаемая для...
-
После заливки формы отливка охлаждается и затвердевает. Полностью затвердевшая отливка должна определенное время охлаждаться с формой, так как прочность...
-
Введение - Специальные методы литья пластмасс
Литье пластмасс представляет собой ряд специальных работ, в процессе которых производятся изделия полимерного состава. Данные работы основаны на том, что...
-
Песчаная литейная форма для получения отливки
1. Выбор способа получения заготовки Материал заготовки: Чугун Марка материала: СЧ 20 Предел прочности при растяжении, МПа 200 Твердость по Бринеллю HB,...
-
Плавка стали осуществляется в электродуговых печах вместимостью 12 т. Плавильные агрегаты имеют трансформаторы большой мощностью до 35000 кВА, поэтому...
-
Положение отливки в форме при заливке и затвердении определяет весь технологический процесс изготовления отливки. Данная отливка располагается в двух...
-
Центробежный способ получения литых чугунных труб - Специальные виды литья
Является самым распространенным. На рис. 7, г приведена схема центробежной машины. Металлическая форма 3 вращается электродвигателем 1 и охлаждается...
-
Описания технического процесса изготовления полуформ Проектируемая отливка изготавливается на автоматической формовочной линии Л - 22821. Такие линии...
-
Основные положения к выбору способа литья - Технология конструкционных материалов
При выборе способа литья для получения заготовки в первую очередь должен быть рассмотрен вопрос экономии металла. Металлоемкость можно снизить...
-
Литье с декорированием в формате (IMD) - Специальные методы литья пластмасс
Технология IMD предоставляет уникальные возможности для проектирования новых изделий, так как процесс "декорирования" не только вносит определенный...
-
Литье с водяным паром, Многокомпонентное литье - Специальные методы литья пластмасс
В процессе данного вида литья при каждом цикле подают перегретый водяной пар в каналы пресс-формы. В горячую пресс-форму происходит впрыскивание...
-
Выделку керамической посуды мы привыкли связывать с гончарным кругом, а изготовление глиняных фигурок -- с обычной лепкой. Но есть и другие способы, и...
-
Суть процесса. Основные операции и область использования - Характеристика литья под давлением
Принцип процесса литья под давлением основан на принудительном заполнении рабочей полости металлической пресс-формы расплавом и формировании отливки под...
-
Конструктивные формы и способы изготовления вертикальных резервуаров Вертикальные цилиндрические резервуары предназначены для хранения нефтепродуктов...
-
Выбор положения отливки в форме - Проблема повышения качества отливок
При получении отливок в стационарных формах под действием силы тяжести в нижней части отливки металл получается более плотным, а в верхней части...
-
Отсутствие высоких давлений и скоростей значительно упрощает все узлы литьевой машины. В 3-4 раза снижается усилие замыкания. Уменьшается толщина и...
-
Технология горячеканального литья - Специальные методы литья пластмасс
Благодаря целому ряду технологических и экономических преимуществ горячеканальные системы (ГКС) получили широкое применение для литья пластиковых деталей...
-
Литье со сборкой в формате (IMA) - Специальные методы литья пластмасс
Сборка внутри прессформы в процессе формования - один из самых современных и прогрессивных способов изготовления многокомпонентных изделий из пластмасс....
-
Характеристика способов горячего формования - Изготовление деталей из пластмасс
Литье под давлением применяют для изготовления деталей из термо - и реактопластов. При литье под давлением (рис.16) материал в гранулированном или...
-
Литье с водой - Специальные методы литья пластмасс
Литье с водой представляет собой процесс, аналогичный литью с газом. Техническое оснащение водоинжекционного способа литья аналогично газоинжекционному и...
-
Выбрана боковая литниковая система расположенная в плоскости разьема. Литниковая система состоит из: воронки, стояка, шлакоуловителя, и питателя. Расчет...
Литье по выплавляемым моделям - Изготовление отливок в песчаных формах. Специальные способы литья