Конструктивно-технологические варианты поверхностного монтажа - Поверхностно-монтируемые компоненты и их упаковка. Конструктивно-технологические варианты поверхностного монтажа
Варианты практической реализации технологии ПМ
Классификация вариантов поверхностного монтажа развивается в соответствии с достижениями техники в этой области. На ранних стадиях выделялись три основных варианта: Чисто поверхностный монтаж (одно - или двухсторонний) (рис. 2, а); Смешано-разнесенный монтаж, при котором компоненты со штыревыми выводами размещаются на лицевой стороне печатной платы, а простые ПМ - компоненты - на обратной стороне (рис. 2, в) и Смешанный монтаж: (рис 2, б), когда на одной или двух сторонах печатной платы размещаются сложные ПМ - компоненты и компоненты со штыревыми выводами. В стандарте IPC-CM-770 эта классификация получила дальнейшее развитие. Выделены два типа (тип 1 и тип 2), которые могут иметь три класса (А, В и С). Типы определяют расположение компонентов с одной или двух сторон ПП, а классы - виды компонентов, используемых для поверхностного монтажа (А - использование компонентов только со штыревыми выводами, В - только ПМ-компоненты и С - смешанное использование компонентов). Классы В и С в свою очередь могут подразделяться на простые и сложные.
Еще один вариант классификации предусматривается стандартами EIA, в которых выделяются три варианта практической реализации технологии ПМ: тип 1, тип 2 и тип 3 (рис. 3). Тип 1 содержит только ПМ-компоненты различной сложности, устанавливаемые с одной или двух сторон ПП, тип 3 - компоненты со штыревыми выводами на лицевой стороне и простые ПМ-компоненты на обратной стороне ПП. Тип 2 является комбинацией 1-го и 2-го типов. Кроме того, сборочные единицы, содержащие сложные ПМ - компоненты (QFP, TAB, BGA и др.), для каждого из типов выделяется в подтипы: IC, IIС, IIIС (рис.4).
Практически в промышленности более часто применяется последний вариант классификации и мы примем его за основу.
Типовая схема практической реализации технологии ПМ типа 1
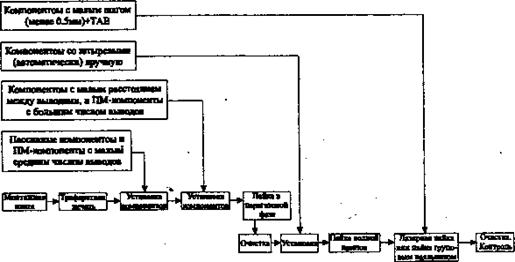
Характерной особенностью типа 1 является использование только ПМ - компонентов. Технологический процесс начинается с нанесения (чаще всего методом трафаретной печати) припойной пасты на контактные площадки (рис. 5). Компоненты устанавливаются на печатную плату и осуществляется их пайка в парогазовой фазе. Некоторые припойные пасты подсушивают перед пайкой для удаления летучих соединений и стабилизации свойств. Для плат с двухсторонней установкой компонентов приведенные выше операции повторяются. Компоненты, находящиеся на лицевой поверхности печатной платы, повторно подвергаются нагреву. Однако вследствие действия сил поверхностного натяжения в припойной пасте они остаются на своих местах.
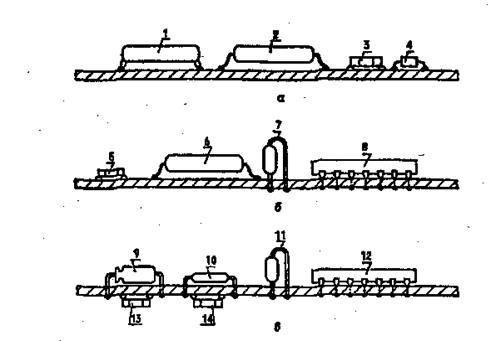
Рис. 2. Классификация вариантов ПМ на ранних стадиях
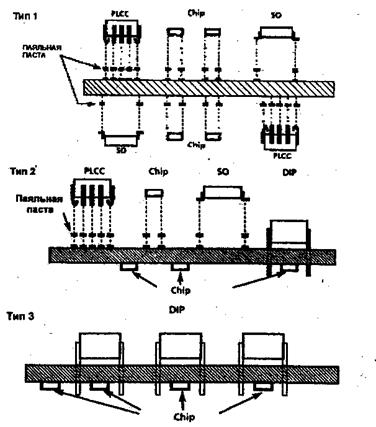
Рис.3. Классификация вариантов ПМ согласно стандартов EIA
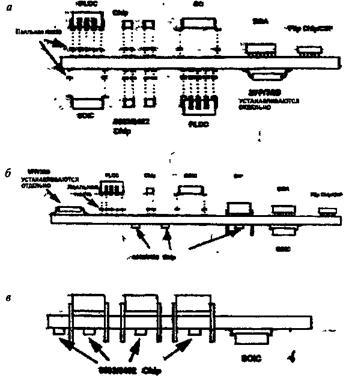
Рис. 4.Сложные варианты ПМ согласно стандартов EIA
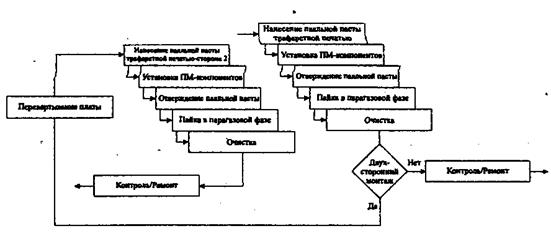
Рис.5. Схема процесса ПМ - конструктивов типа 1
Процесс монтажа сборочных единиц типа IC, содержащих сложные корпуса, в основном соответствует описанному выше. Свои особенности имеет только монтаж корпусов с ультрамалым расстоянием между выводами (UFP/TAB). Их установку и пайку (чаще всего с помощью группового паяльника) осуществляют после выполнения всех основных операций для типа 1. BGA-корпуса устанавливаются в общем технологическом цикле, так как они имеют большее расстояние между выводами (обычно 1,27 мм).
Типовая схема практической реализации технологии ПМ типа 2
Так как тип 2 является комбинацией типов 1 и 3, то он использует все операции, характерные для этих типов (рис. 6). Это наиболее сложный вариант для практической реализации, потому что он содержит максимальное число операций. При наличии в нем сложных компонентов (тип IIС) технологический процесс дополнительно включает в себя операции индивидуального монтажа этих компонентов с помощью лазерной пайки или группового паяльника (рис. 7)
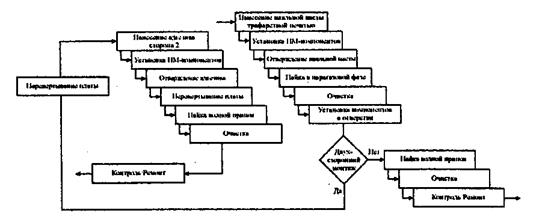
Рис. 6. Схема процесса ПМ - конструктивов типа 2
Рис. 7. Схема процесса ПМ - конструктивов типа IIС
Типовая схема практической реализации технологии ПМ типа 3
Первой операцией технологического процесса (ТП) будет автоматизированная установка компонентов со штыревыми выводами с их подгибкой (рис.8). Она выполняется на серийном оборудовании. Далее плата переворачивается и на места установки ПМ - компонентов наносится адгезив. С помощью автоматических укладчиков устанавливаются ПМ - компоненты и осуществляется подсушивание адгезива в конвекционных или инфракрасных печах. После отверждения адгезива плата переворачивается обратно

Рис 8. Схема процесса ПМ-конструктивов типа 3
И производится пайка выводов традиционных и ПМ-компонентов волновой пайкой. Дискретные ПМ - компоненты за счет приклеивания во время пайки остаются на своих местах. Последние операции всех технологических процессов - очистка и контроль. Некоторые фирмы осуществляют пайку волной припоя и ПМ - корпуса ИМС (SO). Однако это не рекомендуется ввиду высоких тепловых нагрузок на корпуса, снижения коррозионной стойкости и надежности ИМС.
Каждый из рассмотренных вариантов ПМ обладает своими достоинствами и недостатками.
В качестве достоинств чисто поверхностного монтажа (тип 1) можно отметить:
- * наибольшую степень миниатюризации изделия; * высокую степень автоматизации технологического процесса; * одноступенчатый процесс пайки; * высокую надежность изделия; * возможность обеспечения высокого выхода годной продукции; * улучшенные выходные электрические характеристики; * возможность уменьшения объема изделия на 40-75% (по сравнению с ТНТ).
К Недостатком и проблемам этого варианта монтажа можно отнести:
- * недостаточную номенклатуру и объем выпуска компонентов для ПМ; * большие первоначальные затраты на приобретение нового высокоточного сборочно-монтажного оборудования; * несовместимость по термическим характеристикам ПП и отдельных типов корпусов ПМК (для LCCC, CBGA и др.); * более высокую сложность контроля изделия в процессе из-готовления;
Достоинствами варианта смешанного монтажа (тип 2, IIС) являются:
- * больший выбор компонентов при их оптимальной стоимости; * высокая плотность монтажа (уменьшение объема изделия на 20-60% ); * возможность использования имеющегося оборудования.
В качестве Недостатков этого варианта можно отметить:
- * многоступенчатость технологического процесса: * необходимость применения дополнительного оборудова-ния (например, для лазерной пайки); * не полное использование обратной стороны печатной платы.
Третий вариант монтажа (тип 3, IIIC) также позволяет в определенной степени повысить плотность монтажа и на 10-30% уменьшить объем изделия. Однако по этой характеристике он значительно проигрывает двум первым вариантам и не всегда позволяет обеспечить требуемую степень интеграции. Появляется также дополнительная операция нанесения и отверждения адгезива.
Можно выделить следующие группы технологических процессов и операций, реализующих различные варианты технологии поверхностного монтажа:
- * нанесение и сушка адгезива; * нанесение припойной пасты; * установка компонентов на печатные платы; * пайка; * очистка собранной платы от технологических загрязнений; * контрольные операции; * ремонт.
Перечисленные технологические процессы практически присутствуют (кроме нанесения и сушки адгезива) при всех вариантах реализации технологии ПМ. Для каждой группы в настоящее время разработана большая гамма технологических процессов, целесообразность применения которых определяется вариантом монтируемой платы, устанавливаемых корпусов, назначением изделия, предъявляемыми к нему требованиями, вопросами стоимости. Поэтому для правильного построения техпроцесса и обоснованного выбора оборудования необходимо иметь информацию о всех возможных и доступных для потребителя вариантах.
Похожие статьи
-
1. Технология поверхностного монтажа: Учеб. пособие / Кундас С. П., Достанко А. П., Ануфриев Л. П. и др. - Мн.: "Армита - Маркетинг, Менеджмент", 2000....
-
Современный этап развития ЭА характеризуется все более широким применением новейшей элементной базы - поверхностно монтируемых элементов: безвыводных...
-
Техпроцессы сборки и монтажа РЭА - Конструирование радиоэлектронной геофизической аппаратуры
Анализ технологичности электронного узла. Понятие "технологичность" включает в себя большое количество параметров изделия, техпроцессов и непосредственно...
-
В разработку ТП сборки и монтажа входит следующий комплекс работ: Выбор типового или группового техпроцесса. Составление маршрута единичного ТП....
-
Операции сборки и монтажа являются наиболее важными в технологическом процессе изготовления электронных блоков, поскольку они оказывают определяющее...
-
Организация сборочно-монтажных работ. Основу монтажно-сборочных работ составляют процессы формирования электрических и механических соединений. Сборка...
-
У даному розділі проводиться розрахунок параметрів друкованого монтажу плати базового модуля. Одностороння друкована плата виготовляється комбінованим...
-
Цель: рассчитать геометрические параметры элементов печатного монтажа. Рассмотреть минимальные расстояния между элементами печатного рисунка...
-
МЕХАНИЗИРОВАННАЯ УСТАНОВКА КОМПОНЕНТОВ НА ПЛАТЫ - Установка компонентов на печатные платы
При механизированной установке элементов основную роль играет сборочная головка, которая выполняет следующие функции (рис. 5.): принимает компонент из...
-
Подготовка навесных элементов к монтажу включает следующие операции : распаковку элементов, входной контроль, контроль паяемости выводов, рихтовку,...
-
Ремонт плат с печатным монтажом. - Ремонт и обслуживание микроволновой печи LG-MS2807C
При внешнем осмотре печатных плат нужно проверить целостность печатных проводников, убедиться в отсутствии трещин, разрывов, прогоревших участков. Не...
-
Установка ЭРЭ и ИМС на платы является первым этапом монтажа. В зависимости от технической реализации различают Ручную и Механизированную сборку плат,...
-
К натуральным показателям при сравнении схем КМАПРР относятся: - уровень механизации, комплексной механизации и автоматизации ПРР; - производительность...
-
Технико-экономический расчет В технической части дипломного проекта возможно два варианта построения системы. Целью технико-экономического расчета...
-
3.1 Варианты построения горизонтальной подсистемы структурированных кабельных систем Наличие вариантов существенно увеличивает свободу выбора...
-
Технология (компоненты) - Беспроводный доступ к Интернет
Построение всех ИКсистем передачи практически одинаково - интерфейсный модуль, модулятор излучателя, оптическая система передатчика, оптическая система...
-
Во всех новых моделях системных плат для Pentium предусмотрена поддержка процессоров не только на 90/100 MHz, но и 120, 133, 150 MHz, а в некоторых...
-
Разработка конструктивного плаза компьютерного - Конструкция самолетов
На предприятии корпорации НПК "Иркут" конструктор конструкторского бюро (КБ) оформляет служебную записку на разработку и выдачу предварительного файла...
-
Выбор типа склада для хранения железобетонных строительных конструкций Склады представляют собой комплекс производственных зданий, инженерных сооружений,...
-
Схема расположения рабочих мест (оборудования) на площади проектируемого участка (отделения) выполняется в масштабе. Для обоснования наиболее...
-
Требования разрабатываются исходя из назначения, условий работы узла. Крепление ЦПГО к фюзеляжу представляет собой соединение двух агрегатов самолета. К...
-
Разработка конструкции ФПУ проводится с целью получения требуемых технических характеристик устройства самым целесообразным способом с точки зрения...
-
Ки. мс = Нмс/Нэрэ Где Нмс - общее количество микросхем и микросборок в изделии, шт. Нэрэ - общее количество электрорадиоэлементов, шт. Ки. мс = 29/251...
-
Технологический процесс по выполнению погрузочно-разгрузочных работ состоит из основных и вспомогательных операций. К основным операциям относятся такие,...
-
"Введение, этапы развития электроники" - Электроника и схемотехника аналоговых устройств
Электроника-область науки, техники и производства, охватывающая изучение физических основ, исследование, разработку и принципы использования приборов,...
-
Технологические процессы - Содержание и регламентации системы технических осмотров и ремонтов машин
Технологические процессы различаются в зависимости от их построения на: единичные, типовые и групповые. Единичный технологический процесс строится для...
-
Амортизационные отчисления (АО) по полное восстановление определяются исходя из сметной стоимости основных производственных фондов (ОПФ) и норм...
-
Розглянемо блок-схему типових технологічних процесів складання, монтажу і контролю друкованих вузлів, що приведена на рис.2.2. Як очевидно з блок-схеми,...
-
Расчет основной заработной платы произведем по формуле: Где тарифная ставка, руб./час, =25 руб./час; Время, затраченное на производство гибочной...
-
Определение экономической эффективности При сравнении двух вариантов технологического решения с целью выбора наиболее эффективного, применяется...
-
Исходные данные: 1. Расчетный состав поезда m = 55 вагонов; 2. На станции А для накопления составов поездов и групп вагонов из рассматриваемых потоков...
-
Если при проектировании пользователь и применяет уже созданные им ранее или кем-либо другим библиотеки компонентов, то в процессе работы неизбежно...
-
Основные конструктивные узлы магнетрона, Анодная система - Многорезонаторный магнетрон
Рисунок 1.1. Устройство многорезонаторного магнетрона: 1 - анодная система; 2 - полые колебательные контуры; 3 - пространство взаимодействия; 4 -...
-
Пропускная и провозная способности являются линейными функциями уровня напряжения. В процессе движения по фидерным зонам напряжение на токоприемниках...
-
Наименование статьи рейсового чартера Комментарии Гарантия (Warranty) Судовладелец обязуется до и в начале рейса проявить должную заботливость о том,...
-
Конденсатори знаходять застосування практично у всіх областях електротехніки. Конденсатори (спільно з котушками індуктивності та / або резисторами)...
-
Введение - Выбор оптимального варианта отфрахтования судна и составление проекта чартера
Судно оферта груз чартер Цель работы - закрепление и расширение знаний, приобретенных при изучении курса, развитие навыков расчета элементов рейса и...
-
Виды токоприемников Токоприемник механизм подъем опускание Токоприемник -- электрический аппарат, предназначенный для создания контакта электрического...
-
Компоненты звуковой карты - Современные звуковые карты. Методы позиционирования и сжатия звука
В этой работе мы будем преимущественно рассматривать получение звука с помощью специальной звуковой карты. Поэтому для начала выделим четыpе более-менее...
-
Расчет технико-экономических показателей вариантов схем КМАПРР Определение капитальных вложений по схемам КМАПРР Капитальные вло Жения - это затраты...
Конструктивно-технологические варианты поверхностного монтажа - Поверхностно-монтируемые компоненты и их упаковка. Конструктивно-технологические варианты поверхностного монтажа