Управление шероховатостью при получении изделий механической обработкой
УПРАВЛЕНИЕ ШЕРОХОВАТОСТЬЮ ПРИ ПОЛУЧЕНИИ ИЗДЕЛИЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
Жуков Евгений Михайлович
Канд. техн. наук,
Доц. кафедры технологии машиностроения
Белгородского государственного технологического университета им. В. Г. Шухова,
РФ, г. Белгород
Сипун Сергей Андреевич
Студент кафедры технологии машиностроения
Белгородского государственного технологического университета им. В. Г. Шухова,
РФ, г. Белгород
Исследования выполнены в рамках гранта Проект ПСР № 2011-ПР-146 договор № А-28/15 от 14.04.2015 г.
Современное состояние материальной базы машиностроительных предприятий требует обновления основного оборудования, но к сожалению, не все собственники таких предприятий располагают необходимыми средствами для проведения модернизации. Кафедра "Технология машиностроения" БГТУ им. В. Г. Шухова имеет определенный опыт и наработки в этом направлении. Один из вариантов обеспечения функционирования машиностроительного предприятия - модернизация имеющегося обрабатывающего оборудования, в случае его незначительного физического износа, заключающаяся в замене приводов и систем управления ими [6], или создания на их базе автоматизированных технологических комплексов [8]. Важным, при этом, является, создание автоматизированной адаптивной системы, обеспечивающей управление по какому-либо параметру технологической системы, например, мощности резания [3].
Одним из качественных параметров изделия является требуемая шероховатость получаемого изделия, особенно при обработке заготовок с неоднородным и неравномерным припуском [4]. Известные, контактные способы оперативного контроля шероховатости в процессе съема припуска просто не приемлемыми [1], а наиболее перспективным представляется бесконтактный способ, основанный на анализе увеличенного изображения получаемой поверхности, как на рис. 1.
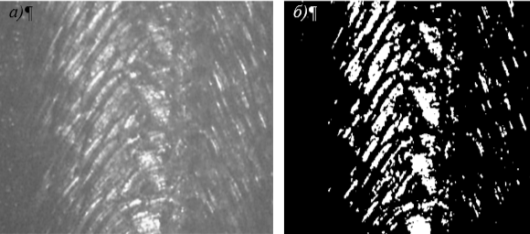
Рисунок 1. Графические изображения поверхности, а ? цветное изображение, б ? монохромное изображение
На рис. 1, а представлено изображение снятое с увеличением х50, а на рис. 1,б тоже изображение но уже монохромное, для расчета величины шага шероховатости, согласно методике приведенной в [5]. Следовательно, если возможно вычисление шага шероховатости согласно алгоритма, приведенного на рис. 2, то и возможен ввод информации в адаптивною систему управления о его величине.
При реализации устройств, описанных в [7; 2] а также патентов, полученных кафедрой ТМ, возможно создание адаптивной системы управления представленной на рис. 3, позволяющей не только определять шаг микронеровностей, и устанавливать соответствующую величину управляющего воздействия, например, подачи, для обеспечения требуемой шероховатости. шероховатость обрабатываемый поверхность технология
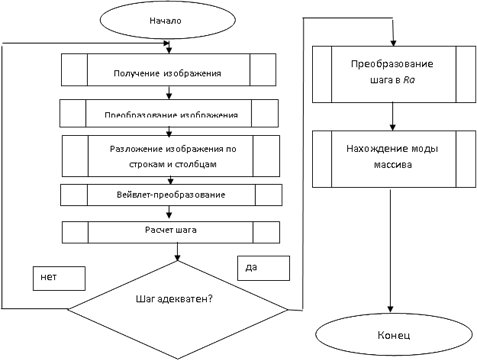
Рисунок 2. Алгоритм определения шероховатости поверхности по величине шага микронеровностей

Рисунок 3. Схема адаптивного управления оборудованием по величине шага микронеровностей с целью обеспечения заданной величины шероховатости поверхности
Таким образом, модернизации металлорежущего оборудования и схем упраления им, позволяет не только продлить его жизненный цикл, но и расширить технологические возможности, это относится также и к специальному металлорежущему оборудованию [9].
Список литературы
- 1. Дунин-Барковский И. В. Измерение и анализ волнистости, шероховатости и некруглости поверхности / И. В. Дунин-Барковский, А. Н. Карташов. - М.: Машиностроение, 1978. - 231 с. 2. Егунов О. В. Устройство бесконтактного измерения шероховатости поверхностей деталей сложной формы / О. В. Егунов, М. С. Чепчуров // Научные труды SWorld. - 2010. Т. 5. С. 24. 3. Чепчуpов М. С. Контpоль и pегистpация основных паpаметpов pезания пpи обpаботке кpупногабаpитных деталей / М. С. Чепчуpов // Технология машиностроения. - 2008. - № 3. - С. 11-12. 4. Чепчуpов М. С. Обpаботка деталей с неpавномеpным по стpуктуpе матеpиалом пpипуска / М. С. Чепчуpов // Технология машиностроения. - 2008. - № 10. - С. 12-14. 5. Чепчуров М. С. Бесконтактный способ контроля шероховатости поверхности деталей пресс-форм и его реализация / М. С. Чепчуров, Ю. А. Афанаскова // Технология машиностроения. - 2009. - № 11. - С. 15. 6. Чепчуров М. С. Модеpнизация упpавления пpиводом фpезеpного станка с ЧПУ пpи использовании ПК / М. С. Чепчуров // Ремонт, восстановление, модернизация. - 2008. - № 7. - С. 13-15. 7. Чепчуров М. С. Определение шага микропрофиля поверхности, полученной механической обработкой / М. С. Чепчуров, О. В. Егунов, С. Ю. Косулин, А. Г. Схиртладзе // Ремонт, восстановление, модернизация. - 2011. - № 3. - С. 40-42. 8. Чепчуров М. С. Структурная схема управления приводами технологического комплекса / М. С. Чепчуров, Е. М. Жуков, А. В. Тюрин // Технические науки - от теории к практике. - Новосибирск: Изд. "СибАК", 2013. - № 29. - С. 85-92. 9. Чепчуров М. С. Управление специальным станочным модулем при восстановительной обработке поверхностей крупногабаритных деталей / М. С. Чепчуров, А. Н. Феофанов // Ремонт, восстановление, модернизация. - 2012. - № 11. - С. 03-06.
Аннотация
В статье рассмотрены вопросы управления качеством получаемого изделия на примере шероховатости обрабатываемой поверхности с применением активного бесконтактного метода контроля. Описывается разработанная адаптивная система управления технологическим оборудованием позволяющая не только определять шаг микронеровностей профиля поверхности, но и устанавливать соответствующую величину управляющего воздействия, например подачи, для обеспечения требуемой шероховатости.
Ключевые слова: инструмент; шероховатость; управление; структура; активный контроль; программа.
Abstract
Evgeny Zhukov, Candidate of Technical Sciences, associate professor of technology of mechanical engineering of the Belgorod State Technological University named after V. G. Shukhov, Russia, Belgorod
Sergey Sipun, Student of technology of mechanical engineering of the Belgorod State Technological University named after V. G. Shukhov, Russia, Belgorod
SURFACE ROUGHNESS MANAGEMENT IN THE PREPARATION OF PRODUCTS MACHINING
In article questions quality control of the resulting article on the example of the processed surface roughness using an active non-contact inspection method. Describes developed adaptive technological equipment management system allows not only to determine the pitch surface roughness, but also set the appropriate amount of control action, such as feed, to provide the desired roughness.
Keywords: Tool; roughness; management; structure; active control; program.
Похожие статьи
-
Системы автоматического управления точностью обработки деталей Обработка заготовок на станках с ПУ обеспечивает высокую степень автоматизации и широкую...
-
Стратегия ускорения социально-экономического развития страны предусматривает всемерную интенсификацию производства на основе научно-технического...
-
Оценка технологичности детали по точности выполняется с учетом среднего квалитета точности (формула 4.1) и коэффициента точности обработки (формула 4.2)....
-
Особенности механизации и автоматизации сборочных работ Недостаточно высокий уровень механизации и автоматизации сборочных работ в машиностроении...
-
Количество переходов отдельной поверхности для достижения заданной точности размера и шероховатости определяют по следующим зависимостям: А) из условия...
-
При конструировании, изготовлении и сборке оптических деталей большое значение имеют базовые поверхности или сокращенно базы. Базами называют...
-
В дополнение к количественным параметрам в некоторых случаях целесообразно нормировать направление неровностей, например в связи с направлением...
-
Системы диагностики и управление точности обработки - Виды автоматизированных производств
Любое спроектированное и изготовленное технологическое оборудование и его система ПУ в процессе эксплуатации должны находиться в работоспособном...
-
Общий припуск z0 равен сумме всех промежуточных припусков zI. Поэтому для каждой обрабатываемой детали можно записать: , Где - число технологических...
-
Схема размещения технологического оборудования - это расположение технологического оборудования и рабочих мест на производственной площади. В курсовом...
-
При выполнении курсового проекта была подобрана группа деталей, а также выполнен технологический чертеж комплексной детали. Дана характеристика материала...
-
Существует значительное многообразие деталей, отличающихся размерами, формой, качественно-технологическими характеристиками. Для того чтобы создать общие...
-
Существует два метода получения заготовки: литье и обработка давлением. В соответствии с ГОСТ 977-88 "Отливки стальные", сталь 40Х не предусмотрена для...
-
Описание объекта управления - Синтез АСР уровня моющего вещества в емкости для промывки изделий
Задачи управления технологическим процессом: минимизация (максимизация) некоторого критерия (себестоимость, затраты энергии и т. д.) при выполнении...
-
Определение погрешностей - Точность механической обработки деталей машин
Определение погрешностей обработки методом математической статистики В процессе изготовления деталей машин качество их изготовления зависит от...
-
Несмотря на высокие качества современных токарных станков, совершенство методов обработки, точность применяемых измерительных инструментов и наличие...
-
Технологическая себестоимость - часть себестоимости изделия, определяемая суммой затрат на осуществление технологических процессов изготовления изделия....
-
Механическая обработка - обработка изделий из стали и других материалов с помощью механического воздействия с применением резца, сверла, фрезы и другого...
-
При фиксированной производственной программе эффективный годовой фонд времени, необходимый для ее выполнения, определяется по формуле: Таблица 8.1 -...
-
Себестоимость - это денежное выражение используемых в процессе производства продукции сырья, материалов, топлива, энергии, трудовых ресурсов, основных...
-
Физико-химические показатели при хранении молока и механической обработке - Химический состав молока
1). Изменение составных частей при хранении и транспортировании молока. 2). Изменение составных частей при механической обработке. 3). Изменение...
-
При фиксированном эффективном фонде времени работы производственная программа в вариантах определяется по формуле: (3.1) Где - годовая производственная...
-
В условиях массового производства повышение производительности труда достигается автоматизацией технологических процессов, внедрением в производство...
-
Положение отливки в форме при заливке и затвердении определяет весь технологический процесс изготовления отливки. Данная отливка располагается в двух...
-
Крупнейшими мировыми производителями швейных машин, широко представленными в России, являются фирмы: Juki (Япония), Brother (Япония), Pfaff (Германия),...
-
Штамп является инструментом для обработки давлением, поверхность или контур одной или обеих частей которого соответствуют обработанной детали или...
-
Исследование глубины дефектного слоя обрабатываемой детали при электроэрозионной обработке
ИССЛЕДОВАНИЕ ГЛУБИНЫ ДЕФЕКТНОГО СЛОЯ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ ПРИ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКЕ В данной статье, я рассмотрю влияние метода электроэрозионной...
-
На выбор метода получения заготовки оказывают влияние материал детали, назначение и технические требования на изготовление, объем и серийность выпуска,...
-
Данному виду обработки подлежат следующие поверхности: - Ш16 с фаской 1Ч45° - 30 и 31 соответственно. Обработка поверхностей будет проходить за 2...
-
Зерно - живой организм. Оно дышит, оно может болеть. На зерно многообразно влияет внешняя среда, у него есть вредители. Эти факторы при определенных...
-
МЕХАНИЧЕСКАЯ ОБРАБОТКА ПЯТНИКА - Технология ремонта пятников наплавкой
Механическая обработка пятника производится на токарном станке марки ТТ 1926 Ф 101, токарными резцами с напаянными пластинами из твердого сплава ВК8,...
-
После анализа методов обработки и оборудования составляется технологическая последовательность обработки изделия с технически обоснованными нормами...
-
Самым первым этапом выполнения работы является сбор и формирование исходных данных для расчета. Сбор данных должен быть произведен тщательным образом и с...
-
Расчет припусков на обработку поверхностей [1]: (9.1) Где - шероховатость на предыдущем этапе обработки; - значение глубины дефектного слоя на предыдущем...
-
Расчет припусков на обработку поверхностей вращения выполняется по формуле [1]: (8.1) Где - шероховатость на предыдущем этапе обработки; - значение...
-
Расчет технологической себестоимости детали позволяет принять окончательное решение о выборе варианта организации производственного процесса. Проведем...
-
Начальная обработка основных деталей полочки и спинки проводиться с целью соединения их частей, создания объемной формы, отделки деталей, создания...
-
Целью данного исследования было изучение шероховатости поверхности напыленных дисков. В качестве объектов исследования были взяты пять образцов дисков -...
-
Алюминиевый сплав марки Д16 больше известен как дюраль или дюралюминий. Такое название носят все сплавы, в которых к алюминию добавлены медь и магний....
-
В ходе выполнения курсового проекта были найдены 12 альтернативных вариантов производственной структуры поточной линии и рассчитаны их основные...
Управление шероховатостью при получении изделий механической обработкой