Контактная сварка
1. Контактная сварка
Контактной называется сварка с применением давления, при которой нагрев производится теплотой, выделяющейся при прохождении электрического тока через находящиеся в контакте соединяемые части. Количество выделяющейся теплоты (Дж) может быть определено по формуле Q = 0,24IRt, где I -- ток (A); R -- сопротивление участка цепи в месте контакта деталей (Ом); t -- продолжительность действия тока, секунды.
Из формулы видно, что количество теплоты зависит от тока в сварочной цепи. Поэтому для быстрого нагрева свариваемых кромок применяют большие токи, достигающие нескольких десятков тысяч ампер. Так как электрическое сопротивление прохождению тока в месте контакта свариваемых деталей велико, то на этом малом участке выделяется большое количество теплоты, которое вызывает быстрый нагрев металла. С повышением температуры металла в зоне контакта его сопротивление возрастает, следовательно, еще более возрастает количество выделяющейся теплоты и ускоряется процесс нагрева металла. Таким образом, применение больших сварочных токов позволяет осуществить быстрый нагрев металла и выполнить сварку за десятые и даже сотые доли секунды. Режим контактной сварки характеризуется совместным действием основных параметров -- тока и времени его протекания, силы сжатия и времени ее действия.
По основным параметрам контактной сварки -- тока и времени его действия -- различают два режима процесса сварки -- жесткий и мягкий. Жесткий режим характеризуется применением больших токов и малым временем процесса сварки. Такой режим применяется для сталей, чувствительных к нагреву и склонных к образованию закалочных структур, а также при сварке легкоплавких цветных металлов и их сплавов. Мягкий режим характеризуется большей продолжительностью процесса и постепенным нагревом свариваемого металла. Таким режимом пользуются при сварке углеродистых сталей, обладающих низкой чувствительностью к тепловому воздействию.
Машины контактной сварки состоят из двух основных частей -- электрической и механической. Электрическая часть машин состоит из трансформатора, переключателя ступеней (или регулятора тока), регулятора времени, прерывателя тока и токоподводящих проводов и устройств. Трансформатор -- однофазный с секционированной первичной обмоткой, позволяющей с помощью переключателя ступеней изменять значение напряжения во вторичной обмотке. При первичном (220 или 380 В) и вторичном (1--21 В) напряжениях сварочный ток достигает нескольких десятков килоампер. Вторичная обмотка трансформатора у машин малой мощности состоит из отдельных гибких медных полос, охлаждаемых воздухом, у машин средней и большей мощности -- из пустотелых медных витков, охлаждаемых проточной водой.
График изменения сварочного тока и усилия сжатия, совмещенные во времени, называют циклограммой. Для управления циклом работы машины применяют устройство, называемое регулятором времени. На практике применяют четырехпозиционный регулятор времени типа РВЭ-7, имеющий четыре последовательные выдержки времени для каждого элемента цикла сварки: сжатие, сварка, проковка и пауза. Регулятор имеет металлический корпус с выведенными наружу регулировочными ручками. Длительность времени всех элементов плавно регулируется: три диапазона в пределах 0,03--1,35 секунды и один для периода сварки в пределах от 0,03--6,75 секунды.
Включение и выключение машин контактной сварки производится со стороны первичной обмотки сварочного трансформатора. В процессе сварки необходимо включать и выключать большой ток десятки раз в секунду. Для этой цели машины оборудованы прерывателями. Машины небольшой мощности и неавтоматического действия имеют простые механические или электромагнитные контакторы.
При больших мощностях такие контакторы имели бы большие габариты и низкую производительность. Они конструктивно не смогли бы обеспечить точное дозирование и стабильность подачи энергии. Поэтому в машинах средней и большой мощности устанавливают игнитронные и тиристорные прерыватели, выполняющие синхронное включение и выключение тока с определенной продолжительностью его импульсов.
Механическая часть состоит из станины, механизмов и узлов, обеспечивающих точную фиксацию и необходимое давление для сжатия свариваемых деталей.
Контактная сварка является высокопроизводительным процессом и легко поддается механизации и автоматизации. Это способствует широкому применению контактной сварки в строительстве и промышленности, например, для сварки стыковых и крестообразных соединений арматуры железобетонных конструкций, элементов листовых конструкций из углеродистой стали или алюминиевых сплавов, для соединения элементов стальных конструкций, для сварки труб, а также при электромонтажных работах для сварки медных и алюминиевых проводов.
Основными видами контактной сварки являются стыковая, точечная и шовная.
Циклограмма процесса сварки представлена на рисунке 1.
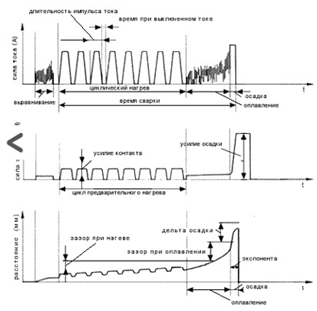
Рисунок 1 циклограмма контактной сварки
Контактный сварка ток циклограмма
Согласно площади поперечного сечения свариваемых заготовок принимаем машину контактной стыковой сварки АSO 015.
Определим сварочный ток и усилие осадки
Сварочный ток, I
I = j - FЗаг. = 0,33 - 186,43 = 62
Где j - плотность тока, А/мм2;
FЗаг - площадь контактной поверхности, мм2
Усилие при осадке, Р;
Р = р -FЗаг = 8 - 186,43 = 1491 мН/м2
Где р - сила сварочного тока, мН/м2
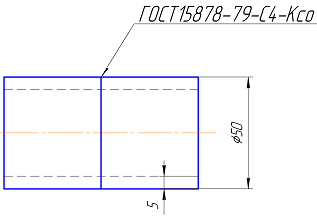
Рисунок 1 Эскиз свариваемой трубы
Похожие статьи
-
Установки плазменной резки и сварки металлов - Электротехнологические плазменные установки
Плазменная резка осуществляется путем выплавления и испарения металла в полости реза за счет энергии, выделяющейся в опорном пятне дуги и вносимой струей...
-
Техника газовой сварки - Технологии сварочного производства
Качество сварочного соединения зависит от правильного выбора режима и техники выполнения сварки. При ручной сварки пламя горелки направляют на...
-
Сварка плавлением - Процессы сварки металлов плавлением
Сварка плавлением осуществляется нагревом свариваемых кромок до температуры плавления без сдавливания свариваемых деталей. При нагреве с повышением...
-
Технология полуавтоматической сварки - Электрическая дуговая сварка на полуавтоматах
При электродуговой полуавтоматической сварке используют защитные газы. В качестве защитных используются активные газы, т. е. такие, которые могут...
-
Общие сведения о режиме сварки Режимом сварки называют основные показатели, определяющие процесс сварки, которые устанавливаются на основе исходных...
-
Лучевые способы сварки - Сварочное производство. Сварка плавлением
Электронно-лучевая сварка. Сущность процесса состоит в том, что свариваемые детали, собранные без зазора, помещают в вакуумную камеру и подают на них...
-
Введение - Технология и техника сварки
1) В условиях научно-технического прогресса особенно важно развитие определяющих его областей науки, техники и производства. Практически нет ни одной...
-
Определение структурных составляющих зоны термического влияния при сварке
Цель курсовой работы - определение структурных составляющих зоны термического влияния при сварке. Теоретические сведения При сварочном термическом...
-
Область применения - Электрошлаковая сварка
Важнейшей проблемой современного машиностроения является экономное использование металлов, снижение металлоемкости конструкций, повышение их надежности и...
-
Электрошлаковая сварка - Виды сварки и способы их применения
Этот способ широко используют в промышленности для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их...
-
Сварка электронно-лучевая и лазерная - Виды сварки и способы их применения
В промышленности все более широкое применение находят тугоплавкие и химически активные металлы и сплавы. Поэтому для их сварки необходимо применять...
-
Сварка и резка плазменной струей - Виды сварки и способы их применения
Сущность способа. Плазма -- ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток. Ионизация газа происходит при его...
-
Ручная дуговая сварка металлическими электродами с покрытием Качество швов зависит не только от техники сварки, но и от других факторов, таких как состав...
-
Описание процесса - Электрошлаковая сварка
Электрошлаковая сварка - процесс образования неразъемного соединения, при котором расплавление основного и присадочного металла осуществляется за счет...
-
Введение - Электрошлаковая сварка
Возникновение электрошлаковой (ЭШС) было обусловлено потребностью автоматизировать процесс сварки под флюсом вертикальных швов. В ИЭС, разрабатывая...
-
Определение режимов сварки - Технологический процесс сборки и сварки кронштейна
Режим сварки - это совокупность характеристик (параметров) сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, формы и...
-
Сущность сварки. Классификация способов сварки - Технологии машиностроения
Сваркой называется процесс получения неразъемного соединения двух или более деталей из твердых материалов (металлов) путем их местного сплавления или...
-
Заготовительное производство в технологической цепочке изготовления продукции занимает важное место, поскольку решает вопросы повышения коэффициента...
-
Электрошлаковая сварка. - Сварочное производство. Сварка плавлением
Сущность процесса заключается в том, что тепловую энергию, необходимую для расплавления основного и присадочного металла, дает теплота, выделяемая в...
-
Сварочное производство. - Сварочное производство. Сварка плавлением
Сварка - технологический процесс получения неразъемных соединений в результате возникновения атомно-молекулярных связей между соединяемыми деталями при...
-
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и сварочного тока. Скорость сварки и напряжение на дуге...
-
Газовая сварка, Список литературы - Сварочное производство. Сварка плавлением
При газовой сварке заготовки 1 и присадочный материал 2 в виде прутка или проволоки расплавляют высокотемпературным пламенем 4 газовой горелки 3 (рис....
-
Инструменты и принадлежности электросварщика. - Характеристика процесса сварки
К инструментам и принадлежностям электросварщика относятся электрододержатель, щиток или маска, специальный молоток с зубилом, стальная щетка,...
-
Сварка в смеси углекислого газа с кислородом При изготовлении и монтаже резервуарных конструкций основным способом сварки является сварка в среде...
-
Введение - Сварка вертикальных швов стенки резервуара для хранения нефтепродуктов
Ведущее место в машиностроении занимает сварочное производство. Многие узлы и детали, входящие в состав изготавливаемых изделий, машин и оборудования и...
-
Напряжения и деформации при сварке
Как известно, металлы при нагревании расширяются, при охлаждении сжимаются. Во время электросварки происходит нагрев отдельных участков металла при...
-
Выбор режима сварки - Технология сварки трубных конструкций из низколегированной стали
Режимом сварки называется группа показателей, определяющих характер протекания процесса сварки. Основными показателями режима сварки являются: диаметр...
-
Выпрямитель многопостовой сварочный типа ВДМ, предназначен для питания сварочных постов электрической сварочной дугой, постоянным током при ручной...
-
Изготовление конструкций различного назначения с помощью сварки получает все большее распространение во всех промышленно развитых странах. Экономичность...
-
Введение - Технология сварки трубных конструкций из низколегированной стали
История развития сварочного производства В решение задач научно-технического прогресса важное место принадлежит сварке. Сварка является технологическим...
-
Заключение - Технология сборки и сварки передней рамы фронтального погрузчика МоАЗ 40484
Сварочный сборка конструктивный погрузчик В ходе выполнения дипломного проекта был разработан технологический процесс и спроектирован производственный...
-
Основные принципы ресурсосбережения в сварочном производстве основываются: - на эффективном использовании оборудования; (внедрении механизации и...
-
В проектируемом варианте при производстве передней рамы фронтального погрузчика МоАЗ 40484 используется механизированная сварка. Режимы сварки плавящимся...
-
Плазменная сварка - Сварочное производство. Сварка плавлением
Плазменная струя, применяемая для сварки, представляет собой направленный поток частиц или полностью ионизированного газа, имеющего температуру...
-
Резюме - Технология сборки и сварки передней рамы фронтального погрузчика МоАЗ 40484
В результате анализа базового варианта технологического процесса сборки и сварки передней рамы фронтального погрузчика МоАЗ 40484 был выявлен ряд...
-
Целью анализа литературы и патентов является поиск более перспективных и современных материалов, оборудования и других более совершенных изобретений для...
-
Для изготовления передней рамы фронтального погрузчика МоАЗ 40484 применяется механизированная сварка, для сварки в защитном газе плавящимся проволочным...
-
Введение - Технология сборки и сварки передней рамы фронтального погрузчика МоАЗ 40484
Создание сварочной конструкции, полностью отвечающей своему служебному назначению, экономичной при изготовлении и надежной в эксплуатации, представляет...
-
Наиболее широко используется при изготовлении всевозможных сварных конструкций. В зависимости от материала сварной конструкции, ее габаритов, толщины...
-
Термитная сварка, Механическая сварка (сварка трением) - Развитие сварочного производства
Осуществляется за счет тепловой энергии, выделяемой при обменной реакции компонентов термита - смеси оксидов железа (~ 80%) и измельченного алюминия (~...
Контактная сварка