Инструменты и принадлежности электросварщика. - Характеристика процесса сварки
К инструментам и принадлежностям электросварщика относятся электрододержатель, щиток или маска, специальный молоток с зубилом, стальная щетка, металлические клейма для маркировки сварных швов и ящик или сумка для хранения и переноски электродов и инструмента.
Электрододержатель - один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия труда. Электрододержатель должен удовлетворять следующим требованиям: быть легким (не более 0,5 кг) и удобным в обращении; иметь надежную изоляцию; не нагреваться при работе и обеспечивать наиболее полное расплавление электрода; обеспечивать быстрое и надежное закрепление электрода в удобном для сварки положении; его зажимное устройство должно действовать без больших усилий как при закрепление электрода, так и при его смене; присоединение сварочного провода к стержню держателя должно быть прочным и обеспечивать надежный контакт. Для ручной дуговой сварки существует несколько типов электрододержателей. В некоторых из них для безопасной работы сварщика предусмотрено либо ручное, либо автоматическое отключение тока в момент прекращения процесса сварки. Один из таких электрододержателей показан на рисунке 8.
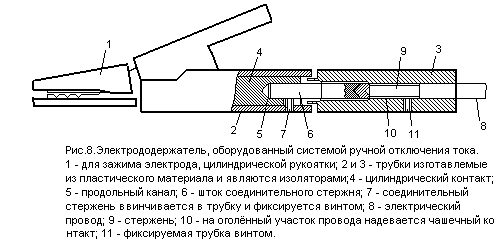
При ввинчивании стержня 9 в трубку до соприкосновения его с контактом, электрическая цепь от провода до цилиндрического контакта 4 замыкается. При одном-двух поворотах цилиндрической рукоятки стержень 6 вывинчивается из трубки 3 и образует зазор между ним и контактом 10, в результате чего электрическая цепь размыкается.
Щитки и маски (рис.9) применяются для предохранения глаз и кожи лица сварщика от вредного влияния ультрафиолетовых лучей и брызг расплавленного металла. Их изготовляют из легкого токонепроводящего материала (фибра, спецфанера). Масса щитка или маски не должна превышать 0,6 кг. За процессом сварки наблюдают через специальные стекла. Темные стекла - светофильтры марки Э-1 применяют при величине тока до 70А, Э-2 - при величине тока до 200А, Э-3 - при величине тока 400А и Э-4 - при величине тока больше 400А. Для предохранения от брызг металла светофильтры марки ТС-3 закрывают прозрачным стеклом. Для работы в монтажных условиях лучше применять каску-маску, которая также надежно защищает голову и удобна в эксплуатации как в летнее, так и зимнее время.
Сварочные провода. Ток от силовой сети подводится к сварочным аппаратам по проводам марки КРПТ. От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АПР, или ПРГД с резиновой изоляцией. К электрододержателю должен быть подключен гибкий медный провод марки ПРГД длиной не менее 3 м.
В таблице 2 приведены данные по выбору сечения гибких сварочных проводов. Длина проводов от сварочных аппаратов к рабочему месту не должна быть более 30-
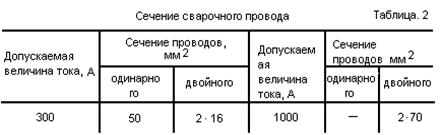
40м, так как при большей длине проводов напряжение в них значительно упадет, что приведет к уменьшению напряжения дуги. Для соединения сварочных проводов применяют специальные муфты (рис.10).
Сечение сварочного кабеля, присоединяющего источник питания к электрододержателю, подбирают в зависимости от наибольшей величины сварочного тока: при токе до 240А - 25 мм2; до 300А - 35 мм2, до 400А - 50 мм2, до 500А - 70 мм2. Гибкий (медный) кабель используют на напряжение до 220 В. В случае использования негибкого кабеля конец его, подсоединяемый к электрододержателю, длиной не менее 1,5-3м должен быть обязательно гибким. Общая длина сварочного кабеля должна быть не более 30-40м, так как при более длинном кабеле ухудшается процесс сварки из-за падения напряжения в сварочной цепи.
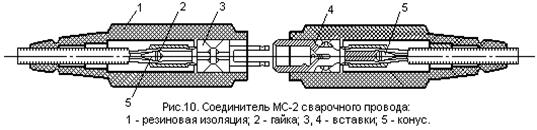
Для подсоединения сварочного кабеля к источнику питания используют специальный концевой соединитель заводского изготовления или приваренную к кабелю клемму. Сращивание коротких кусков кабеля осуществляют соединителями заводского изготовления (рис.10) МС-2, предназначенными для соединения кабелей сечением 35, 50 и 70 мм2. Соединитель МС-2 состоит из двух частей, которые соединяются вставками и закрепляются поворотом одной из частей. Разъединение совершается аналогично закреплению поворотом в обратную сторону. Перед соединением к каждой половине соединителя прикрепляется сварочный кабель путем заклинивания жил его оголенной части между корпусом гайки, вставками и конусом. Соединитель покрыт резиновой изоляцией. Существуют другие типы соединителей, имеющих конструктивные особенности, принципиально не отличающиеся от МС-2.
Вспомогательный инструмент - в процессе работы сварщик пользуется инструментами для зачистки кромок от ржавчины и других загрязнений, а также для вырубки дефектов и зачистки швов от шлака. Для этого применяют металлическую проволочную щетку, зубило, молоток, комбинированное зубило с рукояткой, имеющее один заостренный конец, а другой конец в виде обычного зубила. Такая форма зубила удобна для очистки от шлака отдельных слоев многослойного шва. Иногда применяют комбинированное зубило-щетку, но оно менее удобно, так как не имеет заостренного конца. У сварщика должно быть личное клеймо для клеймения выполненных швов.
Для измерения разделки кромок, зазора между стыками и сварных швов используют набор шаблонов ШС-2. Шаблоны позволяют контролировать угол скоса кромок, размер притупления, качество сборки под сварку, размер деплонации (превышение одной кромки над другой) стыковых швов и величину зазора в стыковых и тавровых соединениях. В готовых сварных швах могут быть проверены высота выпуклости стыкового и углового шва, ширина шва, величина катета углового шва.
Для работы сварщику необходимо иметь набор инструментов, включающий инструмент для зачистки (проволочную щетку, зубило, молоток), разводной ключ, шаблоны и д. р. Имеются наборы инструмента ЭНИ-300, КИ-315 и КИ-500, куда входят кроме перечисленного инструмента электрододержатель, приспособления для соединения кусков сварочного кабеля и для заземления, пассатижи и другие инструменты и приспособления. Весь этот комплект размещен в инструментальном ящике с ручкой и переносится по мере необходимости с одного поста на другой. Такой комплект каждому сварщику желательно иметь, однако есть инструменты, без которых сварщик вообще не должен работать: стальная проволочная щетка, зубило, молоток, зубило с рукояткой, имеющие один заостренный конец и другой, заточенный как зубило, пассатижи.
Спецодежда электросварщика. Спецодежда (куртка и брюки или комбинезон, а также рукавицы) изготовляются из плотного брезента, сукна, асбестовой ткани и других материалов. Спецодежда выдается бесплатно в соответствии с нормами и сроками носки. Брюки носят навыпуск, а куртку - не заправляют в брюки. Чтобы избежать попадания расплавленного металла, карманы куртки должны закрываться клапанами, куртка должна застегиваться на все пуговицы. В резиновой спецодежде, обуви и перчатках, за исключением особенно сложных условий, работать нельзя, так как брызги металла прожигают резину. Головной убор должен быть без козырька, а обувь - на резиновой подошве. В холодное время года разрешается надевать валенки.
Повышение производительности ручной дуговой сварки является весьма актуальной задачей в связи с тем, что в промышленности, строительстве и других отраслях народного хозяйства ручной сваркой занимаются еще десятки тысяч рабочих - электросварщиков.
К чисто организационным мероприятиям повышения производительности труда сварщиков относятся: своевременное обеспечение сварщиков исправным, подключенным к сети сварочным оборудованием, сварочными материалами (электродами, защитным газом), сварочным инструментом, шлангами, кабелем, спецодеждой, средствами индивидуальной защиты; предоставление сварщику оборудованного рабочего места и обеспечение безопасных подходов к нему; своевременное предоставление сварщику подготовленных для сварки деталей, конструкций и технологической документации (инструктивных указаний) по технологии сварки; обеспечение сварщика необходимыми производственно - бытовыми условиями.
К организационно - техническим мероприятиям относятся: своевременное и быстрое обслуживание сварщика квалифицированным электромонтером для подключения оборудования и устранения неисправностей; обеспечение наиболее рациональным инструментом (электрододержателем, инструментом для зачистки швов и др.); обеспечение приспособлениями для быстрого поворота изделий или их кантовки; изготовление наиболее эффективных конструкций с минимальным количеством наплавленного металла в готовом изделии. Четкое выполнение организационных и организационно - технических мероприятий наряду с внедрением прогрес-сивных форм организации труда (бригадный подряд, внедрение оплаты с учетом КТУ и др.) обеспечит повышение производительности труда не менее чем на 15 - 20.
Большое значения имеют технические мероприятия, внедрение которых в последнее время замедлилось из-за отсутствия инициативы и стремления к их осуществлению, неправильной организации труда.
Важным техническим мероприятием является внедрение электродов с повышенным коэффициентом наплавки н. Нам известно что масса наплавленного металла МН, кг, зависит от н и Iсв
Мн = н-Iсв-t0,
Где t0 = время горения дуги.
У применяемых электродов н = 8-9 г/(Ач). Между тем уже давно созданы электроды АНО-1 с н = 15 г/(Ач), ОЗС-3 - 15 г/(Ач), ЗРС-1 - 14 г/(Ач) и др. Их изготовление несколько затруднено ввиду наличия в покрытии железного порошка, однако эти трудности безусловно окупятся резким повышением производительности труда сварщиков примерно на 30 - 40.
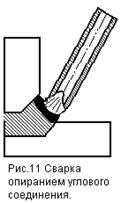
Еще в пятидесятые годы широко применялась сварка способом опирания (рис.11) (погруженной дугой, ультракороткой дугой - УКД). При сварке этим способом электрод опирался на деталь чехольчиком покрытия и затем под легким нажимом сварщика самостоятельно плавился полузакрытой дугой, наплавляя валик металла в стыковое или угловое соединение. Электроды для этой сварки применялись с повышенной толщиной покрытия (отношение D/d1,8), сила сварочного тока допускалась на 20 - 40 выше обычной по формуле Iсв = (60-70)dэ. В результате возрастала скорость сварки и увеличивалась глубина провара, разбрызгивание было минимальным. Этот способ успешно применялся, особенно для сварки однопроходных угловых и стыковых швов.
Похожие статьи
-
Дефекты сварных соединений. - Характеристика процесса сварки
Согласно ГОСТ 23055 - 78* для соединений, выполненных сваркой плавлением, возможно образование шести видов дефектов. Пористость шва: сферическая,...
-
Инструмент и принадлежности сварщика. - Монтаж водопроводов. Сварочный пост
Электродержатели. Держатели электродов предназначены для закрепления электрода, подвода к нему сварочного тока и манипулирования электродом в процессе...
-
У - для сварки углеродистых сталей Д - с толстым покрытием Е - международное обозначение плавящегося покрытого электрода 51 - предел прочности на...
-
Классификация электродов - Характеристика процесса сварки
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и для наплавочных работ)...
-
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и сварочного тока. Скорость сварки и напряжение на дуге...
-
Пост ручной дуговой сварки (РДС) Стационарный сварочный пост комплектуется: 1. Система вентиляции, 2. освещение, 3. заземление, 4. источник питания...
-
Сварка плавлением - Процессы сварки металлов плавлением
Сварка плавлением осуществляется нагревом свариваемых кромок до температуры плавления без сдавливания свариваемых деталей. При нагреве с повышением...
-
Сварка - Автоматизация технологических процессов сварки на предприятии "АтлантЭнерго"
Выполнить сварку корневого слоя шва обратноступенчатым способом электродами с основным видом покрытия. Освобождать жимки наружного центратора разрешается...
-
Выбор материала изделия. Обоснование катетов сварных швов Материал изделия для изготовления сварной конструкции, необходимо выбирать в зависимости от...
-
Основным направлением предприятия ООО "Атлант Энерго" является производство линейной арматуры для воздушных линий электроснабжения. Данная продукция...
-
Характеристика основного металла Данная конструкция изготавливается из марки Ст3 которая имеет следующие характеристики: химический состав марки стали...
-
Характеристика сварочного материала - Техника сборки и сварки трубы с тройником и заглушкой
Для получения качественных швов при сварке данной конструкции выбираются электроды марки ЛБ 52У. Химический состав электродов ЛБ 52У (см. в таблице 5)....
-
Технологические параметры процесса электрошлаковой сварки (ЭШС). - Электрошлаковая сварка
Сущность метода принудительного формирования состоит в искусственном охлаждении поверхности металлической ванны. Основное назначение шлаков при эшс -...
-
Сборка - Автоматизация технологических процессов сварки на предприятии "АтлантЭнерго"
Осуществить сборку элементов на наружном центраторе; При сборке заводские швы располагать в верхней половине периметра, смещая их, друг относительно...
-
Моя практика проходила в сварочном цехе. Цех ИТЦ (рашифровать) сварочный специализируется на изготовлении трубопроводов для обвязки газокомпрессорных...
-
Выбор сварочного оборудования, приспособления и инструменты - Технология и техника сварки
Чтобы изготовить лист бортовой обшивки применяем следующее оборудование: Тельфер - это небольшой подъемный кран, находящийся внутри цеха, используемый...
-
Электрошлаковая сварка - Виды сварки и способы их применения
Этот способ широко используют в промышленности для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их...
-
Сварка плавлением - Сварочное производство. Сварка плавлением
Дуговая сварка Источником теплоты является электрическая дуга, которая горит между электродом и заготовкой. Сварочной дугой называется мощный...
-
Расчет количества сварочного материала - Техника сборки и сварки трубы с тройником и заглушкой
Расчет необходимого количества материалов для сварки ведется на основе существующих норм их потребления при применении того или иного метода сварки....
-
Введение - Электрическая дуговая сварка на полуавтоматах
Сварка - это один из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили ее широкое применение в народном...
-
Техника и режимы аргонодуговой сварки - Аргонодуговая сварка алюминия
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Перед тем как приступить к сварке, необходимо как можно...
-
Периодически повторный инструктаж - Характеристика процесса хлебопечение
Проводится для проверки знаний работниками безопасные приемы работы, а также правила и инструкции по технике безопасности. Работники общественного...
-
Условия труда подростка - Характеристика процесса хлебопечение
Обеспечением безопасности условий труда возглавляется на администрацию предприятия, которое обязано оснащать производство современными техники...
-
Особенности выпечки булочных изделий. - Характеристика процесса хлебопечение
Изделия смазывают яйцом, яйца разводятся с водой в соотношении 1/1. Листы смазывают маслом, укладка изделий происходит на некотором расстоянии друг от...
-
История хлебопечения на Руси - Характеристика процесса хлебопечение
В своей патриархальной простоте наши предки довольствовались весьма не многим: полусырая пища, мясо, коренья и шкуры диких или домашних животных...
-
Анализ конструкции (объекта дипломного проектирования) на предмет снижения ее массы, применения новых материалов, совершенствования конструктивных...
-
Для повседневного платья на первом плане функциональные и эргономические требования, такие как воздухопроницаемость, гигроскопичность, и несминаемость, а...
-
Запрессовка детали специальными прессами - Характеристика рабочих процессов газотурбинной установки
Осуществление прессовых посадок основано на запрессовке сопрягаемых поверхностей деталей при одинаковой температуре для обеих деталей, либо при...
-
Сварка корневого слоя шва выполняется сварщиками в количестве не менее 3-х. Сварка заполняющих и облицовочного слоев шва выполняется двумя сварщиками....
-
Контроль качества -- это деятельность, включающая проведение измерений, экспертизы, испытаний или оценки параметров объекта и сравнение полученных...
-
Обработка резанием является одним из самых универсальных видов обработки. Этим методом можно получать детали любой формы при любых требованиях к чистоте...
-
Блюда фаршированная курица подается как горячее и холодное блюдо. Но это блюда подано в горячем виде. Кожа курицы наполнена фаршем куриным и бараньим...
-
Т. к производство крупносерийное и деталь зубчатое колесо с большой разницей в диаметре, заготовку рационально получать штамповкой на...
-
Проверка запорной арматуры - Характеристика рабочих процессов газотурбинной установки
Краны - это арматура, предназначенная для быстрого включения или отключения трубопровода, аппарата или прибора, а также для регулирования расхода газа...
-
Требования к подготовке деталей под сварку. - Технология и техника сварки
Заменяемая часть обшивки корабля подготавливается в цеховом помещении из листового металла. На ровную поверхность укладывается лист металла, где...
-
Общие сведения о режиме сварки Режимом сварки называют основные показатели, определяющие процесс сварки, которые устанавливаются на основе исходных...
-
Наиболее широко используется при изготовлении всевозможных сварных конструкций. В зависимости от материала сварной конструкции, ее габаритов, толщины...
-
Электробезопасность - Сварка вертикальных швов стенки резервуара для хранения нефтепродуктов
Все электрооборудование сварочных участков должно соответствовать "правилам устройства электроустановок и действующим ГОСТам: ГОСТ 12.2.007-75, ГОСТ...
-
Сварка в смеси углекислого газа с кислородом При изготовлении и монтаже резервуарных конструкций основным способом сварки является сварка в среде...
-
ОХРАНА ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ - Техника сборки и сварки трубы с тройником и заглушкой
Сварочные работы относят к категории работ с повышенной степенью опасности, что обусловливает строгие требования к организации рабочих мест, обслуживанию...
Инструменты и принадлежности электросварщика. - Характеристика процесса сварки