Определение структурных составляющих зоны термического влияния при сварке
Цель курсовой работы - определение структурных составляющих зоны термического влияния при сварке.
Теоретические сведения
При сварочном термическом воздействии нагрев тел неравномерен. В соответствии со вторым Началом термодинамики при этом возникает теплообмен между объемами рассматриваемой среды, направленный от более нагретых к менее нагретым частям. Степенью нагрева является температура T. В системе СИ температура измеряется в кельвинах (К). В линейных расчетных схемах температуру можно представить в виде суммы:
T=T0+??,
Где T0 - начальная температура тела до применения анализируемого технологического процесса (температура окружающей среды);
?? - приращение температуры за счет сварочного нагрева.
Плоский слой - это тело, ограниченное двумя параллельным плоскостями (z=const) на расстоянии s друг от друга. При значительных толщинах свариваемых лиcтов, соответствующих этому случаю, теплоотдача с поверхности незначительна, поэтому для плоского слоя обе поверхности считаются адиабатическими. Наличие двух адиабатических границ при действии точечного источника Д на поверхности плоского слоя приводит к необходимости введения в бесконечном теле V системы фиктивных источников Ф, которые обеспечивают путем отражения от адиабатических поверхностей формирование температурного поля плоского слоя.
Температурной поле движущегося по поверхности плоского слоя толщиной s точечного источника можно вывести, используя формулу для движущегося точечного источника на поверхности полубесконечного тела. Считая поверхности плоского слоя адиабатическими, с помощью метода отражения получим следующее выражение для искомого температурного поля в предельном состоянии:
Задание курсовой работы
Исходным для работы является эскиз свариваемого изделия, выдаваемый преподавателем. Этот эскиз определяет геометрические параметры, необходимые для расчета. Сварочный ток 500 А, напряжение дуги 36 В, скорость сварки 1 см/с, толщина металла 1см, марка стали 15Г2С.
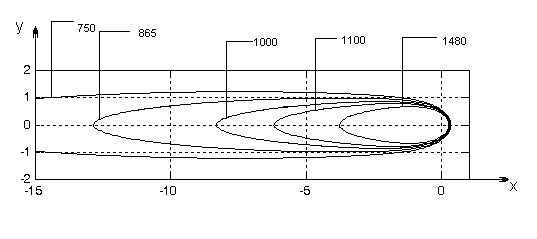
Рис 1. Распределение температур в плоскости XY, по схеме движущегося по поверхности плоского слоя точечного источника в предельном состоянии.
На рис. 1 приведены изотермы температурного поля в плоском слое в предельном состоянии при нагреве движущимся точечным источником. На рисунке видно, что изотермы непосредственно перед источником, сильно сжаты, в следствии движения источника. Температурное поле движущегося источника не симметрично относительно оси у. Источник нагрева как бы "догоняет" теплопроводность по оси движения x. Градиент температуры по оси х впереди источника увеличивается, а позади уменьшается с ростом скорости его движения.
Из рисунка видно, что кривые температур при температурах свыше 1000 градусов соответствуют случаю полубесконечного тела, а для температур ниже 1000 градусов расчет возможно проводить по формулам характерным для плоского слоя.
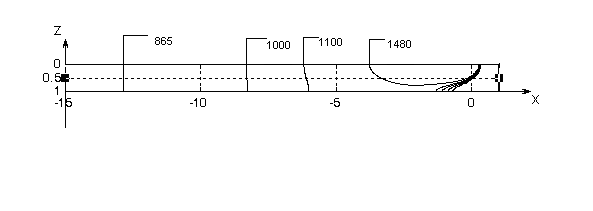
Рис 3. Распределение температур в плоскости XZ, по схеме движущегося по поверхности плоского слоя точечного источника в предельном состоянии.
Из рисунка видно что при высоких температурах, близких к температуре плавления, возможно использование формул расчета для полубесконечного тела. Для более низких температурах, ниже 1000 градусов, возможно использование формул для расчета пластины.
Основная формула:

,

Где ; i - номер фиктивного источника в системе отражений тепла от адиабатических границ. Для построения термических циклов переход от подвижной системы координат в формуле к физической (неподвижной) осуществляется подстановкой x=-vt.
В программе предусмотрена возможность построения ветви охлаждения термического цикла, начиная с максимальной температуры. Преобразование оси времени в логарифмический масштаб позволяет получить кривые охлаждения, готовые к нанесению на диаграмму термокинетического превращения выбранной стали для определения фазового состава зоны термического влияния.
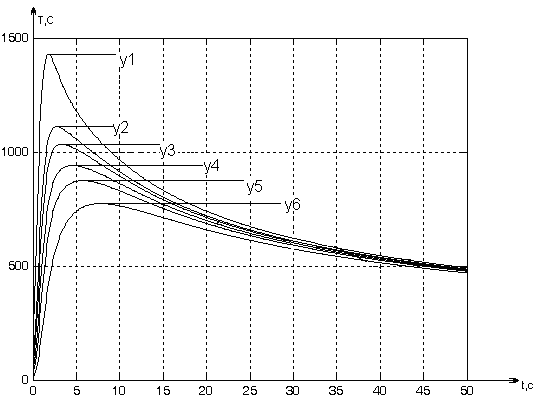
Рис 4.Термические циклы точек заданных значений y. у1=0,79; у2=0,92; у3=0,97; у4=1,04; у5=1,11; у6=1,25.
Вычисления и получение термических циклов, проводилось по формулам отличных от программы sloytc, поэтому точки вершин термических циклов не соответствуют заданным значениям параметров температур.
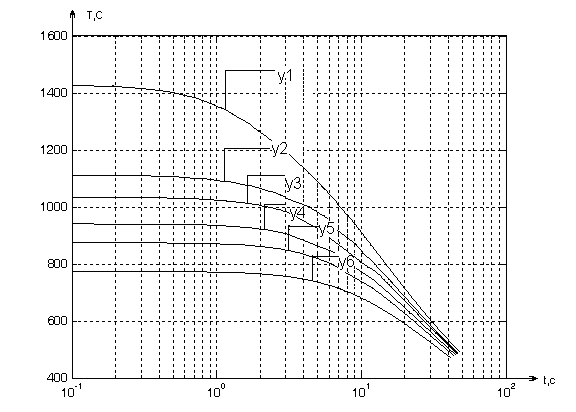
Рис 5. Ветви охлаждения. у1=0,79; у2=0,92; у3=0,97; у4=1,04; у5=1,11; у6=1,25.
Ветви охлаждения термических циклов точек заданных значений y в логарифмической по времени системе координат. Построение выполнено от максимальных температур.
Сварочный термический цикл вызывает целый ряд физических процессов в свариваемом изделии. Это плавление и кристаллизация материала, возникновение внутренних механических напряжений и деформаций, структурные превращения и другие явления.
Одним из наиболее существенных процессов является изменение структуры основного материалов в сварочных технологиях. Структурные превращения в сталях связаны с фазовым переходом и химической реакцией образования. В курсе "Материаловедение" эта диаграмма изучается достаточно подробно, и здесь приводится без объяснений как напоминание о ее конкретном виде.
Большинство конструкционных сталей являются низкоуглеродистыми и низколегированными феррито - перлитного класса. Выделим на диаграмме "железо - углерод" эту область концентрации углерода. При этом упростим высокотемпературную зону, убрав фазовый переход Определим на диаграмме сталь конкретного состава C, проведя соответствующую вертикальную прямую.
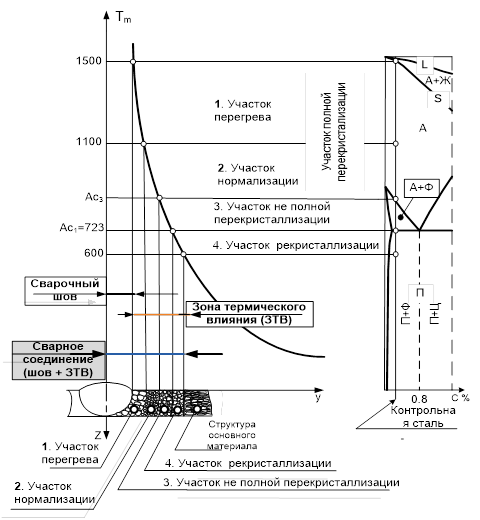
Рис. 6. Зона термического влияния сварного соединения.
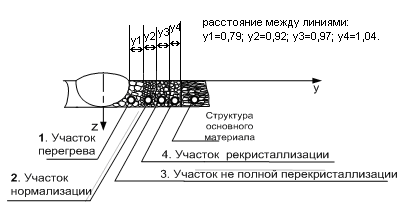
Рис. 7. Структура основного металла.
На этой прямой отмечены характерные температуры (сверху вниз) при нагреве: температура плавления TПл=1500 0С*, температура границы нормализации 11000С, температура окончания перекристаллизации Ac3, температура начала фазового превращения Ac1 и температурную границу рекристаллизации (6000С). Совместим кривую максимальных температур TM(y) с диаграммой "железо - углерод" и схемой свариваемого стального листа Чем дальше исследуемая точка (координата y) находится от оси нагрева (y=0), тем ниже ее максимальная температура. Точки, максимальная температура которых превышает температуру плавления данной стали TПл (1500 0С), находятся в области сварочного шва. Диапазон максимальной температуры 1500 - 11000С соответствует координатам точек основного металла, в которых за счет перегрева происходит интенсивный рост зерна аустенита (участок перегрева). Если максимальная температура точек выше Ac3 (температура окончания превращения феррит - аустенит, зависящая от марки стали) и ниже 11000С, то они находятся на участке нормализации, где происходит измельчение зерна исходного основного материала. Диапазон координат y, для которых максимальная температура больше Ac3 и ниже TПл, является зоной полной перекристаллизации (участок перегрева + участок нормализации). Участок, соответствующий максимальным температурам Ac1 - Ac3 представляет собой точки, в которых при нагреве произошло частичное превращение феррит - аустенит и называется участком не полной перекристаллизации. Максимальный нагрев ниже температуры Ac1 не изменяет исходный фазовый состав стали, однако при температуре выше 6000С (температура рекристаллизации) приводит к исчезновению наследственной прокатной структуры основного материала и сферитизации формы зерна (участок рекристаллизации).
Зона основного металла, заключенная в пределах координат y, соответствующих максимальным температурам плавления и рекристаллизации, называется зоной термического влияния (ЗТВ).
Сварочный шов вместе с зоной термического влияния называется сварным соединением.
Приведенная выше диаграмма (рис. ) построена в условиях изотермического температурного цикла, т. е. когда температура изменяется очень медленно (). Сварочный термический цикл характерен нестационарностью теплопроводности при скоростях изменения температуры до тысяч К/с при нагреве и десятков К/с при охлаждении. Полиморфные превращения в металлах и сплавах есть процесс диффузионный и при конечных скоростях изменения температуры приводит к переохлаждению и смещению точек диаграммы "железо-углерод" AR3, AR1 "вниз" по шкале температур. Чем больше скорость охлаждения, тем значительнее степень переохлаждения. Поэтому конечная структура зоны термического влияния (ЗТВ) зависит от скорости охлаждения точек, имеющих разные координаты y. Это явление отражено в диаграмме анизотермического распада аустенита (термокинетическая диаграммой. Сопоставление термокинетической диаграммы и ветвей охлаждения точек ЗТВ, построенных в лагорифмической по времени шкале позволяет определить конечную структуру зоны термического влияния.
Выше приведена схема оценки структуры ЗТВ в рамках дисциплины "Тепловые процессы при сварке". Инженерный анализ структуры ЗТВ и принятие конкретного технологического решения требует уверенного владения навыками качественного и количественного расчета фазового и структурного состояния сварного соединения при сварке.
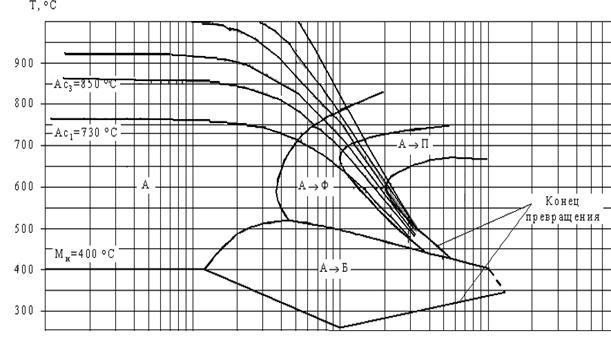
Рис. 8. К определению структурных составляющих зоны термического влияния при сварке.
Вывод: в ходе выполнения курсовой работы выявлены структурные изменения в зоне действия движущегося источника в предельном состоянии. Также установлены фазовые изменения в процессе действия источника.
Для различных температур фазовые преобразования протекают по разному, но с течением времени все ветви охлаждения сходятся в одной фазовой зоне, что соответствует А-П фазовому состоянию. Далее ветви охлаждения уходят вниз что соответствует наличию Б фазового состояния.
Список литературы:
- 1. Негода Е. Н. Тепловые процессы при сварке: Учебное пособие. издательство ДВГТУ, 2008.-108с. 2. Кархин В. А. Тепловые процессы при сварке: Учебное пособие. - Л.: Ленингр. гос. техн. ун-т., 1990.-100с. 3. Рыкалин Н. Н. Расчеты тепловых процессов при сварке. - М.: Маш-гиз, 1951.-296 с. 4. Федоров А. С. Курсовая работа: Издательство К-6251, 2009.-10с. 5. Теория сварочных процессов /В. В Фролов [и др.] под ред. В. В. Фролова.-М.: Высшая школа, 1988. - 559 с. 6. Ануфриев И. Е. Самоучитель MatLab 5.3/6.x. - СПб.: БХВ-Петербург, 2002. - 736 с.
Похожие статьи
-
Сварка плавлением - Процессы сварки металлов плавлением
Сварка плавлением осуществляется нагревом свариваемых кромок до температуры плавления без сдавливания свариваемых деталей. При нагреве с повышением...
-
Хром - очень распространенный легирующий элемент. Он повышает точку А3 и понижают точку А4 (замыкает область г-железа). Температура эвтектоидного...
-
Вентиляцией называется комплекс взаимосвязанных устройств и процессов для создания требуемого воздухообмена в производственных помещениях. Основное...
-
В настоящее время широкое распространение получили многосопловые фурмы. Замеры динамических напоров, проведенные на моделях таких фурм [24, 25],...
-
Сварка и резка плазменной струей - Виды сварки и способы их применения
Сущность способа. Плазма -- ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток. Ионизация газа происходит при его...
-
Формование, Термическая обработка - Товароведение и экспертиза качества вареных колбасных изделий
Включает наполнение колбасных оболочек или форм фаршем, вязку батонов, накладывание скрепок на их концы. Используют натуральные кишечные или...
-
Техника и режимы аргонодуговой сварки - Аргонодуговая сварка алюминия
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Перед тем как приступить к сварке, необходимо как можно...
-
Первичная обработка молока заключается в его очистке от механических примесей и охлаждении до 4-6 ОС. Очистка молока от механических примесей молоко...
-
1. Руководствоваться правилами безопасности труда. Перед пуском сварочного полуавтомата необходимо проверить исправность пускового устройства...
-
Способ установки зоны загиба влияет на основные показатели его качества - точность разливки. При выборе способа установки зоны загиба необходимо...
-
В данном проекте рассчитывается себестоимость изготовления резервуара методом полистовой сборки при дуговой сварки. В своем проекте я провожу внедрение...
-
Свойства титана Титан - металл серого цвета. Он имеет две полиморфные модификации. Отличительными особенностями являются хорошие механические свойства,...
-
Материалы, применяемые при сварке - Технология и техника сварки
Электроды: ввиду большого разнообразия применяемых покрытий делятся на типы не по составу покрытий, а по назначению электродов и механическим свойствам...
-
Плазменная сварка - Сварочное производство. Сварка плавлением
Плазменная струя, применяемая для сварки, представляет собой направленный поток частиц или полностью ионизированного газа, имеющего температуру...
-
Технология полуавтоматической сварки - Электрическая дуговая сварка на полуавтоматах
При электродуговой полуавтоматической сварке используют защитные газы. В качестве защитных используются активные газы, т. е. такие, которые могут...
-
Низколегированные стали, предназначены для изготовления деталей, работающих в условиях высоких температур (100-600 С) и при давлении газа или пара. Эти...
-
Термический крекинг. - Технология переработки нефти
Расщепление молекул углеводородов протекает при более высокой температуре (470-550°С) и давлении 2-7МПа. Процесс протекает медленно, образуются...
-
Нами исследовался ферросилиций с содержанием кремния - 44,5 %. Результаты термогравиметрического анализа ферросилиция приведены на рисунке 16....
-
Технологические параметры процесса электрошлаковой сварки (ЭШС). - Электрошлаковая сварка
Сущность метода принудительного формирования состоит в искусственном охлаждении поверхности металлической ванны. Основное назначение шлаков при эшс -...
-
Электробезопасность - Сварка вертикальных швов стенки резервуара для хранения нефтепродуктов
Все электрооборудование сварочных участков должно соответствовать "правилам устройства электроустановок и действующим ГОСТам: ГОСТ 12.2.007-75, ГОСТ...
-
Электрошлаковая сварка - Виды сварки и способы их применения
Этот способ широко используют в промышленности для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их...
-
Введение - Сварка вертикальных швов стенки резервуара для хранения нефтепродуктов
Ведущее место в машиностроении занимает сварочное производство. Многие узлы и детали, входящие в состав изготавливаемых изделий, машин и оборудования и...
-
Ручная дуговая сварка металлическими электродами с покрытием Качество швов зависит не только от техники сварки, но и от других факторов, таких как состав...
-
Диаметр реакционной зоны - Пульсирующая фурма в кислородном конвертере
Диаметр реакционной зоны определяется совместным воздействием прямой и обратной струи. Однако при продувке хорошо ассимилируемого газом большая часть...
-
Сплав Д1 - относится к числу дюралюминов. Такой вид сплавов обладает достаточно высокой прочностью, пластичностью и относится к числу нормальных...
-
На основе диаграммы состояний "железо - цементит" и построенного графика термической обработки опишите превращения в структуре стали при нагреве,...
-
Целью анализа литературы и патентов является поиск более перспективных и современных материалов, оборудования и других более совершенных изобретений для...
-
Термической обработкой стали называется совокупность технологических операций ее нагрева, выдержки и охлаждения в твердом состоянии с целью изменения ее...
-
В результате проведенного исследования рычажного механизма глубинного насоса произведен структурный, кинематический и силовой анализ механизма. Мы...
-
Для определения ускорений точек механизма воспользуемся графоаналитическим методом расчета с помощью построения плана ускорений механизма. План ускорений...
-
При линеаризации коэффициент при текущем напряжении определяется как производная от напряжения управления. Подставляя сюда установившееся значение...
-
Монтаж технологического оборудования должен производиться в строгом соответствии с требованиями СНиП III-4-80, государственной Системы стандартов...
-
-транспортировка зоны загиба и его частей к месту монтажа. -установка зоны загиба -предварительная выверка уровнем положения станины (или основания) на...
-
Сварочные работы относятся к категории работ с повышенной степенью опасности, что обусловливает повышение требований к организации рабочих мест,...
-
Влияние состава и структуры на горячеломкость при литье сплавов Влияние формы и размеров зерен на горячеломкость Измельчение зерна - это один из хорошо...
-
Расчет ремонтного цикла шнекового питателя Для определения ремонтного цикла, а также структуру ремонтного цикла; находим продолжительность ремонтного...
-
Для определения скоростей точек механизма воспользуемся графоаналитическим методом расчета с помощью построения плана скоростей механизма. План скоростей...
-
Леса, подмостки и трапы на судне должны быть надежными, изготовленными по утвержденным чертежам и принятыми представителями отдела техники безопасности....
-
У реакторах періодичної дії процес, як правило проходить при перемінних температурах у часі. Відповідно до графіка зміни температури весь тепловий процес...
-
Источники питания для сварки, Сварочные трансформаторы - Развитие сварочного производства
Источники питания могут быть подразделены на две группы: источники питания переменным током (сварочные трансформаторы) и источники питания постоянным...
Определение структурных составляющих зоны термического влияния при сварке