Експлуатація ПТМ - Монтаж мостових кранів
Технологія відновлювального ремонту
Централізований ремонт деталей машин в ряді галузей господарства став ефективним шляхом задоволення потреби в запасних частин. Ремонтована деталь - ідеальна заготівля: вона не вимагає нових матеріальних і трудових витрат; розміри її в максимальному ступені наближені до остаточним, тому відновлення пов'язано з мінімальним об'ємом механічної обробки; кількість пошкоджень поверхонь, як правило, невелика, а отже, невеликий і об'єм відновлювальних робіт. Тому вартість відремонтованих деталей навіть в умовах недосконалого ремонтного виробництва виявляється в кілька разів нижче, ніж вартість нових. Застосування ефективних методів зміцнення при ремонті дозволяє підвищувати ресурси деталей, порівняно з ресурсами нових деталей. Все це визначає високу ефективність правильно організованого відновлювального ремонту. При величезному парку машин він забезпечує велику економію матеріалів, енергії і трудовитрат.
У машинобудуванні можливості централізованого ремонту деталей машин використовують в обмежених об'ємах, що пов'язано з рядом причин: децентралізацією ремонту, виконанням його силами кожного окремого підприємства, великими можливостями виготовлення запасних частин у власних ремонтних і основних виробничих цехах. Мала потреба в деталях одного найменуваннями в цих умовах робить відновлення їх не завжди вигідним.
У будівництві, на транспорті і в ряді галузей промисловості, де централізація ремонту машин досягла великих масштабів, ремонтна техніка отримала значний розвиток і розпорядженні великим арсеналом способів відновлення деталей.
Ремонт механічною обробкою. Розрізняють два види ремонту механічною обробкою: під новий і під номінальний розмір. При першому виді ремонту номінальний розмір деталі приймають від'ємним від початкового, наприклад був 100 мм, став 98 мм, при цьому ремонт може бути індивідуальним і під ремонтний розмір. При індивідуальному ремонті під новий розмір обробляють найбільш цінну деталь до усунення в ній дефекту (наприклад, до виправлення спотвореної форми посадкової поверхні), при цьому новий розмір заздалегідь не регламентують.
Сполучену деталь виготовляють заново або підганяють під цей новий випадковий розмір. Індивідуальний ремонт дозволяє подовжити термін служби основної деталі, тому що при її ремонті знімають мінімальний шар металу. Але він порушує взаємозамінність, що припустимо лише в одиничному ремонтному виробництві. При ремонті під ремонтний розмір заздалегідь встановлюють новий, відмінний від початкового, номінальний розмір званий ремонтний, але зберігають начальний допуск. Обробка деталей даного найменування під новий, заздалегідь встановлений розмір, забезпечує збереження взаємозамінності в межах даного розміру. це дозволяє використовувати при ремонті прийоми великосерійного виробництва, що значно спрощує і здешевлює його. Недоліком такого ремонту є кількість номенклатури деталей, так як облік їх при кожному новому ремонтному розмірі (а їх може бути кілька) ведуть окремо. Але через переваг даного методу з цією незручністю миряться на практиці.
При ремонті під номінальний розмір первісного номінальні розміри деталі і допуски на них відновлюють механічною обробкою шляхом видалення дефектного шару металу або дефектної частини деталі з установкою на їх місце додаткової ремонтної деталі (втулки, ввертіша та ін.). За цим способом ремонтують гладкі отвори постановкою ремонтної втулки, гільзи, кільця; вали напресування втулки, кільця або постановкою напіввтулок; плоскі поверхні постановкою планок або накладок; деталі складної форми (зубчасте колесо, вінці зірочок, шліцьові вали та ін.) видаленням дефектного і установкою нового елемента зубчастого вінця, шлицевої маточини, шлицевого кінця вала, вінця зірочки.
Ремонт слюсарно-механічною обробкою включає наступні різновиди: обпилювання, шабріння, притирання, постановку латок, штифтування і склеювання. Обпилювання, шабріння і притирання - складові частини прігонічних робіт, виконуваних для отримання необхідної точності в сполученнях. Постановку латок і штифтування застосовують при закладенні пробоїн, тріщин та інших пошкоджень, якщо не можна застосовувати зварювання або паяння. Накладенням латок ремонтують стінки картерів, корпусів і інших ємностей. Штифтування полягає в послідовному вгвинчуванні мідних штифтів діаметром 4- 6 мм в отвори з різьбленням на місці короткою тріщини. Склеювання застосовують при ремонті тріснутих і поламаних деталей з металу і пластмаса. За допомогою карбінольного клею склеюють і герметизують шланги, бензо - і газопроводи, приклеюють гальмівні накладки до колодок та ін. Для закладення пробоїн, і тріщин застосовують епоксидні клейові склади, для закладення раковин в чавунних деталях - бакелітову мастику. Склеєні поверхні потрібно ретельно знежирювати.
Ремонт обробкою тиском заснований на пластичній деформації матеріалу, перерозподілі його і сприятливому зміні форми і розмірів деталі без зміни її маси. Застосовують наступні види обробки тиском: осадку, вдавлювання, роздачу, обтиснення, витяжку, правку, накатку, обкатку роликом, дробоструйний наклеп і карбування.
При осаді деталь деформують в напрямку, перпендикулярному до зусиллю. Осіданням відновлюють бронзові втулки із зносом по зовнішньому і внутрішньому діаметрам. Для збереження отворів у втулці їх при осіданні заповнюють вставками. Діаметр пальця повинен бути менше, ніж у отвори втулки з урахуванням припуску на обробку.
При ремонті вдавленням напрямки зусилля і деформації також взаємно перпендикулярно, але переважає місцева деформація деталі і її загальні розміри не змінюються настільки значно, як при осаді. Вдавленням відновлюють зношені бічні поверхні шліців на валах, зуби шестерень та ін. Ремонт стальних деталей проводять з нагріванням і без нього.
Ремонт роздачею застосовують для збільшення зовнішнього діаметра порожнистих циліндричних деталей без зміни висоти. Роздачу проводять під постійний розмір кулькою або пуансоном або під будь-який розмір - розвальцюванням отвори.
Ремонт обтисненням застосовують при вирішенні задачі, зворотної роздачі. Обтиснення проводять проштовхуванням деталі через матрицю меншого діаметру або деформуванням металу в зоні отвори. Сталеві деталі перед цим нагрівають до температура 800-950 ° С. Обтисненням ремонтують втулки, зубчасті муфта з внутрішніми зношеними зубами, ланки гусениць, важелі, шатуна та ін.
Ремонт витяжкою застосовують для збільшення довжини деталі шляхом місцевого зменшення її поперечного перерізу. Витяжку застосовують для подовження стрижневих елементів (тяг) на невелику довжину.
Ремонт правкою забезпечує виправлення викривлених, скручених і пошкоджених деталей. Правкою ремонтують вали, шатуни, важелі, кронштейни, елементи металоконструкцій. При невеликій деформації (до 1,5-2 мм) правку проводять в холодному стані, а при великій - в нагрітому. В обох випадках після правки потрібна термообробка деталі для стабілізації правки, зняття залишкової напруги і поліпшення механічних властивостей матеріалу. Правку виконують на пресах, в спеціальних пристроях і вручну.
Накаткою відновлюють шийки валів з порушеними розмірами в місці посадки. Її проводять острозубчатим роликом, що створює рифлення з витісненням металу і збільшенням діаметра валу на місці накатки. Потрібний розмір забезпечують наступною механічною обробкою.
Зварювання та наплавлення - найбільш поширені способи ремонту і відновлення деталей, що мають будь-яку форму і розміри. Зварюванням ремонтують деталі і металеві конструкції з різноманітними дефектами (тріщинами, пробоїнами, розривами, відколами, обломами та ін.), Наплавленням відновлюють зношені деталі. Наплавленням можна наростити шар металу практично будь-якої товщини з різноманітними, наперед заданими властивостями, наприклад, з високою зносо-, жаро - і корозійною стійкістю та ін.
Міжремонтне обслуговування
Регулювальні роботи і усунення дрібних несправностей машиніст зобов'язаний проводити перед початком кожної зміни. При проведенні поточних ремонтів проводять огляд і регулювання механічної частини крана, заміну зношених фрикційних накладок гальмівних пристроїв і регулювання гальм, регулювання запобіжних пристроїв, підшипникових вузлів, зміну масла і усунення течі з корпусів редукторів. При капітальному ремонті проводять розбирання і подальша збірка всіх кранових механізмів, заміна зношених підшипників кочення, ущільнень, кріпильних і фіксуючих деталей, гальмівних шківів, вантажних гаків, ходових коліс, ремонт буферів, металоконструкцій і т. д. Для своєчасної заміни зношених елементів необхідно знати норми гранично допустимого зносу кранових деталей, після досягнення якого вони повинні замінюватися новими РТМ 24.090.57-79.
Допустимий знос вантажних гаків в місці контакту зі стропами не повинен перевищувати 10% первісної висоти перерізу. Аналогічно, при зносі стінок вантажних барабанів більше 10% початкової товщини барабани повинні замінюватися. Гальмівні шківи підлягають заміні при зменшенні початкової товщини обода на 20%. При наявності канавок на поверхні тертя шківа глибиною більше 1 мм необхідно протачивать поверхню тертя. Загартований шар обода шківа після проточки повинен бути не менше 1 мм. Знос реборд ходових коліс не повинен перевищувати 50% їхньої первісної товщини. При зносі зубів зубчастих муфт на 25% для кранів середнього режиму роботи муфту слід замінювати, для кранів важкого режиму роботи слід замінювати муфти при спрацювання зубів на 20% початкової товщини. Підставою для заміни будь-якої навантаженої деталі кранових механізмів є також тріщини, які виникають в результаті пластичних деформацій і втомного руйнування матеріалу деталі. До зупинки крана на ремонт необхідно повністю відключити його від електричної мережі і провести підготовчі роботи для забезпечення безпеки ремонтних робітників: очистити виробничу дільницю цеху, де виконується ремонт крана, від предметів, які можуть перешкодити проведенню ремонтних робіт; підготувати технічну документацію на ремонтовані вузли і деталі, видати експлуатаційно-ремонтної службі наряд-допуск на проведення ремонту. У наряді-допуску і в розпорядженні по цеху зазначаються дата зупинки крана для ремонту та прізвище особи, відповідальної за проведення ремонту і безпеку ремонтних.
Рубильник головних тролеїв ремонтованого крана, відключають і закривають на замок. Якщо в цеховому прольоті на одних підкранових коліях експлуатуються кілька мостових кранів і знеструмити тролеї повністю не можна, то відключають секцію тролеїв ремонтної ділянки або огороджують та ізолюють тролеї, а також вивішують плакат "Тролеї під напругою!". Після зупинки крана на ремонт машиніст зобов'язаний вимкнути рубильник у кабіні управління і вивісити плакат "Не включати - працюють люди!"
Машиністу і ремонтним робочим забороняється відкривати та знімати кожухи і захисні огородження електроустаткування крана, а також самостійно без кваліфікованих слюсарів з ремонту електроустаткування приєднувати до електричних мереж крана переносний електричний інструмент.
Кранові редуктори при ремонті крана ретельно оглядають: протирають оглядовий люк і зливну пробку від бруду і мастильного матеріалу, щоб бруд не потрапив в порожнину редуктора. Потім відкривають зливну пробку і відпрацьоване масло зливають в спеціально підготовлену ємність. Після цього знімають оглядовий люк і очищають порожнину редуктора від продуктів зносу обтиральним матеріалом, змоченим в гасі. При цьому машиніст повинен дотримуватися правил особистої та пожежної безпеки. Після очищення внутрішньої порожнини редуктора її заповнюють мастильним матеріалом. Контроль заповнення свіжим маслом внутрішньої порожнини ведеться за масловказівником.
Гальмівні пристрої при ремонті піддають зовнішньому огляду і регулюванню, а при необхідності проводять заміну зношених фрикційних накладок і пальців шарнірів важільної системи гальма. Регулювання гальма з електромагнітним приводом проводиться таким чином. Спочатку встановлюють нормальний хід якоря електромагніту. Для цього звільняють гайку (рис. 13) від стопорної шайби і, утримуючи гайку в нерухомому стані ключем, обертають шток гальма за квадратну заточку на його кінці до тих пір, поки початковий хід якоря не буде дорівнювати половині номінального ходу. Потім регулюють замикаючу пружину на необхідний гальмівний момент. Для цього гайку стопорять шайбою і обертають шток за квадратну заточку. При цьому гайки утримуються від обертання ключем, і вони переміщаються уздовж штока, підтискаючи пружину до довжини, при якій виникне необхідний гальмівний момент. По закінченні регулювання гайки затягують і регулюють рівномірність відходу гальмівних колодок від шківа. Для цього отжимном гайку обертають і пересувають уздовж штока до упору в гальмівний важіль. Потім гайку утримують ключем, а шток обертають до тих пір, поки якір електромагніту не торкнеться сердечника, а важелі гальма не будуть розведені на нормальний хід якоря. Однакові розміри відходу колодок від шківа встановлюють упорним болтом. По закінченню регулювання болт затягують, а віджимну гайку притискають до гайок.
При регулюванні гальма з приводом від електрогідравлічного штовхача обертають гайки на тязі замикаючої пружини, змінюючи її осадку і забезпечуючи необхідний гальмівний момент. Хід штока штовхача регулюють обертанням гайки на верхній тязі гальма. Рівномірність відходу колодок від гальмівного шківа забезпечують обертанням упорного гвинта, встановленого на гальмівному важелі.
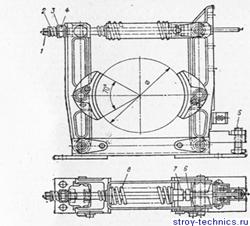
Рисунок 13.Система важеля кранового гальма
При технічному обслуговуванні гальм доливають масло в порожнину штовхача до необхідного рівня. Категорично забороняється змішувати масла різних марок. При експлуатації крана на відкритому повітрі з температурою нижче -10 ° С масло в штовхачі може загустіти і час спрацьовування штовхача збільшується. Категорично забороняється розбавляти масло гасом для зменшення його в'язкості, так як гас роз'їдає ізоляцію обмоток приводного двигуна насоса штовхача і штовхач виходить з ладу. Для зміни гальмівних колодок в гальмі з електромагнітним приводом гальмівні важелі розводять віджимною гайкою 6 до зіткнення якоря з сердечником, а в гальмі з електрогідравлічним штовхачем вручну витягають шток штовхача і утримують його в цьому положенні, підклавши під приводний важіль на верхню кришку штовхача дерев'яний або металевий брусок, або витягають шток штовхача, обертаючи гайку на верхній тязі гальма. Потім вибивають пальці шарнірів кріплення колодок і колодки просувають по поверхні тертя шківа до положення, при якому колодку можна вийняти через зазор між шківом, гальмівним важелем і штоком. Фрикційні накладки не ремонтуют, а замінюють новими. Для цього зношену накладку видаляють з колодки і вибивають старі заклепки. Відрізаний шматок еластичними вальцьованими стрічки накладають на поверхню колодки і по отворах в колодці у стрічці свердлять отвори для заклепок. Стрічку прикріплюють до колодки мідними, латунними або алюмінієвими заклепками спеціальним кернером (рис. 14, а). Заклепки можуть бути суцільними (рис. 14, б), порожнистими (рис. 14, в) і надсверленими (рис. 14, г). Послідовність установки заклепок при парному і непарному числі рядів заклепок наведена на рис. 16. Центр заклепок повинен відстояти від краю накладки не менше ніж на 15 мм, інакше накладка може розтріснутися. Відстань між заклепками повинна бути не менше 80-100 мм. Прикріплена накладка повинна прилягати до колодки щільно без складок. Більш надійним і ефективним є метод приклеювання накладок до колодок термостійкими клеями, наприклад, марки ВС-ЮТ. Однак цей метод вимагає нагрівання накладки в зборі з колодкою протягом декількох годин для застигання клею при температурі 150-200 ° С, що в цехових умовах не завжди можливо.
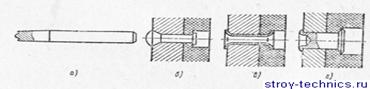
Рисунок 14. Кріплення фрикційних накладок; а - кернер; б - суцільним заклеюванням; в, г - пустотілою заклепкою; надсверленною заклепкою
Зазори в шарнірах важільної систему гальма не повинні перевищувати 0,3 мм при діаметрі пальця 10-18 мм і 0,4 мм при діаметрі пальця 18-30 мм. Отвори в зношених важелях при ремонті розточують на більший діаметр і виготовляють нові пальці під збільшений розмір отвору.
Вантажні барабани і блоки відновлюють проточуванням струмків. Якщо первісна товщина стінки рівчака блока після проточки зменшилася більш ніж на 30%, а стінки барабана - більш ніж на 10%, то блок або барабан повинен бути замінений новим. Для вимірювання зносу рівчака блока застосовують шаблони (рис. 15).

Рисунок 15. Схема для оцінки зносу рівчака блока за допомогою шаблону
Ходові колеса відновлюють шляхом ручного наплавлення зносостійким дротом, а потім проточують під номінальний розмір і повторно піддають термообробці поверхню колеса.
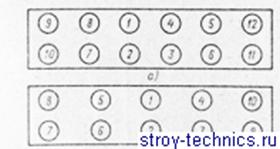
Рисунок 16. Послідовність установки заклепок:
А, б - при парному і непарному числі рядів заклепок
Ремонт електрообладнання крана виконують слюсарі з ремонту електроустаткування, що мають спеціальну електротехнічну підготовку. Ремонтувати електричні прилади машиністу, який не має кваліфікації електрослюсаря, самостійно забороняється.
По закінченні поточного ремонту приймання і пуск крана в експлуатацію виробляє працівник, відповідальний за справний стан і безпечну дію кранів цеху. Перед здачею крана в експлуатацію необхідно очистити міст крана і кранові колії від сторонніх предметів.
Похожие статьи
-
Технологія монтування - Монтаж мостових кранів
На сьогоднішній день існує декілька способів монтажу мостових кранів: 1) за допомогою баштового або стрілового рейкового кранів; 2) за допомогою...
-
Надежность - это комплексное свойство технического объекта (приборы, устройства, машины, системы); состоит в его способности выполнять заданные функции,...
-
Технологія складання - Монтаж мостових кранів
Перевірка підкранових колій Перед монтажем крана необхідно виконати перевірку підкранових колій, тобто виміряти відстань L між підкрановими коліями,...
-
Мостовой кран предназначен для подъема и перемещения грузов при производстве сборочных, монтажных, технологических и складских работ. Мостовой кран...
-
Стоимость и продолжительность монтажа могут быть значительно уменьшены при внедрении прогрессивных методов организации и производства работ. При этом...
-
Структура и задачи ремонтно-механической службы Технологический процесс в цехе, краткий анализ основных механического оборудования. Первоначальное...
-
Смазывание - это нанесение смазочного материала на трущиеся поверхности для уменьшения сопротивления трению и повышению износостойкости трущихся...
-
Основной характеристикой разливочных кранов являются их грузоподъемность, определяющая вместимостью сталеплавильных агрегатов. Применяются разливочные...
-
Ремонт металлургического оборудования Успешное проведение работ по монтажу оборудования зависит от рациональной планировки и организации монтажной...
-
Определяем общее передаточное отношение механизма передвижения крана по формуле: I= (7) Где nДв -число оборотов ротора двигателя: NХ. д - число оборотов...
-
Посадочные краны предназначены для загрузки заготовок в горизонтальные нагревательные печи, выгрузки их из печи и подачи к прокатным станам. Посадочный...
-
Ремонтно-механическая служба ММК - является неотъемлемой составляющей технологического цикла комбината. Механоремонтный комплекс - самое крупное дочернее...
-
Используется два типа очистки сточных вод: локальная очистка и общая очистка. Локальная очистка подразумевает очистку воды на месте ее использования,...
-
Вступ, Опис мостових кранів - Монтаж мостових кранів
При реконструкції та технічному переозброєнні діючих та будівництві нових промислових підприємств, велика роль належить своєчасному і якісному монтажу...
-
Техника безопасности на предприятии - это совокупность мероприятий организационного и технического характера, которые направлены на предотвращение на...
-
Выбор исходных данных и силовая схема к расчету Вес крана GТ=1818к Н Вес груза GГр=360 кН Скорость передвижения крана V=1.25м/с Диаметр колеса D=0.95 м...
-
ЕКСПЛУАТАЦІЯ ЕЛЕКТРООБЛАДНАННЯ, Експлуатація електродвигуна - Компресори та компресорні установки
Експлуатація електродвигуна Стан електродвигунів, їх пускорегулюючих пристроїв і захисту повинно забезпечувати їх надійну роботу в момент пуску і в...
-
Материалы, применяемые при ремонте козлового крана Все материалы, применяемые для ремонта металлоконструкций, по своим механическим и качественным...
-
Монтаж и ремонт, Монтаж машины - Модернизация итальянской линии по производству шампанского
Монтаж машины Монтаж машины производят следующим образом: выбирают место для установки машины. Станину на ножках выравнивают с помощью уровня. Следят за...
-
Мостовые краны Электрические подъемные краны - это устройства служащие для вертикального и горизонтального перемещения грузов. Подвижная металлическая...
-
Определяем трудозатраты для механической части для провидения капитального ремонта , чел/час Где RМ - категория сложности механической части, RМ = 0,5 р....
-
Краткое описание зоны загиба Зона загиба МНЛЗ предназначена для разливки стали и придания формы слябам. Рисунок 5. Общий вид зоны загиба МНЛЗ Таблица 1....
-
Крановые защитные панели: Крановые защитные панели применяют при контроллерном управлении двигателями крана, а также вместе с некоторыми магнитными...
-
Введение - Проект мостового крана
Крановое электрооборудование является одним из основных средств комплексной механизации всех отраслей народного хозяйства. Подавляющее большинство...
-
Расчет мощности электродвигателя привода мостового крана по нагрузочному графику и выбор электродвигателя в каталоге Исходными данными проектирования...
-
Нагрузка кранов, как правило, изменяется в широких пределах: для механизмов подъема - от 0,12 до 1,0 а для механизмов передвижения - то 0,5 до 1,0...
-
Целью курсового проекта является изучение вопросов монтажа зоны загиба МНЛЗ. Изучить теоретические положения установки на виброизолирующие опоры,...
-
ВВЕДЕНИЕ - Монтаж, техническая эксплуатация и ремонт питателя шнекового
В последние годы в связи с ростом производства построено большое количество новых предприятий оснащенных современными технологиями, новейшим техническим...
-
Експлуатація пускозахисної апаратури - Компресори та компресорні установки
Одна з умов надійної, економічної і безпечної роботи пускозахисної апаратури - правильний її вибір по електричних параметрах, конструктивному виконанню,...
-
Введение - Электропривод механизма передвижения тележки козлового крана
Простейшие подъемно-транспортные устройства - рычаги, вороты, а также рычажные и ковшовые подъемники - были известны разным народам еще в глубокой...
-
Смазка должна производится в соответствии со схемой смазки и таблицей смазки. При отсутствии масел и смазок, указанных в таблице смазки допускается...
-
Задание: спроектировать механизм подъема груза мостового крана общего назначения. Дано: грузоподъемность кг; скорость подъема ; высота подъема ; режим...
-
Монтаж естакади для запасних ємкостей, Споруда приймального моста - Бурові вежі: типи, конструкції
Запасні ємкості служать для зберігання необхідного резерву глинистого розчину на спеціальному майданчику, влаштованому біля циркуляційної системи. Висота...
-
Техника безопасности - Электропривод механизма передвижения тележки козлового крана
В каждом цехе, на строительной площадке или другом участке работ грузоподъемных кранов должно быть назначено приказом по предприятию или строительству...
-
Общий вид козлового крана - Электропривод механизма передвижения тележки козлового крана
Механизмы имеют техническую характеристику, по которой их подбирают для того или иного крана. В характеристику механизма включают параметры двигателя...
-
Грузоподъемные машины и механизмы предназначены для перемещения грузов в вертикальной и горизонтальной плоскостях на относительно небольшие расстояния....
-
Основная задача монтажа тела накала состоит в прочном закреплении вольфрамовой спирали на ножке и создания постоянных электрических контактов между...
-
Монтаж конструкций промышленных зданий - Монтаж строительных конструкций
Монтаж конструкций, современных одно - и многоэтажных зданий, как правило, осуществляют по захватной системе. В зависимости от размеров пролетов, высоты...
-
Основная задача монтажа тела накала состоит в прочном закреплении вольфрамовой спирали на ножке и создания постоянных электрических контактов между...
-
Оборудование сварочного поста. - Монтаж водопроводов. Сварочный пост
Основным оборудованием сварочного поста являются источник питания, балластный реостат, ограничитель напряжения холостого хода источника питания, пусковая...
Експлуатація ПТМ - Монтаж мостових кранів