Притирка иглы и седла - Судовые дизельные установки
После выявления состояния запирающего пояска возможны несколько вариантов дальнейших действий.
Вариант 1.
Уплотняющий поясок занимает правильное положение на переходе конуса в цилиндрическую часть, но его ширина увеличена и нижняя кромка четко не просматривается. Задача притирки сводится к уменьшению ширины пояска у форсунок к МОД до 0,1-0,2 мм с приданием четкого очертания нижней границы (для СОД оптимальная ширина пояска может быть на уровне 0,3-0,5 мм). Для этого притирочную пасту 3-4 точками наносят несколько ниже проявившегося блестящего пояска (рис. 6.4.10). Вставить иглу в корпус и легкими вращательными движениями (2-3 оборота всего)
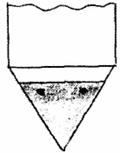
Рис 6.4.10
Равномерно распределить пасту по обрабатываемым поверхностям. Далее провести короткую притирку (15-30 сек.) вращательно ударными движениями. Вытащить иглу и тщательно очистить поверхности.
Нанести снова 3-4 точки уже на самую границу пояска и легкими вращательными движениями (без ударов) провести притирку 5-10 сек. Снова извлечь иглу, очистить ее и седло и осмотреть. Если пара не сильно изношена, то этого бывает достаточно для формирования нужной ширины пояска. Если нет, то операцию повторяют до получения нужного результата. Пара промывается, осушается, собирается.
Примечание. Некоторые специалисты предпочитают окончательную доводочную операцию производить без пасты на масле. При этом происходит выглаживание пояска без износов - поясок "набивается".
Вариант 2.
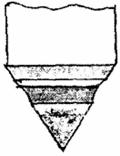
Уплотняющий поясок несколько смещен вниз от основания конуса (рис.6.4.11). На первом этапе задача сводится к смещению пояска вверх в нужную зону для чего пасту наносят ниже кромки пояска и также интервалами 15-30 сек. Производить притирку и замену пасты. Если паста после притирки равномерно распределена по поверхности, то это указывает на отсутствие искажения формы конусов и поясок довольно
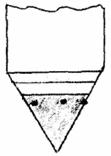
Рис.6.4.11 Рис.6.4.12 быстро будет перемещаться вверх к основанию, а окончательную его доводку проводят по варианту 1. Если же игла притиралась многократно, то не исключено, что на конусе под пояском имеется впадина. Такую ситуацию можно отличить по неравномерному распределению пасты после притирочных операций: выступающий поясок будет светлым, а впадина со скопившейся в ней пастой будет выглядеть темной полосой (рис.6.4.12). Ситуация осложняется и потребует большего времени или даже проверки формы седла и его исправления. При достаточной квалификации исполнителя выступ на конусе иглы, на котором находится поясок, можно убрать тонким (мелким) бруском, установив иглу на станок (снять всего 0,01-0,02 мм). После этого притирку повторить.
Вариант 3.
Поясок на игле смещен вниз и притиркой по седлу его не удается исправить. Требуется проверка формы седла в корпусе. Если выяснится нарушение формы седла, то после ее исправления притирку можно повторить по варианту 2.
Проверку и исправление формы седла производят с помощью, притира аналогичного по форме и размерам игл, и отличающегося от нее увеличенным углом конуса (60 градусов 30 минут вместо 60 градусов) и уменьшенным диаметром цилиндрической направляющей части (так, для дизеля RND 68 рекомендуемый диаметр 11,50 мм). В судовых условиях его невозможно изготовить с такой точностью по углу конуса и необходимо сделать заказ на его изготовление. При этом обязательно нужно указать матери: серый чугун СЧ22; СЧ28 (cast iron).
Выбор материала притира мотивирован тем, что он должен быть мягче притираемых поверхностей. (Так для обработки посадочного гнезда под форсунку в стальной цилиндрической крышке притир изготовляют из более мягкого материала бронзы). К тому же серый чугун обладает антизадирными свойствами и не подвержен пластическим деформациям в следствии нулевой пластичности. Поэтому и проверочные плиты делают чугунными. Требование к пониженной твердости по отношению к обрабатываемой поверхности обусловлено тем, что при притирке абразивы способны внедряться в более мягкую поверхность и образуют вместе с нею нечто наподобие абразивного камня. Такая поверхность царапает более твердую, а сама защищена от износа и искажения формы. Как производится обработка седла распылителя чугунным притиром подробно описано в инструкциях к двигателям модификаций RND и RTА фирмы "Зульцер".
Если причина затрудненной притирки иглы оказалась в изношенности седла, то после исправления его формы операцию можно повторить.
Похожие статьи
-
Подготовка к притирке распылителя - Судовые дизельные установки
Операцию по притирке приходится производить при каждой плановой ревизии форсунок и тем более при наличии отказов. Используемые при этом приемы и...
-
Проверка форсунок - Судовые дизельные установки
Техническое состояние форсунок определяет надежность и экономичность работы двигателя. Снижение плотности и неудовлетворительное распыливание приводят к...
-
Форсунка - Судовые дизельные установки
Форсунки служат для непосредственного впрыскивания топлива в цилиндр двигателя, распыливания его на частицы с размером не более 5-30 мк и распределения...
-
Особенности конструкции форсунки двигателей MAN&;amp;BW L-MC - Судовые дизельные установки
Конструкцию распылителя форсунки судовых дизелей Бурмейстер и Вайн (рис. 6.4.5., а) с незначительными изменениями применяли до тех пор, пока не была...
-
Основные неисправности форсунки - Судовые дизельные установки
Форсунка топливный дизельный двигатель Неисправности в работе форсунок всегда приводят к ухудшению смесеобразования, в результате чего скорость сгорания...
-
Тепловое состояние и охлаждение форсунок - Судовые дизельные установки
В общем случае, количество подводимого к распылителю форсунки тепла определяется температурой газов t газ в камере сгорания и величиной площади их...
-
Проверка и регулировка топливной форсунки - Судовые дизельные установки
Проверять работу форсунки можно при помощи топливного насоса, установленного на двигателе; или лучше на специальном стенде (Рис. 6.4.7.). Передвигая...
-
Неисправности топливной системы - Судовые дизельные установки
При пуске коленчатый вал вращается с частотой, достаточной для пуска, но вспышек топлива в цилиндрах нет или они происходят с перебоями и дизель...
-
Процесс топливоподачи - Судовые дизельные установки
Основные понятия и параметры процесса топливоподачи 1. Цикловая подача - подача топлива за один рабочий цикл GЦ = (gE NE m / 60 n i) г/цикл, Где: m -...
-
Проверка и регулировка угла опережения подачи топлива - Судовые дизельные установки
Своевременность сгорания топлива обуславливается углом опережения подачи топлива. От его величины зависят продолжительность периода задержки...
-
Форсунки с многодырчатыми распылителями - Судовые дизельные установки
Распыливание топлива Факел топлива, вылетающего с большими скоростями из соплового отверстия, состоит из центральной части - струи, включающей грубо...
-
Топливная система - Судовые дизельные установки
Типовая схема топливной системы судовой дизельной установки, включающей топливоподготовку и подачу топлива к двигателю, представлена на рис. 6-1. До...
-
Основы конструкции топливных насосов - Судовые дизельные установки
Топливные насосы, обычно называемые топливными насосами высокого давления (ТНВД), выполняют следующие функции: 1. Отмеривание (дозирование) порции...
-
Введение - Судовые дизельные установки
Двигатели внутреннего сгорания (ДВС) широко применяют в промышленности и на всех видах транспорта благодаря высокой экономичности по удельному расходу...
-
Выбор типа установки для проектируемого судна обычно производится на основе сравнительной оценки наиболее перспективных вариантов СЭУ, удовлетворяющих...
-
Судно оснащено подруливающим устройством мощностью 200 кв с реверсивным винтом фиксированного шага. Оно служит как вспомогательное устройство, когда есть...
-
Судовые энергетические установки - Организация работы транспортного судна
Характеристика Главных Двигателей. Главный судовой дизель ЗД12 предназначен для работы на винт судна, устанавливается в судах речного и морского флота,...
-
Ориентировочные размеры МО и эскиз плана трюма, - Расчет параметров судовой энергетической установки
Необходимая длинна МО между носовой и кормовой переборками на уровне настила двойного дна для одновальной установки определяется: Где: LД - длинна...
-
Расчет основных элементов валопровода - Расчет параметров судовой энергетической установки
Проектирование судового валопровода дизельной установки проводится в соответствии с требованиями Правил Морского Регистра Судоходства. Промежуточный вал....
-
Судовой валопровод - Расчет параметров судовой энергетической установки
Судовой валопровод представляет собой систему валов и различных конструктивных элементов, соединяющих гребной винт с главным двигателем. О назначение...
-
Основы работы катка - Совершенствование энергетической установки дорожного катка
При установившемся движении материал (рисунок 2)в зоне его контакта с ведомым вальцом катка действует вертикальная сила, равная вертикальной нагрузке, и...
-
Разборка-сборка . На крупных станциях технического обслуживания, которые занимаются различными марками автомобилей, могут присутствовать специальные...
-
Катки - наиболее распространенные и простые машины, задействованные в технологии строительства и ремонта дорог. Каток предназначен для послойного...
-
Устанавливайте головку цилиндров в порядке, обратном снятию. Прокладку между головкой и блоком цилиндров обязательно замените новой. Если болты крепления...
-
13. Уголь принимается от железных дорог только маршрутами одной марки, а антрациты - не более четырех марок в маршруте. Прием маршрутов с углем...
-
Характеристика и классификация видов способа Дополнительные ремонтные детали (ДРД) применяют: 1) для компенсации износа поверхностей деталей; 2) для...
-
Рабочим органом катка являются колеса или валец - цилиндр, расположенный вместо колеса или колес. Вальцы катка выполняют цельнолитыми из чугуна или...
-
Цену единицы продукции можно определить различными методами в зависимости от наличия и полноты информации. Если известны затраты на эксплуатацию машины,...
-
В помещении для испытания турбокомпрессоров предусмотренна вытяжная механическая вентиляция из комнаты, где находится установка. Дело в том, что при...
-
В качестве заготовки для шестерни используем поковку, изготовленную на горячештамповочном кривошипном прессе. Существует ряд основных принципов...
-
Введение - Проект осветительной установки стригательного пункта
Свет является одним из важнейших параметров микроклимата. От уровня освещенности и спектрального состава света зависят здоровье людей, продуктивность...
-
Введение - Проект осветительной установки конюшни
Свет является одним из важнейших параметров микроклимата. От уровня освещенности и спектрального состава света зависят здоровье людей, продуктивность...
-
Введение - Проект осветительной установки
Свет является одним из важнейших параметров микроклимата. От уровня освещенности и спектрального состава света зависят здоровье людей, продуктивность...
-
При оценке опасности поражения электрическим током следует руководствоваться документами: ГОСТ 12.0.38-82 "ССБТ. Электробезопасность. Предельно...
-
Топливо . В соответствии с ГОСТ 305-82 для рассчитываемого двигателя принимаем дизельное топливо (для работы в летних условиях - марки Л и для работы в...
-
ВСТУП - Комплектація приймальної установки супутникового безпосереднього телевізійного мовлення
Супутникові ретранслятори для передавання інформації вживаються в міжнародних, регіональних та національних засобах звязку, а також для організації...
-
В состав лабораторной установки входят: - аналоговая вычислительная машина МН-10, на лицевой панели которой набрана электронная модель следящей системы;...
-
Как отмечал А. И. Колчин и В. П. Демидов [ ] тепловой расчет позволяет с достаточной степенью точности аналитическим путем определить основные параметры...
-
Введение - Проект осветительной установки коровника
Свет является одним из важнейших параметров микроклимата. От уровня освещенности и спектрального состава света зависят здоровье людей, продуктивность...
-
Актуальность темы дипломной работы - Совершенствование энергетической установки дорожного катка
В данном диплом проекте было рассмотрен вопрос, как усовершенствовать энергетическую установку катка ДУ-50. Данный каток выбран, потому что несмотря на...
Притирка иглы и седла - Судовые дизельные установки