Заготовительные операции - Заготовительные операции
Литые, кованые и штампованные заготовки обычно поступают на сварку в виде, не требующем дополнительных операций. По-другому обстоит дело с деталями из проката. После подбора металла по размерам и маркам стали необходимо выполнить следующие операции: правку, разметку, резку, обработку кромок, гибку и очистку под сварку.
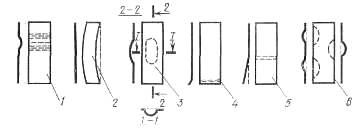
Виды деформации листовой стали:
1 - волнистость; 2 - серповидность в плоскости; 3 - местные выпучины; 4 - заломленные кромки; 5 - местная погнутость; 6 - волнистость поперек части листа
Листовой прокат требует правки в том случае, если его поставляют в неправленом виде, а также если деформации возникли при транспортировании. Наиболее часто встречающиеся виды деформирования изображены на рис.13.29.
Правка осуществляется созданием местной пластической деформации и обычно производится в холодном состоянии. Для устранения волнистости листов и полос толщиной от 0, 5 до 50 мм широко используют многовалковые машины (число валков больше пяти). Исправление достигается многократным изгибом; при пропускании листов между верхним и нижним рядами вал ков, расположенных в шахматном порядке (рис.13.30, а). Листы] толщиной менее 0, 5 мм правят растяжением с помощью приспособлений на прессах или на специальных растяжных машинах.
Серповидность листовой и широко полосной стали поддается правке в ограниченной степени. Ее выполняют на многовалковых листоправильных вальцах с применением прокладок, выкладываемых у вогнутой кромки.
Правку мелко - и среднесортового, а также профильного проката производят на роликовых машинах (рис.13.30, 6), работающих по той же схеме, что и листоправилъные.
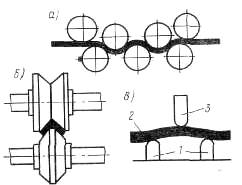
Схемы правки листовых и профильных элементов:
А - налистотравильных вальцах; б - вуглоправильных вальцах; в - на прессе.
Для двутавров и швеллеров такой способ используется только для исправления в плоскости меньшего момента сопротивления. Исправление в другой плоскости осуществляют изгибом на правильно-гибочных прессах кулачкового типа (рис.13.30, е). При постоянном ходе толкателя 3 задаваемая деформация профиля 2 регулируется изменением расстояния между опорами /. На прессах правят и толстолистовой прокат с толщиной более 50 мм.
Холодная деформация сопровождается уменьшением пластичности металла. Поэтому относительное остаточное удлинение б наиболее деформированных волокон необходимо ограничивать. Например согласно СНиП 18-ТЪ при холодной правке 6^1%; при холодной гибке 6<2%, что соответствует радиусу изгиба не менее 50 толщин листа приправке и ке менее 25 толщин листа при гибке. Исходя из этого, устанавливаю т предельные значения искривлений, исправление которых еще допускается в холодном состоянии.
В случае необходимости создания боле* значительных деформаций правка и гибка стали должны производиться в горячем состоянии после нагрева до 900-1000°С для стали классов до С 46/33 включительно и до 900-950°С для стали классов С 52/40 и С 60/46. Деформирование при высокой температуре сопровождается процессом рекристаллизации, и пластические свойства металла не снижаются. V
Нередко правке в вальцах подвергают сварные заготовки из двух или нескольких листов, сваренных стыковыми швами. Для ограничения пластической деформации зонъ1 сварного соединения усиление сварного шва должно быть минимальным. В ряде случаев усиление рекомендуется удалять.
Разметка. Индивидуальная разметка трудоемка. Наметка более производительна, однако изготовление специальных наметочных шаблонов не всегда экономически целесообразно. Оптический метод позволяет вести разметку без шаблона - по чертежу, проектируемому на размечаемую поверхность. Разметочно-маркировочные машины с пневмокернером производят разметку со скоростью до 8-10 м/мин при погрешности +1 мм. В этих машинах применяют программное управление. Использование приспособлений для мерной резки проката, а также машин для тепловой резки с масштабной фотокопировальной или программной системой управления позволяет обходиться без разметки.
Похожие статьи
-
Схема резки металла на ножницах различных типов - Заготовительные операции
Резка и обработка кромок. Резка деталей с прямолинейными кромками из листов толщиной до 40 мм, как правило, производится на гильотинных ножницах...
-
Гофрированные листы - Заготовительные операции
Гофрирование(рис.13.33) Предпочтительно производить штамповкой, а не гибкой, чтобы поперечные кромки листов оставались плоскими. Очистка. Для очистки...
-
Заготовительное производство в технологической цепочке изготовления продукции занимает важное место, поскольку решает вопросы повышения коэффициента...
-
Разрезка и заготовительная обработка проката - Прокат и его производство
Производится на заготовительных участках механических цехов различными способами, отличающимися производительностью, точностью заготовки, стойкостью...
-
Деталь "Переходник" предназначена для присоединения электродвигателя к корпусу редуктора и защиты места соединения вала двигателя с валом редуктора, от...
-
Таблица 4 - Режимы термообработки Операция T, °С Охлаждающая среда HRC Цементация 930 Охлаждение медленное в колодцах или ящиках Закалка 820 - 840...
-
Технологический процесс изготовления щитов из ламинированной ДСтП включает следующие операции: 1) раскрой плит на щитовые заготовки (без припусков на...
-
Основные кузнечные операции - Кузнечные операции
Основные кузнечные операции при ковке заключаются в обработке нагретого металла ударами молота или давлением для получения поковок или изделий...
-
Суть процесса. Основные операции и область использования - Характеристика литья под давлением
Принцип процесса литья под давлением основан на принудительном заполнении рабочей полости металлической пресс-формы расплавом и формировании отливки под...
-
Формообразующие операции листовой штамповки - Способы формообразования конструкционных материалов
При формообразующих операциях стремятся получить заданную величину деформации, чтобы заготовка приобрела требуемую форму. Основные формообразующие...
-
Операции листовой штамповки - Технологии штамповки
Разделительные операции предназначены или для получения заготовки из листа или ленты, или для отделения одной части заготовки от другой. Операции могут...
-
Введение, Технология кузнечных работ - Кузнечные операции
Испокон веков кузнечное ремесло ассоциировалось с магией. Да и как могло быть иначе, если в кузнице бесформенные куски железа превращались в вещи...
-
НОРМИРОВАНИЕ ОПЕРАЦИЙ - Технологический процесс сборки штампа
Технологический процесс сборки штампа включает следующие переходы: Выполняемые переходы при запрессовки колонок: 1. Взять и установить корпус на стол...
-
Последовательность операции макроанализа, Микроскопический анализ - Обработка на сверлильных станках
При необходимости полного макроскопического исследования и определения как нарушений сплошности металла, так и дефектов строения, целесообразно...
-
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку...
-
Деталь типа "Валик шлицевой" имеет довольно простую геометрическую форму. Основные поверхности - тела вращения. Валик шлицевой предназначен для передачи...
-
Заключение, Литература - Кузнечные операции
Современная художественная ковка включает весь арсенал приемов ручной ковки, и в то же время условия работы современного кузнеца значительно изменились....
-
Состав материалов должен обеспечивать получение в отливке заданных физико-механических и физико-химических свойств; свойства и структура должны быть...
-
СВЕРЛЕНИЕ - Операции ручного изготовления ювелирных украшений
Процесс образования отверстия в сплошном материале при помощи режущего инструмента -- сверла -- называется сверлением. Процесс увеличения при помощи...
-
Операции участка отделки и заключительные операции 1. Чистка верха и низа обуви; 2. Проверка и чистка гвоздей внутри обуви; 3. Ручная отделка и...
-
Вместо обоечных машин на двух системах или только на второй можно применять шелушильно-шлифовальные машины типа ЗШН. После шелушильных систем количество...
-
Литейные сплавы - Заготовительное и литейное производство
1. Чугун является наиболее распространенным материалом для получения фасонных отливок. Чугунные отливки составляют около 80 % всех отливок. Широкое...
-
Расчет норм штучно-калькуляционного времени выполнен по методике [11]. Штучно-калькуляционное время Тшт. к.=tо+tв+tтех+tор+tп+tпз, мин. (3.17) Где tо -...
-
Современные тенденции: рост значения последних операций. - Производственная система
Труд - это технологическая характеристика труда‚ как элемента производственной операции. То есть речь идет о содержании труда, степени равномерности,...
-
Выбор метода и способа получения заготовки Необходимость экономии материальных ресурсов предъявляет высокие требования к рациональному выбору заготовок,...
-
Последовательность складских операций - Работа столовой
Складские помещения предприятий общественного питания служат для приемки поступающих от поставщиков продуктов, сырья и полуфабрикатов, их краткосрочного...
-
Последовательность складских операций Складские помещения предприятий общественного питания служат для приемки поступающих от поставщиков продуктов,...
-
ШАБРЕНИЕ - Операции ручного изготовления ювелирных украшений
Отделочная операция снятия с изделия очень тонкого слоя металла при помощи режущего инструмента -- шабера -- называется шабрением. Различают три вида...
-
(Наименование и последовательность операций) 1. Операция токарная (для снятия заусениц и задиров). Установить деталь в центры (рифленый и вращающийся),...
-
Полтавскую крупу подразделяют на 4 номера: № 1 -- проход через сито с отверстиями 3,5 и сход -- 3,0 мм; № 2 --3.0 и 2,5 мм; № 3 -- 2,5 и 2,0 мм; № 4 --...
-
Классификация литых заготовок - Заготовительное и литейное производство
По условиям эксплуатации, независимо от способа изготовления, различают отливки: - общего назначения - отливки для деталей, не рассчитываемых на...
-
Современное состояние и роль литейного производства в машиностроении Теория и практика технологии литейного производства на современном этапе позволяет...
-
Определяем трудозатраты для механической части для провидения капитального ремонта , чел/час Где RМ - категория сложности механической части, RМ = 0,5 р....
-
Характер производства Для мелкосерийного и единичного производства характерно использование в качестве заготовок горячекатаного проката, отливок,...
-
Операционная карта выполнена по ГОСТ 3. 1404 - 86 и представлена в приложении 1. Схема наладки станка на выполнение технологической операции...
-
Глубина резания при сверлении, мм: t =0,5-D, [4, с. 276] Где D - диаметр отверстия, мм. Глубина резания при зенковании, мм: t=0,5-(D-d); t2=0,5-9=4,5 мм....
-
Определение себестоимости ремонта В соответствии с разработанным технологическим процессом и производственным техническим нормированием операций...
-
Выбор оборудования для всех операций технологического процесса Определение типа производства. Тип производства определяется по коэффициенту закрепления...
-
В задании на курсовой проект задана технологическая операция - захват. Захват выполняется с помощью схватывающих рабочих органов, которая прикрепляется к...
-
Отделочные операции, Декорирование - Изготовления ювелирных изделий
К отделочным операциям относят операции, связанные с обработкой поверхности изделий: галтовку, пескоструйную обработку, крацовку, шлифовку и полировку....
Заготовительные операции - Заготовительные операции