Виды сварных швов (точечный, непрерывный, прерывистый, цепной, шахматный, многослойный) - Технологический процесс ручной дуговой сварки
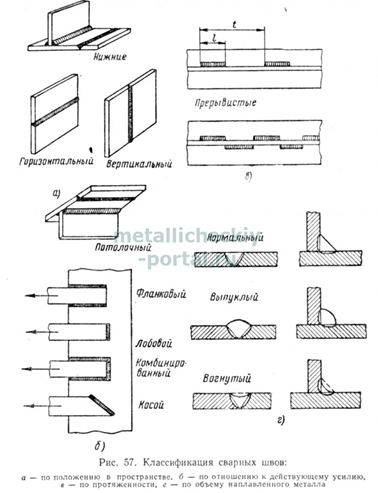
- 1. По положению в пространстве -- нижние, горизонтальные, вертикальные и потолочные (рис. а). Наиболее простым по выполнению является нижний шов, наиболее трудоемким -- потолочный. Потолочные швы могут выполнять сварщики, специально освоившие этот вид сварки. Выполнять потолочные швы дуговой сваркой труднее, чем газовой. Сварка горизонтальных и вертикальных швов на вертикальной поверхности несколько сложнее, чем сварка нижних швов. 2. По отношению к действующим усилиям -- фланковые, лобовые, комбинированные и косые (рис. б). 3. По протяженности -- непрерывные и прерывистые (рис. в). Прерывистые швы применяют в тех случаях, когда соединения не должно быть плотным, а по расчету на прочность не требуется сплошного шва.
Длина отдельных участков прерывистого шва (l) составляет от 50 до 150 мм; расстояние между участками шва обычно в 1,5-- 2,5 раза больше длины участка; величина t называется шагом шва. Прерывистые швы применяют довольно широко, так как они обеспечивают экономию наплавленного металла, времени и стоимости сварки.
4. По количеству наплавленного металла или степени выпуклости-- нормальные, выпуклые и вогнутые (рис. г). Выпуклость шва зависит от типа применяемых электродов: при сварке тонкопокрытыми электродами получают швы с большой выпуклостью. При сварке толстопокрытыми электродами, вследствие большей жидкотекучести расплавленного металла, обычно получаются нормальные швы.
Швы с большой выпуклостью не обеспечивают прочность сварного соединения, особенно если оно подвергается переменным на жидкотекучести расплавленного металла, обычно получаются нормальные швы.
Швы с большой выпуклостью не обеспечивают прочность сварного соединения, особенно если оно подвергается переменным нагрузкам и вибрациям. Это объясняется тем, что в швах с большой выпуклостью нельзя получить плавного перехода от валика к основному металлу и в этом месте образуется нечто вроде "подреза" кромки, где и происходит концентрация напряжений. При действии переменных ударных или вибрационных нагрузок с этого места может начаться разрушение сварного соединения. Швы с большой выпуклостью неэкономичны, так как на их выполнение расходуется больше электродов, времени и электроэнергии.

5. По типу соединения - стыковые и угловые. Угловые швы применяются при выполнении соединений внахлестку, тавровых, угловых, с накладками, прорезных, торцовых. Сторона к углового шва (рис.) называется катетом.
При определении катета к в швах, изображенных на рис. а, принимается меньший катет вписанного в сечение шва треугольника; в швах, показанных на рис. б и в, принимается катет вписанного равнобедренного треугольника.
ГОСТ 5264-80 допускает выпуклость шва е: при нижнем положении сварки - до 2 мм, при ином положении сварки -- до 3 мм. Приращение катета (m - к) при любом положении шва допускается до 3 мм.
Точечные швы обычно выполняют в нахлесточных соединениях плавящимся или неплавящимся электродом (рис.). Сварка удобна в сборке конструкций, для соединения тонколистовой обшивки с рамами из профильного проката, где из-за крупных размеров конструкций затруднено применение контактной точечной сварки, для образования соединений из пакета элементов, приварки шпилек.
Основной трудностью применения точечных сварных соединений является обеспечение плотного прилегания поверхностей свариваемых деталей. Для предупреждения вытекания расплавленного металла зазор не должен превышать 1 мм.

Точечная сварка выполняется с проплавлением металла сварочной дугой или через круглое отверстие, предварительно подготовленное сверлением или прокаливанием. Экономично применять точечную сварку без отверстия в верхней детали.
При пользовании покрытого электрода с проплавлением при сварке сталей толщиной верхней детали достигает 12 мм.
При пользовании плавящегося электрода в углекислом газе с отверстием в верхней детали при сварке сталей толщина верхней детали достигает 30 мм.
Применяется точечная дуговая сварка под флюсом, в различных газах неплавящимся электродом и др.
Сварка может выполняться с подачей электрода или без его подачи до естественного обрыва дуги (с помощью специальных конструкций электрододержателей).
Непрерывный шов - сварной шов без промежутков по длине.
Прерывистый шов - сварной шов с промежутками по длине.
Цепной прерывистый шов - двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.

Шахматный прерывистый шов - двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
Многослойный (многопроходный) шов - сварной шов, выполненный за два и более прохода с частичным или полным наложением валиков друг на друга.

Похожие статьи
-
Соединения Сварным соединением называют совокупность деталей, соединенных сварным швом. При дуговой сварке применяют следующие виды соединений: стыковые,...
-
Характеристика и классификация сварочных материалов. Технологический процесс ручной дуговой сварки
1. Сварочные материалы Сварочная проволока. Для заполнения шва в зону дуги вводят присадочный металл в виде прутка или проволоки, при ручной дуговой...
-
Понятие, что такое сварочная дуга, сварка и сварочная ванна? Ручная дуговая сварка - это сварка покрытым металлическим электродом. Является наиболее...
-
Выбор материала изделия. Обоснование катетов сварных швов Материал изделия для изготовления сварной конструкции, необходимо выбирать в зависимости от...
-
Инструмент сварщика - Технологический процесс ручной дуговой сварки
В принадлежности и инструмент сварщика входят: Электрододержатели служат для зажима электрода и подвода к нему сварочного тока (рис.). Они должны прочно...
-
Рациональное конструирование сварных узлов Рабочие чертежи сварных конструкций следует разрабатывать с учетом мероприятий по уменьшению сварочных...
-
Технические условия на изготовление изделия - Технологический процесс сборки и сварки кронштейна
Требования к материалам деталей Для изготовления сварных конструкций кронштейнов рекомендуется применять низколегированные стали классов прочности не...
-
Меры предосторожности. 1. Создание необходимой изоляции проводов, питающихся от источника тока и специальное заземление аппаратов для сварки. 2. Работа...
-
Технологический процесс сборки и сварки - Способы сварки
Технология сварочных работ состоит в основном из технологических операций сборки и сварки. Сборочная операция осуществляется с целью придания проектного...
-
Ручная дуговая сварка металлическими электродами с покрытием Качество швов зависит не только от техники сварки, но и от других факторов, таких как состав...
-
Сварка - Автоматизация технологических процессов сварки на предприятии "АтлантЭнерго"
Выполнить сварку корневого слоя шва обратноступенчатым способом электродами с основным видом покрытия. Освобождать жимки наружного центратора разрешается...
-
Технологический процесс заготовки деталей - Способы сварки
Заводы по производству сварных конструкций включают в себя следующие отдельные цеха или участки: - склад металла; - заготовительное производство; -...
-
Свариваемость - это свойство металла образовывать при установленной технологии сварки соединения, отвечающие требованиям, обусловленным конструкцией...
-
Наиболее широко используется при изготовлении всевозможных сварных конструкций. В зависимости от материала сварной конструкции, ее габаритов, толщины...
-
Дефекты сварных соединений. - Характеристика процесса сварки
Согласно ГОСТ 23055 - 78* для соединений, выполненных сваркой плавлением, возможно образование шести видов дефектов. Пористость шва: сферическая,...
-
Правила пожарной безопасности, Общие положения - Технологический процесс ручной дуговой сварки
Общие положения На строительно-монтажной площадке опасными факторами пожара являются: открытый огонь (сварочная дуга, пламя газовой сварки и резки);...
-
Первая помощь пострадавшему от электрического тока - Технологический процесс ручной дуговой сварки
Первая помощь во всех случаях должна начинаться с немедленного освобождения пострадавшего от дальнейшего контакта с цепью электрического тока. Самым...
-
Инструменты и принадлежности электросварщика. - Характеристика процесса сварки
К инструментам и принадлежностям электросварщика относятся электрододержатель, щиток или маска, специальный молоток с зубилом, стальная щетка,...
-
Сварочная дуга излучает видимое световое излучение и невидимое ультрафиолетовое и инфракрасное излучение. Влияние света дуги на незащищенные глаза в...
-
Виды электротравм. Действие электрического тока на организм человека может вызвать различные электрические травмы (электрический ожог, металлизацию кожи,...
-
Технологические параметры процесса - Электрошлаковая сварка
Сущность метода принудительного формирования состоит в искусственном охлаждении поверхности металлической ванны. Основное назначение шлаков при (ЭШС) -...
-
Технологические параметры процесса электрошлаковой сварки (ЭШС). - Электрошлаковая сварка
Сущность метода принудительного формирования состоит в искусственном охлаждении поверхности металлической ванны. Основное назначение шлаков при эшс -...
-
Определение режимов сварки - Технологический процесс сборки и сварки кронштейна
Режим сварки - это совокупность характеристик (параметров) сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, формы и...
-
Анализ конструкции (объекта дипломного проектирования) на предмет снижения ее массы, применения новых материалов, совершенствования конструктивных...
-
Холодная сварка чугуна - Горячая сварка чугуна
Сварка чугуна без подогрева изделия применяется шире, чем с подогревом. Подготовка поверхности дефектов к заварке заключается в сверлении, зачистке,...
-
Перед включением электрической вилки в розетку убедитесь, что она именно от того прибора, который Вы собираетесь включить. Также после выдергивания вилки...
-
Классификация электродов - Характеристика процесса сварки
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и для наплавочных работ)...
-
Подготовка металла к сварке Подготовка металла под сварку заключается в очистке, правке, разметке, резке и сборке под сварку. Разделка кромок в моем узле...
-
Общие сведения о дефектах Дефекты в сварных соединениях могут быть вызваны плохим качеством сварочных материалов, неточной сборкой и подготовкой стыков...
-
Введение - Электрическая дуговая сварка на полуавтоматах
Сварка - это один из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили ее широкое применение в народном...
-
Виды сварки, Электрическая дуговая сварка - Виды сварки и способы их применения
Электрическая дуговая сварка При электрической дуговой сварке нагрев метала осуществляется дугой. При устойчивом длительном протеканий тока через...
-
Виды сварных соединений - Сварка металлов. Классификация способов сварки
Сварное соединение - неразъемное соединение, выполненное сваркой. Сварное соединение (рис. 1.1) включает три образующиеся в результате сварки характерные...
-
Особенности электрошлакового процесса - Электрошлаковая сварка
Электрошлаковая сварка с принудительным формированием отличается от дуговой сварки как ручной, так и автоматической, рядом особенностей, которые...
-
Правила промышленной санитарии и гигиены - Технологический процесс ручной дуговой сварки
В рамках данных отраслей исследуется влияние окружающей рабочей среды и технологических процессов на организм людей, осуществляется разработка и...
-
Ручной дуговой сварка электрод Охрана труда и промсанитария Рабочее место сварщика должно содержаться в чистоте и порядке, не допуская ничего лишнего,...
-
Описание изделия Кронштейн является опорной деталью конструкции. Внешний вид кронштейна представлен на листе 1 графической части. Конструкция кронштейна...
-
Электрическая (конденсаторная) сварка - это вид сварки, являющийся наиболее массовым и распространенным при изготовлении вводов. Автомат электросварки...
-
Область применения - Электрошлаковая сварка
Важнейшей проблемой современного машиностроения является экономное использование металлов, снижение металлоемкости конструкций, повышение их надежности и...
-
Электрическая контактная сварка - Развитие сварочного производства
По форме выполняемых соединений различают три основных вида контактной сварки: стыковую, точечную и шовную или роликовую. При стыковой сварке через стык...
-
Классификация разновидностей электрошлаковой сварки - Электрошлаковая сварка
Различают две основные группы приемов электрошлаковой сварки: 1) со свободным формированием сварочной ванны и 2) с принудительным формированием ее. Кроме...
Виды сварных швов (точечный, непрерывный, прерывистый, цепной, шахматный, многослойный) - Технологический процесс ручной дуговой сварки