Электрическая (конденсаторная) сварка - Разработка технологического процесса изготовления ламп накаливания общего назначения БК-220-75
Электрическая (конденсаторная) сварка - это вид сварки, являющийся наиболее массовым и распространенным при изготовлении вводов.
Автомат электросварки типа ЛА_8 представляет собой четырехпозиционную машину последовательного действия, в которой позиционный барабан переносит одно из звеньев ввода из позиции в позицию, и к нему поочередно привариваются другие звенья.
Процесс сварки осуществляется путем оплавления соударяющихся концов двух проволок энергией разряда батареи конденсаторов. При ударной сварке свариваемые детали сначала включаются под электрическое напряжение сварочной установки, а затем производится соударение обеих деталей. Процесс ударной сварки делится на три последовательно протекающие стадии.
В первой стадии при соударении свариваемых деталей возникает ток короткого замыкания, который производит интенсивный мгновенный разогрев свариваемых поверхностей с резким возрастанием давления и взрывообразным выплеском мелких металлических капель.
Во второй стадии происходит оплавление свариваемых поверхностей обеих деталей дуговым разрядом. Дуговой разряд продолжается до вторичного соприкосновения свариваемых деталей, наступающего после того, как сила подачи подвижной детали преодолеет силу отдачи.
Таким образом, с наступлением вторичного соприкосновения свариваемых деталей дуговой разряд переходит снова в короткое замыкание.
В третьей стадии происходит механическая осадка разогретых и оплавленных торцов обеих деталей с выплеском расплавленных частиц из сварного стыка.
Технологический процесс электросварки вводов показан на рис. 2.2
Изготовление трехзвенных вводов начинается с рихтовки медной проволоки (операция 1), подачи на необходимую длину с одновременным центрированием (операция 2), зажима в губках корпуса позиционного барабана (операция 3 на позиции I), отрезки медного звена (операция 4).
Рис. 2.2. Технологический процесс электросварки вводов
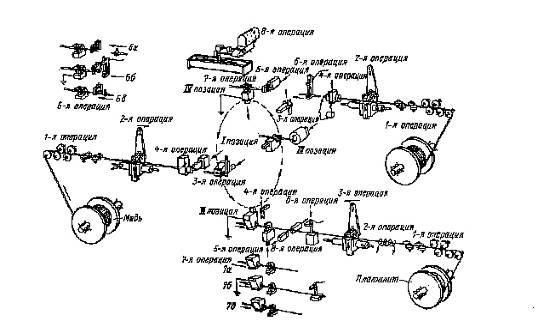
Барабан, поворачиваясь на 90 0, переносит медное звено в позицию II сварки с платинитом (зона нижней сварки). К этой позиции подается отрихтованный (операция 1) и просушенный в электроспирали подогрева (операция 2) платинит, установленный на линии сварки с помощью направляющей вилки (операция 4) и центрального зажима (операция 5); одновременно просекатель, электрически соединенный с конденсаторами, прижимается к платиниту (операция 6), просекая слой буры. На позиции II резким перемещением производится сближение концов меди и платинита. Между ними возникает электрический разряд, сваривающий эти два звена (операция 7). После отрезки платинита на заданную длину (операция 8) и отвода платинита назад (для увеличения зазора в месте резки) следует второй поворот барабана на 90 О. В позиции III специальной оправкой звено платинита подгибается к оси вращения позиционного барабана для облегчения его центровки в позиции IV. После третьего поворота барабана платинит, сваренный с медью, устанавливается в позиции IV сварки с никелем (зона верхней сварки).
Отрихтованная никелевая проволока (операция 1) подается (операция 2) к этой позиции и после центровки (операция 3) зажимается в рычаге-державке никеля и отрезается на заданную длину (операция 4) с последующим отводом отрезанного звена от ножа на 0,8 - 1,0 мм. Резким движением рычага-державки в сторону позиционного барабана (операция 6) сближаются концы платинита и никеля, между ними возникает электрический разряд, производящий сварку. Перед четвертым поворотом губки корпуса открываются (операция 7) и готовой ввод захватывается съемником (операция 8), сбрасывающим его в лодочку, установленную перед барабаном.
Таким образом, за полный оборот барабана получаются четыре готовых ввода.
Автомат имеет производительность 105-130 шт./мин и рассчитан на изготовление электродов диаметром никелевого звена до 1,2 мм, медного - до 0,6 м, платинитового - до 0,5 мм и длиной одного из звеньев не более 75 мм.
Похожие статьи
-
Схема технологического процесса Рисунок 2.1.2. - Схема технологического процесса, изготовления лампы накаливания Изготовление вводов Важными...
-
С целью экономии дефицитных припоев, боковой ввод можно не припаивать к цоколю, а приваривать. Медь с латунью плохо сваривается, а медь со сталью и...
-
Схема технологического процесса Рис. 2.1. Схема технологического процесса изготовления лампы накаливания Изготовление вводов Важными заготовительными...
-
С целью экономии дефицитных припоев, боковой ввод можно не припаивать к цоколю, а приваривать. Медь с латунью плохо сваривается, а медь со сталью и...
-
Основная задача монтажа тела накала состоит в прочном закреплении вольфрамовой спирали на ножке и создания постоянных электрических контактов между...
-
Промывкой достигается уменьшение парциального давления вредных газов в лампе. Сущность этого процесса состоит в том, что после достижения необходимого...
-
Основная задача монтажа тела накала состоит в прочном закреплении вольфрамовой спирали на ножке и создания постоянных электрических контактов между...
-
Навивка спиралей осуществляется на специальных спирализационных машинах. Рассмотрим навивку спиралей на машинах с непрерывным керном (рис. 2.5). Вокруг...
-
Резьбовые цоколи являются наиболее массовым типом цоколей для ламп накаливания общего назначения. Корпус резьбового цоколя чаще всего изготавливают из...
-
Технологическая операция, проводимая для ламп накаливания с целью улучшения вакуума в отпаянной лампе и формирования надлежащей кристаллической структуры...
-
Технологическая операция, проводимая для ламп накаливания с целью улучшения вакуума в отпаянной лампе и формирования надлежащей кристаллической структуры...
-
Промывкой достигается уменьшение парциального давления вредных газов в лампе. Сущность этого процесса состоит в том, что после достижения необходимого...
-
Резьбовые цоколи являются наиболее массовым типом цоколей для ламп накаливания общего назначения. Корпус резьбового цоколя чаще всего изготавливают из...
-
Отожженную спирализованную проволоку на керне разрезают на отдельные отрезки требуемой длины на специальных машинах резки спиралей нескольких типов....
-
Ножки предназначены для обеспечения герметичного ввода в лампу, крепления внутренних деталей ламп. По конструкционному признаку они подразделяются на...
-
Заварка - это герметическое соединение собранной ножки ламп с колбой. При заварке стеклянная ножка и колба свариваются в одну монолитную деталь -...
-
Тарелка - короткая стеклянная трубка с конусообразным расширением. Диаметр основания конической части устанавливают в зависимости от диаметра горловины...
-
В этом курсовом проекте подробно описаны основные технологические процессы изготовления лампы накаливания общего назначения Б-127-40-1. Даны необходимые...
-
Современное человеческое общество немыслимо без повсеместного использования света. Электрическая лампа накаливания - крупнейшее достижение в...
-
Расчет времени отжига Для расчета времени отжига нам необходимо знать верхнюю и нижнюю границу отжига, а также термостойкость стекла. Эти данные можно...
-
В стеклянных деталях изготовленных ламп могут оставаться внутренние напряжения, которые в определенных случаях могут привести к растрескиванию стекла и...
-
В ходе выполнения курсового проекта была разработана технология изготовления ламп накаливания общего назначения типа БК _220 - 75. Произведенные расчеты...
-
Расчет времени отжига Для расчета времени отжига нам необходимо знать верхнюю и нижнюю границу отжига, а также термостойкость стекла. Эти данные можно...
-
В стеклянных деталях изготовленных ламп могут оставаться внутренние напряжения, которые в определенных случаях могут привести к растрескиванию стекла и...
-
Основные рабочие устройства автомата размещены на трех конвейерах: стеклоформующем, дутьевых головок и конвейер форм. Конвейеры расположены друг над...
-
Дроты (стеклянные трубки) изготовляются механизированным горизонтальным вытягиванием, так как размягченное стекло способно сохранять при растягивании...
-
Все источники света, за исключением некоторых типов специальных ламп, имеют цоколь, с помощью которого лампы крепятся к осветительной арматуре и...
-
Все источники света, за исключением некоторых типов специальных ламп, имеют цоколь, с помощью которого лампы крепятся к осветительной арматуре и...
-
Тарелка - короткая стеклянная трубка с конусообразным расширением. Диаметр основания конической части устанавливают в зависимости от диаметра горловины...
-
Окись серебра и борнокислый свинец просушивают 1 час при температуре примерно 120 0С, отмеряют согласно рецепту и перемешивают с помощью шпателя в...
-
Заварка - это герметическое соединение собранной ножки ламп с колбой. При заварке стеклянная ножка и колба свариваются в одну монолитную деталь -...
-
Основные рабочие устройства автомата размещены на трех конвейерах: стеклоформующем, дутьевых головок и конвейер форм. Конвейеры расположены друг над...
-
Навивка спиралей осуществляется на специальных спирализационных машинах. Рассмотрим навивку спиралей на машинах с непрерывным керном (рис.2.9.6). Вокруг...
-
Окись серебра и борнокислый свинец просушивают 1 час при температуре примерно 120 0С, отмеряют согласно рецепту и перемешивают с помощью шпателя в...
-
Ножки предназначены для обеспечения герметичного ввода в лампу, крепления внутренних деталей ламп. По конструкционному признаку они подразделяются на...
-
Дроты (стеклянные трубки) изготовляются механизированным горизонтальным вытягиванием, так как размягченное стекло способно сохранять при растягивании...
-
Лампа накаливания электрическая, источник света, в котором преобразование электрической энергии в световую происходит в результате накаливания...
-
Молибден принадлежит к числу редких тугоплавких металлов. Отечественная промышленность выпускает молибденовую проволоку 1 и 2 классов. Проволоку класса 2...
-
Мастика, применяемая для крепления цоколя к лампе, должна обладать следующими свойствами: Пластичность - намазываться на цоколь. Схватываемость -...
-
Вакуумная лампа накаливания общего назначения Б 127-40-1 подвергается автоматической или полуавтоматической откачки. Вакуумной обработкой обеспечивается...
Электрическая (конденсаторная) сварка - Разработка технологического процесса изготовления ламп накаливания общего назначения БК-220-75