Виды сварных соединений - Сварка металлов. Классификация способов сварки
Сварное соединение - неразъемное соединение, выполненное сваркой. Сварное соединение (рис. 1.1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.
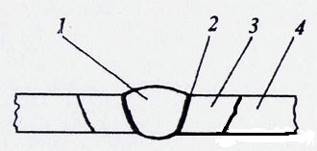
Рис. 1.1. Сварное соединение
Сварной шов - участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва - сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл - металл подвергающихся сварке соединяемых частей.
Зона сплавления - зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Нерасплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния - участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: Стыковые, угловые, тавровые, нахлесточные и торцовые Сварные соединения.
Стыковое соединение - сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 1.2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис. 1.2, б).
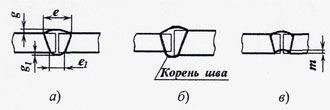
Рис. 1.2. Стыковые соединения
Угловое соединение - сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 1.3).

Рис. 1.3. Угловые соединения
Тавровое соединение - сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 1.4).
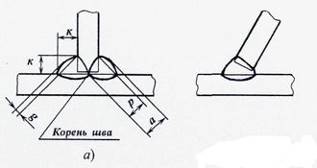
Рис. 1.4. Тавровые соединения
Нахлесточное соединение - сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 1.5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение - сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 1.5, е).
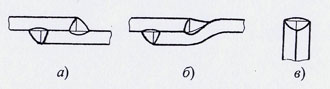
Рис. 1.5. Нахлесточные (а, б) и торцовое соединения (в)
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
По типу сварные швы делят на стыковые, угловые и прорезные.
Стыковой шов - сварной шов стыкового соединения.
Угловой шов - сварной шов углового, нахлестанного или таврового соединений.
Прорезной шов (рис. 1.6) получается в результате полного проплавления верхнего, а иногда и последующих листов, и частичного проплавления нижнего листа (детали). Частным случаем прорезного шва является точечный или пробочный шов (электрозаклепка - при дуговой сварке) (рис. 1.6, г). Прорезные швы при приварке толстого листа (рис. 1.6, д) могут выполняться по заранее выполненным отверстиям в верхнем листе (при точечном шве) или прорези (при непрерывном шве).
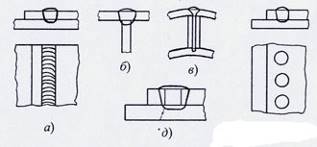
Рис. 1.6. Прорезные швы
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Ширина шва е - расстояние между видимыми линиями сплавления сварного шва (см. рис. 1.2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 1.2, а; 1.4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 1.2, в; 1.3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва - часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 1.2, б; 1.4, а). По существу это обратная сторона шва, в которой различают ширину е 1 и высоту g1 обратного валика (см. рис. 1.2, а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового шва К - определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 1.3, в; 1.4, а). Катет задается в качестве параметра режима, который нужно выдерживать при сварке. Толщина углового шва а - наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла (см. рис. 1.4, а). Для оценки прочности сварного соединения используют расчетную высоту углового шва - р (см. рис. 1.4, а). Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу (см. рис. 1.3, в).
По протяженности сварные швы подразделяют на непрерывные и прерывистые. Стыковые сварные швы, как правило, выполняют непрерывными. Угловые швы могут быть непрерывными (рис. 1.7, а) и прерывистыми (рис. 1.7, б), с шахматным (рис. 1.7, в) и цепным (рис. 1.7, г) расположением отрезков шва. Угловые швы могут быть выполнены и точечными швами (рис. 1.7, б, д).
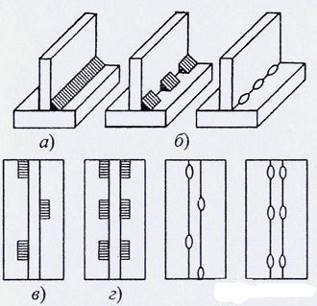
Рис. 1.7. Угловые швы тавровых соединений
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под Слоем сварного шва (I--IV на рис. 1.8) понимают часть металла сварного шва, которая состоит из одного или нескольких валиков (1-5 на рис. 1.8), располагающихся на одном уровне поперечного сечения шва. Валик - металл сварного шва, наплавленный за один проход. Под Проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
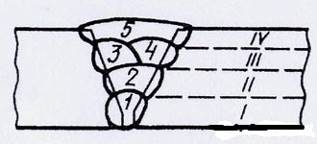
Рис. 1.8. Многослойный шов
По пространственному положению с учетом требований международных стандартов различают следующие сварные швы: горизонтальные (на вертикальной плоскости), вертикальные, потолочные и швы, сваренные в нижнем положении (рис. 1.9, 1.10). На рисунках даны русские и в скобках международные обозначения. Схемы сварки, стыков труб с горизонтальной, вертикальной или наклоненной осью показаны на рис. 1.10.
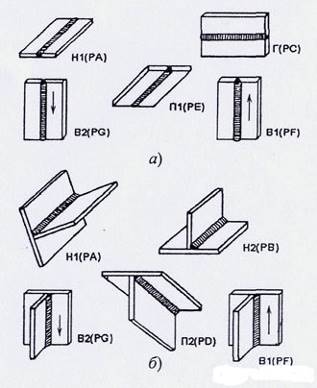
Рис. 1.9. Положение шва при сварке стыковых (а) и тавровых (б) соединений листов:
HI - нижнее; Н 2 - нижнее тавровых соединений; B1 - вертикальное (сварка низу вверх); B2 - вертикальное (сварка сверху вниз); Г - горизонтальное; П 1 - потолочное; П 2 - потолочное тавровых соединений
Рис. 1.10. Положение шва при сварке стыковых (а) и угловых (б) соединений труб: HI - нижнее при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) с поворотом; Н 2 - нижнее при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом; В 1 - переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота "на подъем"; В 2 - переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота "на спуск"; Г - горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом; Н 45 - переменное при наклонном расположении осей труб (трубы), свариваемых (привариваемой) без поворота; П 2 - потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом

Похожие статьи
-
Общие сведения о дефектах Дефекты в сварных соединениях могут быть вызваны плохим качеством сварочных материалов, неточной сборкой и подготовкой стыков...
-
Для монтажа конструкций резервуара используются стыковые (С), угловые (У), нахлесточные (Н) и тавровые (Т) соединения, выполняемые с применением стыковых...
-
Классификация способов сварки - Сварка металлов. Классификация способов сварки
Виды сварки классифицируются по следующим техническим признакам: - по способу защиты металла в зоне сварки (в воздухе, в вакууме, под флюсом, в пене, в...
-
Свариваемость - это свойство металла образовывать при установленной технологии сварки соединения, отвечающие требованиям, обусловленным конструкцией...
-
Дефекты сварных соединений. - Характеристика процесса сварки
Согласно ГОСТ 23055 - 78* для соединений, выполненных сваркой плавлением, возможно образование шести видов дефектов. Пористость шва: сферическая,...
-
ЗАКЛЮЧИТЕЛЬНАЯ ЧАСТЬ, Контроль качества сварных швов и испытание готовых изделий - Способы сварки
Контроль качества сварных швов и испытание готовых изделий Качество - это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять...
-
Сущность сварки. Классификация способов сварки - Технологии машиностроения
Сваркой называется процесс получения неразъемного соединения двух или более деталей из твердых материалов (металлов) путем их местного сплавления или...
-
Электрошлаковая сварка - Виды сварки и способы их применения
Этот способ широко используют в промышленности для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их...
-
Классификация электродов - Характеристика процесса сварки
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и для наплавочных работ)...
-
Сварка электронно-лучевая и лазерная - Виды сварки и способы их применения
В промышленности все более широкое применение находят тугоплавкие и химически активные металлы и сплавы. Поэтому для их сварки необходимо применять...
-
Ручная дуговая сварка металлическими электродами с покрытием Качество швов зависит не только от техники сварки, но и от других факторов, таких как состав...
-
Методы борьбы со сварочными деформациями и напряжением - Способы сварки
Напряжением называют силу, отнесенную к площади, на которой он действует Деформация - это измерение формы и размеров тела под действием внешних либо...
-
Технологический процесс сборки и сварки - Способы сварки
Технология сварочных работ состоит в основном из технологических операций сборки и сварки. Сборочная операция осуществляется с целью придания проектного...
-
Выбор материала изделия. Обоснование катетов сварных швов Материал изделия для изготовления сварной конструкции, необходимо выбирать в зависимости от...
-
Сварка плавлением - Процессы сварки металлов плавлением
Сварка плавлением осуществляется нагревом свариваемых кромок до температуры плавления без сдавливания свариваемых деталей. При нагреве с повышением...
-
Для изготовления передней рамы фронтального погрузчика МоАЗ 40484 применяется механизированная сварка, для сварки в защитном газе плавящимся проволочным...
-
Сварка - Автоматизация технологических процессов сварки на предприятии "АтлантЭнерго"
Выполнить сварку корневого слоя шва обратноступенчатым способом электродами с основным видом покрытия. Освобождать жимки наружного центратора разрешается...
-
Организация рабочего места Для выполнения сборочно-сварочных работ необходимо наличие средства индивидуальной защиты подразделяют согласно ГОСТ 12.4.011...
-
Классификация разновидностей электрошлаковой сварки - Электрошлаковая сварка
Различают две основные группы приемов электрошлаковой сварки: 1) со свободным формированием сварочной ванны и 2) с принудительным формированием ее. Кроме...
-
Электрошлаковая сварка (рис. 1.2) - Виды сварки и способы их применения
Если над дугой определенной мощности расплавить достаточно большое количество токопроводящего шлака-, то совместным действием шунтирования тока дуги и...
-
Виды сварки, Электрическая дуговая сварка - Виды сварки и способы их применения
Электрическая дуговая сварка При электрической дуговой сварке нагрев метала осуществляется дугой. При устойчивом длительном протеканий тока через...
-
Структура участка сборочно-сварного цеха - Способы сварки
Структура и компоновка участков сборочно-сварочных цехов зависят от серийности производства сварных конструкций, которая определяется годовым объемом...
-
Нормирование сварочных работ - Способы сварки
Порядок установления нормы времени при сварке сводится к следующему: 1. Определение способа нормирования. 2. Установление рационального режима сварки...
-
Сварка в смеси углекислого газа с кислородом При изготовлении и монтаже резервуарных конструкций основным способом сварки является сварка в среде...
-
Сварка и резка плазменной струей - Виды сварки и способы их применения
Сущность способа. Плазма -- ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток. Ионизация газа происходит при его...
-
Подготовка металла к сварке Подготовка металла под сварку заключается в очистке, правке, разметке, резке и сборке под сварку. Разделка кромок в моем узле...
-
Лучевые способы сварки - Сварочное производство. Сварка плавлением
Электронно-лучевая сварка. Сущность процесса состоит в том, что свариваемые детали, собранные без зазора, помещают в вакуумную камеру и подают на них...
-
Сварка металлоконструкций проводится в соответствии с требованиями технологического процесса, утвержденного специализированной организацией. К сварке...
-
Газоэлектрическая сварка, Атомноводородная сварка - Виды сварки и способы их применения
Представляет собой либо "комбинацию газовой и дуговой сварки, либо дуговую сварку с дополнительным использованием различных газов. Одним из процессов...
-
Химические соединения - Характеристика и структурные методы исследования металлов
Характерные особенности химических соединений: 1. Кристаллическая решетка отличается от решеток компонентов, образующих соединение. 2. В соединении...
-
Выбор сборочно-сварочного оборудования - Способы сварки
Для выполнения сборочных и сварочных работ на заводах МК применяются сборочные, сварочные или сборочно-сварочные приспособления, когда в одном...
-
Изготовление конструкций различного назначения с помощью сварки получает все большее распространение во всех промышленно развитых странах. Экономичность...
-
Установки плазменной резки и сварки металлов - Электротехнологические плазменные установки
Плазменная резка осуществляется путем выплавления и испарения металла в полости реза за счет энергии, выделяющейся в опорном пятне дуги и вносимой струей...
-
Характеристика и классификация сварочных материалов. Технологический процесс ручной дуговой сварки
1. Сварочные материалы Сварочная проволока. Для заполнения шва в зону дуги вводят присадочный металл в виде прутка или проволоки, при ручной дуговой...
-
Технологический процесс заготовки деталей - Способы сварки
Заводы по производству сварных конструкций включают в себя следующие отдельные цеха или участки: - склад металла; - заготовительное производство; -...
-
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ, Определение типа производства - Способы сварки
Определение типа производства При разработке рабочей технологии сборки и сварки конструкции целиком или узла конструкции уточняются и детализируются...
-
Методы неразрушающего контроля, являющиеся основными при оценке качества готовой продукции, позволяют установить степень соответствия сварного соединения...
-
Требования к подготовке деталей под сварку. - Технология и техника сварки
Заменяемая часть обшивки корабля подготавливается в цеховом помещении из листового металла. На ровную поверхность укладывается лист металла, где...
-
Расчет количества сварочного материала - Техника сборки и сварки трубы с тройником и заглушкой
Расчет необходимого количества материалов для сварки ведется на основе существующих норм их потребления при применении того или иного метода сварки....
-
Особенности электрошлакового процесса - Электрошлаковая сварка
Электрошлаковая сварка с принудительным формированием отличается от дуговой сварки как ручной, так и автоматической, рядом особенностей, которые...
Виды сварных соединений - Сварка металлов. Классификация способов сварки