Шероховатость поверхности, ее параметры и правила обозначения
1. Шероховатость поверхностей
Шероховатость поверхности является одной из основных геометрических характеристик качества поверхности деталей и оказывает влияние на эксплуатационные показатели. В условиях эксплуатации машины или прибора, внешним воздействиям, в первую очередь, подвергаются поверхности их деталей. Износ трущихся поверхностей, зарождение трещин усталости, смятие, коррозионное и эрозионное разрушения, разрушение в результате кавитации и др. -- это процессы, протекающие на поверхности деталей и в некотором прилегающем к поверхности слое. Естественно, что придание поверхностям деталей специальных свойств, способствует существенному повышению показателей качества машин в целом и в первую очередь показателей надежности.
Качество поверхности является одним из важнейших факторов, обеспечивающих высокие эксплуатационные свойства деталей машин и приборов и обусловливается свойствами металла и методами обработки: механической, электрофизической, электрохимической, термической и т. д. В процессе механической обработки (резание лезвийным инструментом, шлифование, полирование и др.) поверхностный слой деформируется под действием нагрузок и температуры, а также загрязняется примесями (частицы абразива, кислород) и другими инородными включениями.
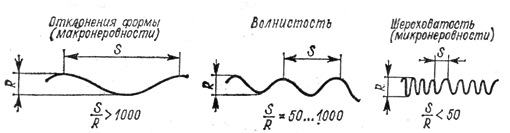
Геометрические характеристики качества поверхности на Рис.1 В порядке уменьшения их абсолютных величин: отклонения формы (макрогеометрия); волнистость; шероховатость (микрогеометрия); субмикрошероховатость.
В отдельных случаях волнистость может быть больше погрешности формы, а шероховатость больше волнистости. Волнистость занимает промежуточное положение между шероховатостью и погрешностями формы поверхности. Критерием для их разграничения служит отношение шага S к высоте неровностей R.
Призначення ГОСТ 5689-79
2. Параметры для нормирования шероховатости поверхности
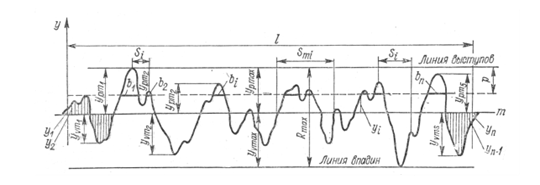
Шероховатость поверхности оценивается по неровностям профиля (чаще поперечного), получаемого путем сечения реальной поверхности плоскостью (чаще всего в нормальном сечении). Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) ее рассматривают в пределах ограниченного участка, длина которого называется базовой длиной L . Базой для отсчета отклонений профиля является средняя линия профиля Т .
Для количественной оценки и нормирования шероховатости поверхностей ГОСТ 2789--73* (Рис. 5) устанавливает шесть параметров: три высотных (Ra, Rz, Rmах), два шаговых (Sm ,S) и параметр относительной опорной длины профиля (tp).
Параметры Ra, Rz представляют собой среднюю высоту неровностей профиля (Ra -- всех неровностей; Rz -- наибольших неровностей), параметр Rmax -- полную высоту профиля
Параметры S и Sm характеризуют взаимное расположение (расстояние) характерных точек неровностей (максимумов) профиля и точек пересечения профиля со средней линией (нулей профиля).
Параметр Tр содержит наибольшую информацию о высотных свойствах профиля (он комплексно характеризует высоту и форму неровностей профиля), так как она аналогична функции распределения. В продольном направлении Tp позволяет судить о фактической площади контакта при контактировании шероховатых поверхностей на заданном уровне сечения Р.
Элемент детали |
Шероховатость |
|
Нерабочие контуры деталей. Поверхности деталей, устанавливаемых на бетонных, кирпичных и деревянных основаниях |
Rz= 320ч160 |
|
Отверстия на проход крепежных деталей. Выточки, проточки. Отверстия масляных каналов на силовых валах. Кромки детали под сварные швы. Опорные поверхности пружин сжатия. Подошвы станин, корпусов, лап |
Rz= 80 |
|
Внутренний диаметр шлицевых соединений (не шлифованных). Свободные несопрягаемые торцовые поверхности валов, муфт, втулок. Поверхности головок винтов |
Rz=40 |
|
Торцовые поверхности под подшипники качения. Поверхности втулок, колец, ступиц, прилегающие к другим поверхностям, но не являющиеся посадочными. Нерабочие торцы валов, втулок, планок. Шейки валов 12-го квалитета диаметром 80--500 мм. Поверхности отверстий 12-го квалитета диаметром 18--500 мм и 11-го квалитета |
Rz=.20 |
|
Нерабочие торцовые поверхности зубчатых и червячных колес и звездочек. Канавки, фаски, выточки, зенковки, закругления и т, п. Болты и гайки нормальной и повышенной точности (кроме резьбы) |
Rz = 40ч10 |
|
Шаровые поверхности ниппельных соединений. Канавки под уплотнительные резиновые кольца для подвижных и неподвижных торцовых соединений. Радиусы скруглений на силовых валах. Поверхности осей для эксцентриков. Опорные плоскости реек. Поверхности выступающих частей быстровращающихся деталей. Поверхности направляющих типа "ласточкин хвост". Опорные плоскости реек. Шейки валов 9-го квалитета диаметром 80--500 мм,1 1-го квалитета диаметром 3--30 мм. Поверхности отверстий 7-го квалитета диаметром 180--500 мм, 9-го квалитета диаметром 18--360 мм, 11-го квалитета диаметром 1--10 мм |
2.5 |
|
Наружные диаметры шлицевого соединения. Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников и др.) с допуском зазора -- натяга 25--40 мкм. Цилиндры, работающие с резиновыми манжетами. Отверстия подшипников скольжения. Трущиеся поверхности малонагруженных деталей. Посадочные поверхности отверстий и валов под неподвижные посадки. Трущиеся поверхности малонагруженных деталей. Рабочие поверхности дисков трения. Шейки валов 6-го квалитета диаметром 120--500 мм, 8-го квалитета диаметром 6--80 мм. Поверхности отверстий 6-го квалитета диаметром 50--500 мм, 7-го квалитета диаметром 10--180 мм, 9-го квалитета -- 1--18 мм |
1,25 |
|
Поверхности зеркала цилиндров, работающих с резиновыми манжетами. Торцовые поверхности поршневых колес при диаметре не менее 240 мм. Валы в пригоняемых и регулируемых соединениях с допуском зазора -- натяга 7--25 мкм. Трущиеся поверхности нагруженных деталей. Посадочные поверхности 7-го квалитета с длительным сохранением заданной посадки: оси эксцентриков, точные червяки, зубчатые колеса. Сопряженные поверхности бронзовых зубчатых колес. Рабочие шейки распределительных валов. Штоки и шейки валов в уплотнениях. Шейки валов 5-го квалитета диаметром 30--500 мм, 6-го квалитета диаметром 10--120 мм. Поверхности отверстий 6-го квалитета диаметром 3--50 мм, 6-го квалитета диаметром 1--10 мм |
0,63 |
|
Шейки валов 5-го квалитета диаметром свыше 1 до 30 мм, 6-го квалитета диаметром свыше 1 до 10 мм. Валы в пригоняемых и' регулируемых соединениях (шейки шпинделей, золотники) с допусками зазора -- натяга 16--25 мкм. Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников) с допуском зазора -- натяга 4--7 мкм. Трущиеся элементы сильнонагруженных деталей. Цилиндры, работающие с поршневыми кольцами |
0,32 |
|
Поверхности деталей, работающих на трение, от износа которых зависит точность работы механизма |
0,16 |
|
Рабочие шейки валов прецизионных быстроходных станков и механизмов. Шейки валов в пригоняемых и регулируемых соединениях с допуском зазора -- натяга 2,5--6,5 мкм. Поверхности отверстий пригоняемых и регулируемых соединений с допуском зазора -- натяга до 2,5 мкм |
0,08 |
|
Зеркальные валики координатно-расточных станков и др. |
0,04 |
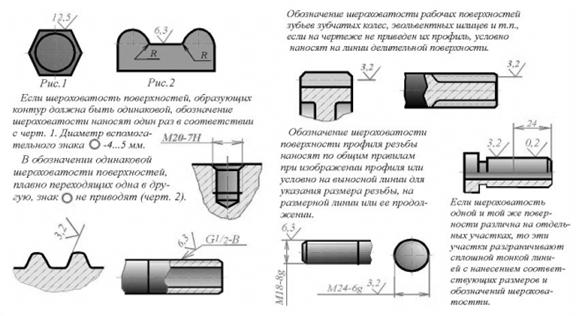
- 3. Правила нанесения обозначений шероховатости поверхностей на чертежах 1. Знаки шероховатости поверхностей располагают на линиях видимого контура, на выносных линиях (ближе к размерной линии) или на полках линий-выносок. При недостатке места допускается располагать знаки на размерных линиях или на их продолжениях и на месте разрыва выносной линии - рис. 4. 2. Знаки шероховатости поверхности располагают на тех изображениях, на которых проставлены размеры данных поверхностей. 3. Острие знака направляется к обрабатываемой поверхности. Знаки располагают относительно основной надписи чертежа так, как показано на рис. 6. 4. Если все поверхности детали должны иметь одинаковую шероховатость, обозначение ее проставляют в правом верхнем углу чертежа, а на изображении не проставляют (рис. 4).
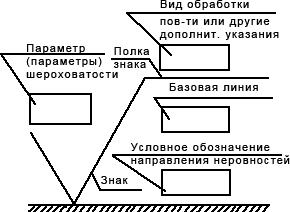
4. Обозначение шероховатости на чертежах. Структура обозначения
5. Обозначения шероховатости на примере шлифования валов
Шероховатость поверхность чертеж знак
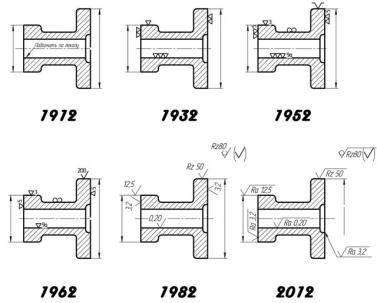
Обозначение шероховатости менялось неоднократно. С 2012 указание "Ra" под знаком шероховатости обязательна. Раньше, например, при шлифовке вала, мы видели над знаком шероховатости только число 0,32, по умолчанию предполагалось, что это обозначение понимает под собой Ra 0,32.
Знаком не указывают шероховатость, метод получения которой конструктор не определяет. Знаком бы обозначают поверхности, которые необходимо обработать для снятия слоя металла (фрезерованием, шлифованием и т. п.). Поверхности обозначаются знаком в, выходят без снятия слоя металла (ковкой, литьем и т. д.).

Таким знаком обозначают шероховатость одинаково обрабатываемых поверхностей, составляющих замкнутый контур (например, все грани параллелепипеда).
Поверхности с необозначенном шероховатостью должны быть выполнены с шероховатостью, обозначенную в правом верхнем углу чертежа.
Использованная литература
Http://www. kornienko-ev. ru/ingenerka/sherohovatost_na_eskize/index. html
Http://www. dpva. info/Guide/GuideTechnologyDrawings/DrawingsSigns/sherohovatost2/
Похожие статьи
-
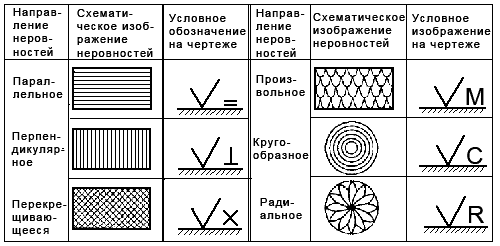
В дополнение к количественным параметрам в некоторых случаях целесообразно нормировать направление неровностей, например в связи с направлением...
-
Параметры для нормирования шероховатости поверхности - Методы подготовки поверхности
Шероховатость поверхности оценивается по неровностям профиля (чаще поперечного), получаемого путем сечения реальной поверхности плоскостью (чаще всего в...
-
Шероховатость поверхности оценивается по неровностям профиля (чаще поперечного), получаемого путем сечения реальной поверхности плоскостью (чаще всего в...
-
Классификация и обозначения шероховатости поверхностей - Шероховатость и точность поверхностей
ГОСТ 2789--59 устанавливает 14 классов чистоты (шероховатости) поверхности. Обозначения этих классов, указываемые на чертеже детали, Приведены в табл. 5....
-
Единая система допусков и посадок - ЕСДП (ГОСТ 25346-82 и ГОСТ 25347-82) регламентирована стандартами СЭВ и в основном соответствует требованиям...
-
Шероховатость посадочных поверхностей валов и отверстий корпусов рекомендуется принимать по [2], табл. 4.95, с.296. Для рассматриваемого примера...
-
Количество переходов отдельной поверхности для достижения заданной точности размера и шероховатости определяют по следующим зависимостям: А) из условия...
-
Режимы резания, шероховатость поверхности - Технологические возможности способов резания
При назначении режимов резания определяют скорости главного движения резания и подачи, и глубину резания. Скоростью главного движения - называют...
-
Шероховатость поверхностей - Методы подготовки поверхности
Шероховатость поверхности является одной из основных геометрических характеристик качества поверхности деталей и оказывает влияние на эксплуатационные...
-
Несмотря на высокие качества современных токарных станков, совершенство методов обработки, точность применяемых измерительных инструментов и наличие...
-
На поверхности, обработанной токарным резцом, образуются неровности в виде винтовых выступов и винтовых канавок , Подобные резьбе, вполне отчетливо...
-
Целью данного исследования было изучение шероховатости поверхности напыленных дисков. В качестве объектов исследования были взяты пять образцов дисков -...
-
Посадкой Называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует свободу...
-
Конструктивно любая деталь состоит из элементов (поверхностей) различной геометрической формы, часть из которых взаимодействует (образует...
-
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку...
-
Одним из путей повышения долговечности коленчатого вала автомобиля является повышение износостойкости его шеек. Усовершенствовать способ получения...
-
Выбор посадок для шлицевых соединений - Расчет, выбор и обоснование посадок соединений
Вместо шпоночного соединения зубчатое колесо - вал назначить шлицевое зубчатое колесо - вал. Обосновать выбор метода центрирования, системы, посадок....
-
Затраты на обработку можно определить, пользуясь следующей зависимостью: руб., , стр. Где масса заготовки, кг.; масса детали, кг.; 0,55 стоимость...
-
Отделочная обработка со снятием стружки - Методы отделочной обработки поверхности
К деталям изделий РЭС как правило предъявляются повышенные требования в отношении точности размеров, уменьшении шероховатости поверхностей, придания им...
-
Исходные данные: Резьба метрическая. (Посадка резьбового соединения задается преподавателем) Определение номинальных параметров резьбы Номинальные...
-
Санитарные правила и нормы микроклимата рабочих мест - Параметры микроклимата производственной среды
1.1. Настоящие Санитарные правила и нормы (далее - Санитарные правила) предназначены для предотвращения неблагоприятного воздействия микроклимата рабочих...
-
Характеристика объекта автоматизации Полосы черной жести, задаваемые в линию АЭЛ, должны иметь следующие характеристики. 1 Марка стали 08кп, 08пс, 08ю. 2...
-
Рядовая зубчатая цилиндрическая передача согласно кинематической схемы, приведенной в задании на проектирование соединяет выходной вал планетарного...
-
РАСЧЕТ И ВЫБОР ПОСАДКИ С НАТЯГОМ, Исходные данные, Расчет посадки - Расчет посадок соединений
Исходные данные Соединение передает крутящий момент. Материал соединяемых деталей - сталь 45. Геометрические параметры соединения (Рисунок 4) Рабочая...
-
Выбор закона крутки Для получения более высоких окружных скоростей в ступени осевого компрессора при обеспечении дозвукового обтекания лопаток может быть...
-
Суперфиниширование - Методы отделочной обработки поверхности
Суперфиниширование - отделочный метод обработки абразивными брусками. Рис. 7. Отделка абразивными брусками Для него характерны колебательные...
-
Полирование заготовок - Методы отделочной обработки поверхности
Полированием уменьшают шероховатость поверхности. Этим методом получают зеркальный блеск на соответствующих частях деталей, либо на деталях, применяемых...
-
Управление шероховатостью при получении изделий механической обработкой
УПРАВЛЕНИЕ ШЕРОХОВАТОСТЬЮ ПРИ ПОЛУЧЕНИИ ИЗДЕЛИЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ Жуков Евгений Михайлович Канд. техн. наук, Доц. кафедры технологии машиностроения...
-
Определить максимальную величину износа на рабочих поверхностях колес открытой фрикционной цилиндрической передачи (рис. 4). Параметры передачи: 1)...
-
, Предел изгибной выносливости [1, табл. 6,16]. [1, табл. 6,16]. S F =1,75 - коэффициент безопасности [3, табл. 8.9]. Коэффициент долговечности: , Q=6 -...
-
От плана обработки основных поверхностей будет зависеть разрабатываемый маршрут изготовления детали. План обработки основных поверхностей оформим в виде...
-
Подбор посадок для сопряженных поверхностей, Выбор смазки - Расчет редуктора электродвигателя
Посадки назначаем в соответствии с указаниями, данными в табл.10.13 [1]. Посадка зубчатого колеса на вал по ГОСТ 25347-82. Шейки валов под подшипниками...
-
Оценка технологичности детали по точности выполняется с учетом среднего квалитета точности (формула 4.1) и коэффициента точности обработки (формула 4.2)....
-
Введение. - Разработка маршрута обработки поверхности деталей
Точность деталей машин характеризуется отклонением действительных размеров элементов детали от заданных (погрешности размеров), отклонениями формы...
-
Заключение - Методы подготовки поверхности
Совершенно справедливо утверждать, что качество машины заложено в поверхностном слое детали. Методами литья, ковки, штамповки, прокатки, сварки,...
-
Любой технологический процесс, протекающий на каком-либо объекте, можно характеризовать одним или несколькими параметрами. Эти параметры процесса в...
-
В результате проведенного исследования рычажного механизма глубинного насоса произведен структурный, кинематический и силовой анализ механизма. Мы...
-
Суммарная реакция в опоре 2308,51 Диаметр коренной шейки вала 0,035 Длинна подшипника L, м 0,02 Расчет смазки компрессора Назначение смазки компрессора...
-
Для измерения температуры растворов выбираем термометры сопротивления Pt100 двух типов, отличающихся глубиной монтажной части. На трубопроводах с...
-
Расчет параметров планетарного редуктора Планетарные редукторы обладают степенью подвижности W = 1 и имеют в своем составе зубчатые колеса (сателлиты) с...
Шероховатость поверхности, ее параметры и правила обозначения