Параметры для нормирования шероховатости поверхности - Методы подготовки поверхности
Шероховатость поверхности оценивается по неровностям профиля (чаще поперечного), получаемого путем сечения реальной поверхности плоскостью (чаще всего в нормальном сечении). Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) ее рассматривают в пределах ограниченного участка, длина которого называется базовой длиной l. Базой для отсчета отклонений профиля является средняя линия профиля т.
Для количественной оценки и нормирования шероховатости поверхностей ГОСТ 2789--73* (Рис. 5) устанавливает шесть параметров: три высотных (Ra, Rz, Rmах), два шаговых (Sm, S) и параметр относительной опорной длины профиля (tp).
Параметры Ra, Rz представляют собой среднюю высоту неровностей профиля (Ra -- всех неровностей; Rz -- наибольших неровностей), параметр Rmax -- полную высоту профиля
Параметры S и Sm характеризуют взаимное расположение (расстояние) характерных точек неровностей (максимумов) профиля и точек пересечения профиля со средней линией (нулей профиля).
Параметр tр содержит наибольшую информацию о высотных свойствах профиля (он комплексно характеризует высоту и форму неровностей профиля), так как она аналогична функции распределения. В продольном направлении tp позволяет судить о фактической площади контакта при контактировании шероховатых поверхностей на заданном уровне сечения р.
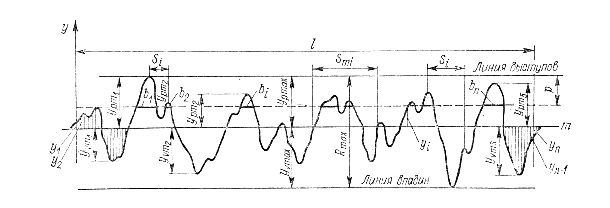
Рис. 3 Профиль шероховатости, его характеристики и параметры
В дополнение к количественным параметрам в некоторых случаях целесообразно нормировать направление неровностей, например в связи с направлением относительного перемещения трущихся сопряженных поверхностей или струи жидкости, или газа относительно поверхности, а также для обеспечения необходимой виброустойчивости и прочности при циклических нагрузках.
При необходимости конструктором устанавливается также способ или последовательность способов получения (обработки) поверхности, если они являются единственными для обеспечения ее заданного качества.
При назначении параметров шероховатости поверхностей следует проверить возможность их достижения в связи с рациональными методами обработки детали. Как правило, следует применять наибольшую шероховатость, допускаемую конструктивными требованиями. В противном случае может значительно увеличиться стоимость обработки, что может быть компенсировано лишь повышением качества изделия. В некоторых же случаях повышение требований к шероховатости может оказаться не только не рентабельным, но и недопустимым. Например, при слишком гладких сопрягаемых поверхностях может возникнуть явление "схватывания", При котором частицы металла отрываются от поверхностного слоя трущихся поверхностей. Для таких поверхностей следует нормировать оптимальную исходную шероховатость, которая должна быть близкой к получающейся в процессе приработки
Обычно отделать отверстие труднее, чем вал. Это часто учитывается назначением различной шероховатости поверхностей сопрягаемых деталей: у отверстия шероховатость несколько выше.
Для обеспечения условий взаимозаменяемости назначение шероховатости сопряженных поверхностей может производиться в зависимости от точности сопряжения (выбранной посадки) и точности обработки (выбранного квалитета). Прямой связи между точностью и шероховатостью поверхности нет, так как к самым неточным поверхностям по допуску размера можно предъявить весьма высокие требования шероховатости (например, поверхности ручек хирургического инструмента в т. п.). Вместе с тем при выборе шероховатости поверхности следует учитывать что значение Rz должнo составлять лишь некоторую часть допуска (дp) соответствующего размера Федюкин В. К. Основы машиноведения. СПб.: СПбГИЭА, 2003, стр. 68..
Если в конструкциях сопряжении, согласно требованиям к эксплуатационным качествам деталей, необходимо ограничить отклонение формы (Дф) или отклонение расположения (Дп) по сравнению с допуском на размер (др), то соответственно должна быть ограничена и шероховатость поверхности. При этом следует ориентироваться ва возможные (рекомендуемые) методы обработки, обеспечивающие получение значений Rz =(0,2-0,5) Дф или Rz =(0,24-0,5) Дц.
Если, точность сопряжения и метод обработки не позволяют определить требования к шероховатости поверхностей, назначение шероховатости поверхности следует производить по другим главным для данного случая признакам, ориентируясь на данные практики передовых отраслей промышленности, отраженные во многих трудах.
Нормирование шероховатости поверхности: применяется три основных способа регламентации конструктором качества поверхности, в том числе шероховатости: 1) по прототипу (метод прецедентов); 2) расчетный; 3) экспериментальный.
Выбор параметров и их значений для нормирования шероховатости должен Производиться с учетом назначения поверхности и установления их связи с эксплуатационными свойствами поверхности.
В таблице 1 приведены некоторые важнейшие эксплуатационные свойства поверхности, зависящие от ее шероховатости, и номенклатура параметров, при помощи которых обеспечиваются показатели этих свойств. Основным во всех случаях является нормирование высотных параметров. Предпочтительно, в том числе и для самых грубых поверхностей, нормировать параметр Ra, который более информативно, чем Ra и Rmax характеризует неровности профиля, поскольку определяется по всем точкам (или достаточно большому числу точек) профиля.
|
Эксплуатационное свойство поверхности |
Параметры шероховатости поверхности и характеристики, определяющие эксплуатационное свойство |
|
Износоустойчивость при всех видах трения Виброустойчивость Контактная жесткость Прочность соединения Прочность конструкций при циклических нагрузках Герметичность соединений Сопротивление в волноводах |
Ra (Rz), tp направление неровностей Ra (Rz), Sm, S, направление неровностей Ra (Rz), tp Ra (Rz) Rmax, Sm, S, направление неровностей Ra (Rz), Smax, S, tp Ra, Sm, S |
Таблица 1
Параметры Rz и Rmax нормируют в тех случаях, когда по функциональным требованиям необходимо ограничить полную высоту неровностей профиля, а также когда прямой контроль параметра Ra с помощью профилометров или образцов сравнения не представляется возможным, например для поверхностей, имеющих малые размеры или сложную конфигурацию (режущие кромки инструментов, детали часовых механизмов и пр.).
|
Элемент детали |
Шероховатость |
|
Нерабочие контуры деталей. Поверхности деталей, устанавливаемых на бетонных, кирпичных и деревянных основания |
Rz= 320ч160 |
|
Отверстия на проход крепежных деталей. Выточки, проточки. Отверстия масляных каналов на силовых валах. Кромки детали под сварные швы. Опорные поверхности пружин сжатия. Подошвы станн, корпусов, лап |
Rz= 80 |
|
Внутренний диаметр шлицевых соединений (не шлифованных). Свободные несопрягаемые торцовые поверхности валов, муфт, втулок. Поверхности головок винтов |
Rz=40 |
|
Торцовые поверхности под подшипники качения. Поверхности втулок, колец, ступиц, прилегающие к другим поверхностям, но не являющиеся посадочными. Нерабочие торцы валов, втулок, планок. Шейки валов 12-го квалитета диаметром 80--500 мм. Поверхности отверстий 12-го квалитета диаметром 18--500 мм и 11-го квалитета |
Rz=.20 |
|
Нерабочие торцовые поверхности зубчатых и червячных колес и звездочек. Канавки, фаски, выточки, зенковки, закругления и т, п. Болты и гайки нормальной и повышенной точности (кроме резьбы) |
Rz = 40ч10 |
|
Шаровые поверхности ниппельных соединений. Канавки под уплотнительные резиновые кольца для подвижных и неподвижных торцовых соединений. Радиусы скруглений на силовых валах. Поверхности осей для эксцентриков. Опорные плоскости реек. Поверхности выступающих частей быстровращающихся деталей. Поверхности направляющих типа "ласточкин хвост". Опорные плоскости реек. Шейки валов 9-го квалитета диаметром 80--500 мм,1 1-го квалитета диаметром 3--30 мм. Поверхности отверстий 7-го квалитета диаметром 180--500 мм, 9-го квалитета диаметром 18--360 мм, 11-го квалитета диаметром 1--10 мм |
2.5 |
|
Наружные диаметры шлицевого соединения. Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников и др.) с допуском зазора -- натяга 25--40 мкм. Цилиндры, работающие с резиновыми манжетами. Отверстия подшипников скольжения. Трущиеся поверхности малонагруженных деталей. Посадочные поверхности отверстий и валов под неподвижные посадки. Трущиеся поверхности малонагруженных деталей. Рабочие поверхности дисков трения. Шейки валов 6-го квалитета диаметром 120--500 мм, 8-го квалитета диаметром 6--80 мм. Поверхности отверстий 6-го квалитета диаметром 50--500 мм, 7-го квалитета диаметром 10--180 мм, 9-го квалитета -- 1--18 мм |
1,25 |
|
Поверхности зеркала цилиндров, работающих с резиновыми манжетами. Торцовые поверхности поршневых колес при диаметре не менее 240 мм. Валы в пригоняемых и регулируемых соединениях с допуском зазора -- натяга 7--25 мкм. Трущиеся поверхности нагруженных деталей. Посадочные поверхности 7-го квалитета с длительным сохранением заданной посадки: оси эксцентриков, точные червяки, зубчатые колеса. Сопряженные поверхности бронзовых зубчатых колес. Рабочие шейки распределительных валов. Штоки и шейки валов в уплотнениях. Шейки валов 5-го квалитета диаметром 30--500 мм, 6-го квалитета диаметром 10--120 мм. Поверхности отверстий 6-го квалитета диаметром 3--50 мм, 6-го квалитета диаметром 1--10 мм |
0,63 |
|
Шейки валов 5-го квалитета диаметром свыше 1 до 30 мм, 6-го квалитета диаметром свыше 1 до 10 мм. Валы в пригоняемых и' регулируемых соединениях (шейки шпинделей, золотники) с допусками зазора -- натяга 16--25 мкм. Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников) с допуском зазора -- натяга 4--7 мкм. Трущиеся элементы сильнонагруженных деталей. Цилиндры, работающие с поршневыми кольцами |
0,32 |
|
Поверхности деталей, работающих на трение, от износа которых зависит точность работы механизма |
0,16 |
|
Рабочие шейки валов прецизионных быстроходных станков и механизмов. Шейки валов в пригоняемых и регулируемых соединениях с допуском зазора -- натяга 2,5--6,5 мкм. Поверхности отверстий пригоняемых и регулируемых соединений с допуском зазора -- натяга до 2,5 мкм |
0,08 |
|
Зеркальные валики координатно-расточных станков и др. |
0,04 |
Таблица 2. Шероховатость поверхности Ra (мкм) элементов деталей
Для ответственных поверхностей производится нормирование не только высотных параметров, но и шаговых и параметра tp, так как они обеспечивают некоторые их функциональные свойства.
Требования к шероховатости поверхности должны устанавливаться путем указания: 1) параметра шероховатости (одного или нескольких); 2) числовых значений выбранных параметров; 3) базовых длин, на которых происходит определение указанных параметров.
На практике применяются три варианта указания числовых значений параметра (параметров) шероховатости: 1) наибольшим значением; 2) диапазоном значений; 3) номинальным значением.
Наиболее распространенным применительно к деталям машин является вариант, когда указано числовое значение параметра, соответствующее наиболее грубой допускаемой шероховатости, т. е. наибольшему предельному значению для параметров RA, RZ, RMax, SM, S и наименьшему предельному значению параметра tp.
В отдельных случаях, когда для правильного функционирования недопустима и слишком гладкая поверхность, применяется второй вариант, при котором указан Диапазон значений параметра; наибольший и наименьший предельные значения.
Третий вариант применяется реже, в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих для этих же целей. При этом варианте указывается номинальное значение параметра с допустимыми предельными отклонениями от него (%). Установление требований к шероховатости поверхности указанием номинальных значений параметра обеспечивает наиболее строгий метрологический контроль.
Похожие статьи
-
В дополнение к количественным параметрам в некоторых случаях целесообразно нормировать направление неровностей, например в связи с направлением...
-
Шероховатость поверхности оценивается по неровностям профиля (чаще поперечного), получаемого путем сечения реальной поверхности плоскостью (чаще всего в...
-
Шероховатость поверхностей - Методы подготовки поверхности
Шероховатость поверхности является одной из основных геометрических характеристик качества поверхности деталей и оказывает влияние на эксплуатационные...
-
Заключение - Методы подготовки поверхности
Совершенно справедливо утверждать, что качество машины заложено в поверхностном слое детали. Методами литья, ковки, штамповки, прокатки, сварки,...
-
Эффективность применения нераспыляемого газопоглотителя во многом зависит от структуры его активного материала. Известно, что у пористых тел истинная...
-
Введение - Методы подготовки поверхности
Современное развитие промышленного производства требует создания новых материалов, механизмов, станков и оборудования, обладающих повышенными...
-
Целью данного исследования было изучение шероховатости поверхности напыленных дисков. В качестве объектов исследования были взяты пять образцов дисков -...
-
Несмотря на высокие качества современных токарных станков, совершенство методов обработки, точность применяемых измерительных инструментов и наличие...
-
Классификация и обозначения шероховатости поверхностей - Шероховатость и точность поверхностей
ГОСТ 2789--59 устанавливает 14 классов чистоты (шероховатости) поверхности. Обозначения этих классов, указываемые на чертеже детали, Приведены в табл. 5....
-
Выбор посадок для шлицевого соединения - Нормирование точности в машиностроении
Определить вид центрирования, точность и характер сопряжения для шлицевого соединения. Построить схему расположения полей допусков с указанием...
-
На поверхности, обработанной токарным резцом, образуются неровности в виде винтовых выступов и винтовых канавок , Подобные резьбе, вполне отчетливо...
-
Единая система допусков и посадок - ЕСДП (ГОСТ 25346-82 и ГОСТ 25347-82) регламентирована стандартами СЭВ и в основном соответствует требованиям...
-
Полирование заготовок - Методы отделочной обработки поверхности
Полированием уменьшают шероховатость поверхности. Этим методом получают зеркальный блеск на соответствующих частях деталей, либо на деталях, применяемых...
-
Отделочная обработка со снятием стружки - Методы отделочной обработки поверхности
К деталям изделий РЭС как правило предъявляются повышенные требования в отношении точности размеров, уменьшении шероховатости поверхностей, придания им...
-
Режимы резания, шероховатость поверхности - Технологические возможности способов резания
При назначении режимов резания определяют скорости главного движения резания и подачи, и глубину резания. Скоростью главного движения - называют...
-
Расчет посадок для подшипников качения - Нормирование точности в машиностроении
Дано: Подшипник 97516, класс точности 60, вращается внутреннее кольцо, радиальная нагрузка 30000 Н, умеренная, с малой вибрацией, нагрузка осевая 10000...
-
Суперфиниширование - Методы отделочной обработки поверхности
Суперфиниширование - отделочный метод обработки абразивными брусками. Рис. 7. Отделка абразивными брусками Для него характерны колебательные...
-
Нам дана кинематическая схема зубофрезерного станка, работающего по методу обката (деления) червячной фрезы. Рис. 1. Кинематическая схема зубофрезерного...
-
Шероховатость посадочных поверхностей валов и отверстий корпусов рекомендуется принимать по [2], табл. 4.95, с.296. Для рассматриваемого примера...
-
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку...
-
Хонингование - Методы отделочной обработки поверхности
Хонингование снижает отклонения формы и повышает размерную точность, уменьшает параметр шероховатости поверхности, сохранят микротвердость и структуру...
-
Расчет методом полной взаимозаменяемости Дано: ;; ; ; ; ; ; 2 Решение: 1) Номинальный размер замыкающего звена: , Где А? - замыкающее звено, А I УB -...
-
Обработка поверхности детали без снятия стружки - Методы отделочной обработки поверхности
Методами обработки без снятия стружки получают только те поверхности, которые будут сопрягаться с поверхностями других деталей. Методы обработки основаны...
-
Для всех видов колбасных изделий сначала производится подготовка сырья - мяса и субпродуктов, а также подготовка оболочек. Подготовка мяса включает:...
-
Расчет теоретико-вероятностным методом - Нормирование точности в машиностроении
Рассчитать сборочную размерную цепь теоретико-вероятностным методом. Составить схему размерной цепи с обозначением увеличивающих и уменьшающих размеров....
-
Подбор посадок для сопряженных поверхностей, Выбор смазки - Расчет редуктора электродвигателя
Посадки назначаем в соответствии с указаниями, данными в табл.10.13 [1]. Посадка зубчатого колеса на вал по ГОСТ 25347-82. Шейки валов под подшипниками...
-
РАСЧЕТ И ВЫБОР ПОСАДКИ С НАТЯГОМ, Исходные данные, Расчет посадки - Расчет посадок соединений
Исходные данные Соединение передает крутящий момент. Материал соединяемых деталей - сталь 45. Геометрические параметры соединения (Рисунок 4) Рабочая...
-
Для измерения деформаций широко применяются проволочные тензорезисторы. Они используются также и при исследовании остаточных напряжений. Тензорезисторы в...
-
Литье с водой - Специальные методы литья пластмасс
Литье с водой представляет собой процесс, аналогичный литью с газом. Техническое оснащение водоинжекционного способа литья аналогично газоинжекционному и...
-
Сплав Д1 - относится к числу дюралюминов. Такой вид сплавов обладает достаточно высокой прочностью, пластичностью и относится к числу нормальных...
-
Печатные проводники характеризуются в основном двумя параметрами: электрическим сопротивлением и прочностью сцепления проводника с основанием печатной...
-
Затраты на обработку можно определить, пользуясь следующей зависимостью: руб., , стр. Где масса заготовки, кг.; масса детали, кг.; 0,55 стоимость...
-
Одним из путей повышения долговечности коленчатого вала автомобиля является повышение износостойкости его шеек. Усовершенствовать способ получения...
-
Разработка технологических процессов - Технологическая подготовка машиностроительного производства
Для служб ТПП исходным документом является приказ руководителя предприятия, в котором определяется поэтапное выполнение мероприятий по технологической...
-
Выбор материала при проектировании конструкции кузова инновационного подвижного состава обусловлен тенденций современного вагоностроения направленного на...
-
Изготовление пластин для оптических деталей
Изготовление любой оптической детали начинают с выбора заготовки. Для крупносерийного и массового производства заготовкой является прессовка, а для...
-
Деталь "Переходник" предназначена для присоединения электродвигателя к корпусу редуктора и защиты места соединения вала двигателя с валом редуктора, от...
-
Важнейшим с точки зрения теории управления свойством является самовыравнивание объекта. Если объект управления не обладает самовыравниванием, перед...
-
ЛИТЕРАТУРА - Методы отделочной обработки поверхности
1. Технология производства ЭВМ / А. П. Достанко, М. И. Пикуль, А. А. Хмыль: Учеб. - Мн. Выш. Школа, 2004 - 347с. 2. Технология деталей радиоэлектронной...
-
Для получения пленок SiC использовалась вакуумная установка типа УРМ3, модернизированная с учетом особенностей предполагаемой методики получения....
Параметры для нормирования шероховатости поверхности - Методы подготовки поверхности