Прокат (из прутка)., Разработать маршрут обработки поверхности. - Разработка маршрута обработки поверхности деталей
Затраты на обработку можно определить, пользуясь следующей зависимостью:

руб., , стр.
Где масса заготовки, кг.;
масса детали, кг.;
0,55 стоимость механической обработки 1 кг. металла.




руб.
Стоимость отходов:

Руб.,,стр.
Где заготовительная цена на одну тонну стружки, в руб.;

, стр. (табл.)

руб.
Затраты на материал и изготовление заготовки:

, где, стр.
стоимость металла, руб.;
часовая себестоимость эксплуатации оборудования;
руб.;



штучно-калькуляционное время, мин.
Стоимость металла:

руб., где

стоимость одной тонны проката по прейскуранту;
руб. , стр.
руб.


, где
основное время на отрезку заготовки.
При отрезке проката дисковыми пилами:
, где, стр.
число оборотов дисковой пилы (об/мин);
число зубьев дисковой пилы;
подача на один зуб мм/зуб;

мм/зуб.

, где, стр.
скорость резания в м/мин;
м/мин;
диаметр дисковой пилы в мм;
При мм, ;

мин.
мин.
руб.
Разработать маршрут обработки поверхности.
Шероховатость поверхности является одной из основных геометрических характеристик качества поверхности деталей и оказывает влияние на эксплуатационные показатели. В условиях эксплуатации машины или прибора, внешним воздействиям, в первую очередь, подвергаются поверхности их деталей. Износ трущихся поверхностей, зарождение трещин усталости, смятие, коррозионное и эрозионное разрушения, разрушение в результате кавитации и др. -- это процессы, протекающие на поверхности деталей и в некотором прилегающем к поверхности слое. Естественно, что придание поверхностям деталей специальных свойств, способствует существенному повышению показателей качества машин в целом и в первую очередь показателей надежности.
Качество поверхности является одним из важнейших факторов, обеспечивающих высокие эксплуатационные свойства деталей машин и приборов и обусловливается свойствами металла и методами обработки: механической, электрофизической, электрохимической, термической и т. д. В процессе механической обработки (резание лезвийным инструментом, шлифование, полирование и др.) поверхностный слой деформируется под действием нагрузок и температуры, а также загрязняется примесями (частицы абразива, кислород) и другими инородными включениями.
Геометрические характеристики качества поверхности в порядке уменьшения их абсолютных величин: отклонения формы (макрогеометрия); волнистость; шероховатость (микрогеометрия); субмикрошероховатость. В отдельных случаях волнистость может быть больше погрешности формы, а шероховатость больше волнистости. Волнистость занимает промежуточное положение между шероховатостью и погрешностями формы поверхности. Критерием для их разграничения служит отношение шага S к высоте неровностей R.
Взаимосвязь параметров качества поверхности деталей и их эксплуатационных свойств является одним из основных направлений исследований в области машино - и приборостроения.
В настоящее время достаточно изучены вопросы связей качества обработанной поверхности с эксплуатационными показателями деталей и узлов машин и приборов (трение и износ при скольжении и качении, жидкостное трение контактная жесткость, прочность прессовых соединений, отражательная способность, износостойкость при переменных нагрузках, коррозионная стойкость и качество лакокрасочных покрытий, точность измерений, соотношение между допусками размера и шероховатостью поверхности и т. д. )
Трение и износ деталей в значительной степени связаны с макронеровностями, волнистостью, микронеровностями, а также с направлением штрихов (следов) обработки. На рис.4 показано влияние шероховатости поверхности на износостойкость деталей машин. При взаимном перемещении контактирующих плоских (рис.4 а) или цилиндрических (рис.4 б) поверхностей, имеющих микронеровности (шероховатость), в первоначальный момент происходит срез, отламывание и пластический сдвиг вершин неровностей, так как их контакт происходит по вершинам неровностей. Зависимость износа от времени работы трущихся поверхностей видна из графика (рис.4 г, д). Сначала сравнительно быстро (участок I) за период времени T1 происходит начальное изнашивание (приработка). При правильном режиме смазывания (рис.4 в) изнашивание протекает медленно (участок II), что обусловлено образованием равновесной шероховатости. Этот период времени определяет срок службы детали. Катастрофическое изнашивание пары характеризуется участком III.
На рис.4 д кривая 2 характеризует износ поверхностей с меньшими начальными шероховатостями, чем кривая l. В этом случае величина и время приработочного изнашивания уменьшаются, а интенсивность эксплуатационного изнашивания остается той же. При меньшей шероховатости сопряженных поверхностей время работы деталей будет большим (Т2> T1 )

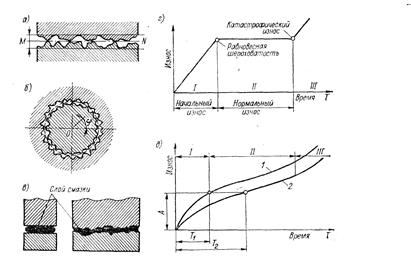
Рис 2. Шероховатость поверхности и ее влияние на износостойкость.
А, б -- схемы контакта сопряженных деталей по образующей (вдоль оси) и по окружности; в -- идеализированный и фактический контакт поверхностей; г, д -- типовые графики износа во времени.
Шероховатость и волнистость поверхности взаимосвязаны между собой.
Волнистость является элементарным отклонением поверхности любой формы. Высота неровностей волнистости и высота шероховатости примерно одинаковы, отношение же шагов к высоте различны.
Волнистость -- совокупность периодически повторяющихся неровностей на поверхности, которые образуются прежде всего в связи с колебаниями или относительными колебательными движениями в системе станок--инструмент--изделие.
Волнистость определяется на нормальном сечении поверхности, причем шероховатость и другие отклонения формы исключаются. К волнистости, как правило. относятся периодические неровности, у которых отношение шага к высоте больше 40. У изделий с круглым сечением к волнистости относятся отклонения в радиальном сечении, у которых шаг меньше 1/15 окружности.
Похожие статьи
-
Шероховатость поверхности оценивается по неровностям профиля (чаще поперечного), получаемого путем сечения реальной поверхности плоскостью (чаще всего в...
-
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку...
-
Введение. - Разработка маршрута обработки поверхности деталей
Точность деталей машин характеризуется отклонением действительных размеров элементов детали от заданных (погрешности размеров), отклонениями формы...
-
В дополнение к количественным параметрам в некоторых случаях целесообразно нормировать направление неровностей, например в связи с направлением...
-
Несмотря на высокие качества современных токарных станков, совершенство методов обработки, точность применяемых измерительных инструментов и наличие...
-
Шероховатость поверхностей - Методы подготовки поверхности
Шероховатость поверхности является одной из основных геометрических характеристик качества поверхности деталей и оказывает влияние на эксплуатационные...
-
Обработка поверхности детали без снятия стружки - Методы отделочной обработки поверхности
Методами обработки без снятия стружки получают только те поверхности, которые будут сопрягаться с поверхностями других деталей. Методы обработки основаны...
-
Влажно-тепловая обработка полотен, купонов и деталей - Разработка детского платья
Влажно-тепловая обработка (В. Т.О.) трикотаж имеет большое значение для придания устойчивости линейного размера купона и полотна и изготавливаемых из них...
-
Стратегия ускорения социально-экономического развития страны предусматривает всемерную интенсификацию производства на основе научно-технического...
-
Таблица 4 - Режимы термообработки Операция T, °С Охлаждающая среда HRC Цементация 930 Охлаждение медленное в колодцах или ящиках Закалка 820 - 840...
-
Отделочная обработка со снятием стружки - Методы отделочной обработки поверхности
К деталям изделий РЭС как правило предъявляются повышенные требования в отношении точности размеров, уменьшении шероховатости поверхностей, придания им...
-
Суперфиниширование - Методы отделочной обработки поверхности
Суперфиниширование - отделочный метод обработки абразивными брусками. Рис. 7. Отделка абразивными брусками Для него характерны колебательные...
-
Системы автоматического управления точностью обработки деталей Обработка заготовок на станках с ПУ обеспечивает высокую степень автоматизации и широкую...
-
-Разработать технологический процесс термической обработки стальной детали: Шатун двигателя грузового автомобиля - Марка стали: Ст. 18Х2Н4ВА - Твердость...
-
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА: - Разработка технологического процесса термической обработки детали
1. Самохоцкий А. И. Технология термической обработки металлов, М., Машгиз, 1962. 2. Пожидаева С. П. Технология конструкционных материалов: Уч. Пособие...
-
Порядок выполнения заданной детали. Обработка заготовки на токарно-винторезном станке (черновая) I-центра; II-заготовка; III - резец черновой токарный...
-
Заключение - Методы подготовки поверхности
Совершенно справедливо утверждать, что качество машины заложено в поверхностном слое детали. Методами литья, ковки, штамповки, прокатки, сварки,...
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Схема размещения технологического оборудования - это расположение технологического оборудования и рабочих мест на производственной площади. В курсовом...
-
Классификация детали по схеме класс - подкласс - группа - тип Для правильного решения задач ориентирования существенное значение имеет классификация...
-
Начальная обработка основных деталей полочки и спинки проводиться с целью соединения их частей, создания объемной формы, отделки деталей, создания...
-
Положение отливки в форме при заливке и затвердении определяет весь технологический процесс изготовления отливки. Данная отливка располагается в двух...
-
Особенности механической обработки - Изготовление деталей из пластмасс
При разделительной штамповке, наряду с известными особенностями для штамповки металлов, имеют место особенности, связанные с резкой анизотропией...
-
Обоснование технологического маршрута изготовления детали. План изготовления детали Задача раздела - разработать оптимальный технологический маршрут, т....
-
Изгиб вала Износ поверхности под подшипник Износ шлицов по ширине Износ резьбы. 005 слесарная 010 токарно-винторезная 015 слесарная 020 наплавочная 025...
-
Хонингование - Методы отделочной обработки поверхности
Хонингование снижает отклонения формы и повышает размерную точность, уменьшает параметр шероховатости поверхности, сохранят микротвердость и структуру...
-
Абразивно-жидкостная отделка - Методы отделочной обработки поверхности
Отделка объемно-криволинейных фасонных поверхностей обычными методами вызывает большие технологические трудности. Для отделочной обработки поверхностей...
-
Изгиб вала Износ поверхности под подшипник Износ поверхности под подшипник Износ шлицов по ширине 005 слесарная 010 токарно-винторезная 015 слесарная 020...
-
При конструировании, изготовлении и сборке оптических деталей большое значение имеют базовые поверхности или сокращенно базы. Базами называют...
-
На поверхности, обработанной токарным резцом, образуются неровности в виде винтовых выступов и винтовых канавок , Подобные резьбе, вполне отчетливо...
-
Обработка резанием является одним из самых универсальных видов обработки. Этим методом можно получать детали любой формы при любых требованиях к чистоте...
-
РАСШИФРОВКА МАРКИ СТАЛИ - Разработка технологического процесса термической обработки детали
Сталь марки 18Х2Н4ВА : хромоникелевая конструкционная легированная сталь с содержанием углерода 0,18%, до 2% хрома, 4 % никеля и 1% ванадия....
-
Хром - очень распространенный легирующий элемент. Он повышает точку А3 и понижают точку А4 (замыкает область г-железа). Температура эвтектоидного...
-
Маршрутная технология процесса восстановления деталей - Ремонт токарного станка
Разработка технологического процесса восстановления изношенной детали состоит из следующих этапов: 1) изучение исходных данных. 2) выбор базовых...
-
Технологическая себестоимость - часть себестоимости изделия, определяемая суммой затрат на осуществление технологических процессов изготовления изделия....
-
В условиях массового производства повышение производительности труда достигается автоматизацией технологических процессов, внедрением в производство...
-
Для обработки деталей и узлов пальто используется высокопроизводительное оборудование, значительную часть которого составляют швейные машины в заданном...
-
Определение погрешностей - Точность механической обработки деталей машин
Определение погрешностей обработки методом математической статистики В процессе изготовления деталей машин качество их изготовления зависит от...
-
Режимы обработки - Разработка проекта швейного цеха по изготовлению женского легкого платья
В процессе выполнения курсовой работы были рассмотрены методы обработки изготовления женского легкого платья из синтетической ткани; основные свойства...
-
015 операция. Токарная. Для данного вида обработки выбираем токарно-винторезный патронно-центровой станок с ЧПУ модели 16К20Ф3. Токарно-винторезный...
Прокат (из прутка)., Разработать маршрут обработки поверхности. - Разработка маршрута обработки поверхности деталей