Расчет протяжки для обработки шпоночного паза - Металлорежущий инструмент
Исходные данные для расчета протяжки.
Материал изделия - сталь 60; уВ = 800 Н/мм2, L = 65 мм.
Эскиз обрабатываемого паза (рисунок 1).
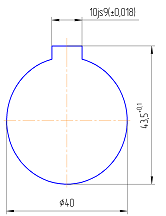
Рисунок 1 Эскиз обрабатываемого паза
Материал протяжки выбираем Р9К5 (быстрорежущая сталь).
Хвостовик протяжки.
Выбираем хвостовик протяжки (Тип 2) и принимаем размеры хвостовика по ГОСТ 4043 - 70 (см. таблицу 1).
Таблица 1
Размеры хвостовика протяжки
|
Тип |
Размеры хвостовика, мм |
Площадь опасного сечения FX, мм2 | ||||||||
|
B |
L1 |
B1 |
H1 |
L2 |
L3 |
Длина зажима L4 |
B3 |
R | ||
|
2 |
10 |
14 |
15 |
22 |
20 |
16 |
180 |
10 |
0,8 |
220 |
Суммарный подъем протяжки находим по формуле:

, (1)
Где tMax - наибольшее расстояние от края отверстия до дна канавки, 43,5 мм;
D - диаметр отверстия (наименьший размер), 40 мм;
F0 - величина стрелки. [8, с. 101].
Д = 43,5 - 40 + 0,63 = 4,13 мм
Величина f0, мм определяется по формуле:

, (2)

FO == 0,63мм
Ширину зубчатой части находим по формуле:
ВN = вMax - В, (3)
Где В - остаточная деформация паза по ширине, принимается от 0 до 0,01 мм (устанавливается при протягивании первых деталей).
ВN = 10,018 - 0,01 = 10,008мм
Подача на зуб для режущих зубьев SZ = 0,08 мм [8, с. 102].
Шаг зубьев t, мм определяем по формуле:
T = m, (4)
T = 1,5 = 12,09 мм
Где m ?1,5 [8, с. 85].
Принимаем стандартное значение t = 13 мм [6, с. 253].
Наибольшее количество одновременно работающих зубьев находим по формуле:

, (5)

Примем ZI = 5.
Профиль стружечной канавки принимается с размерами по таблице 71 [6, с. 253]. На шпоночных протяжках обычно делают стружечные канавки с прямолинейной спинкой. [8, с. 96].
Размеры канавок t = 13 мм; h = 5 мм; b = 4 мм; r = 2,5 мм.
Передний и задний углы зубьев протяжки выбираются по [8, с. 97].
Передний угол принимаем г = 10, задний угол = 3.
Коэффициент заполнения впадины находим по формуле:
К = FA / L - SZ, (6)
Где FA - активная площадь сечения стружечной канавки, мм2
Величина К не должна быть меньше значений КMin, при SZ - свыше 0,07 до 0,1, КMin = 3.
К = 19,6 / 65 - 0,08 = 0,024
Высоту режущего выступа находим по формуле:
H0 = 1,25 h0, (7)
Где h0 - глубина стружечной канавки, 5 мм
H0 = 1,25 - 5 = 6,25 мм
Силу протягивания находим по формуле:
Р = СР - SZX - b - ZI - KГ - KC - KU, (8)
Где КГ - коэффициент, учитывающий передний угол;
КС - коэффициент, учитывающий применение СОЖ (10%-ая эмульсия);
КU - коэффициент, учитывающий степень затупления протяжки;
Р = 202 - 0,080,85 - 10 - 5 - 0,85 - 1 - 1 = 1003,15 кгс
Р = 9,81 - 1003,15 = 9840 Н.
Высота сечения по первому зубу протяжки Н1, мм определяется из условия прочности протяжки при растяжении по формуле:

, (9)
Где [У] - допускаемое напряжение рабочей части протяжки, Н/мм2

мм
Принимаем Н1 = 22 мм.
Высота по последнему режущему зубу находим по формуле:
НП = Н1 + УДh, (10)
НП = 22 + 4,13 = 26,13 мм
Количество режущих зубьев находим по формуле:
ZP = УДh / SZ + (2...1), (11)
ZP = (4,13 / 0,08) + 1 = 53
Длина режущей части находим по формуле:
LP = t - ZP, (12)
LP = 13 - 53 = 689 мм
Профиль стружкоразделительной канавки принимаем угловой с углом щ = 60є и размерами, принятыми по [8, стр. 103]
SK = 0,8 мм; hK = 0,5 мм; rK = 0,2 мм
С целью уменьшения трения на боковых поверхностях зубьев на всех зубьях делаются поднутрение под углом ц1 = 1є. Поднутрение начинается не от самой вершины, а на расстоянии f = 0,7 ч 1 мм.
Принимаем f = 0,7 мм.
Напряжение растяжения в материале хвостовика протяжки находим по формуле:

, (13)
Где у должно быть меньше [у].

= 44,72 Н/мм2
У = 44,72 Н/мм2 < [у] = 350 Н/мм2.
Высота калибрующих зубьев равна высоте последнего режущего зуба
НК = НП, (14)
Принимаем НК = 26,13 мм.
Количество калибрующих зубьев принимаем равное ZK = 4.
Шаг калибрующих зубьев tK принимается равным шагу режущих зубьев
TK = t = 13 мм
Длину калибрующей части находим по формуле:
LK = tK - ZK + (5 ч 10), (15)
LK = 13 - 4 + (5 ч 10) = 57 62 мм.
Примем длину калибрующей части 62 мм;
Прямая ленточка на вершинах калибрующих зубьев fK = 0,2 мм.
Общая длина гладких частей протяжки принимается определяется по формуле:
L1 = l4 + lC + lA + lЗ + lБ + lВ + lЧ, (16)
Где l4 - длина зажима хвостовика, мм;
L3 - длина входа патрона в отверстие станка, мм;
LС - толщина опорной плиты (стола) станка, мм;
LA - длина выступающей части опорного кольца, мм;
LБ - длина выступающей части фланца направляющей оправки, мм;
LВ - длина посадочной части оправки, мм;
LЧ - длина, необходимая для беспрепятственного насаживания изделия в том случае, когда работа ведется без отключения протяжки от станка после каждого рабочего хода, мм.
L1 = 180 + 40 + 30 + 0 + 15 + 70 + 70 = 405 мм
Общую длину протяжки находим по формуле:
LП = l1 + lP + lK + 15, (17)
LП = 405 + 689 + 62 + 15 =1171 мм
Глубину паза в направляющей оправке находим по формуле:
H = H1 + f0, (18)
H = 22 + 0,63 = 22,63 мм
Толщина тела направляющей оправки проверяется на прочность по условию

, (19)

Похожие статьи
-
Расчет долбяка для нарезания косозубых колес - Металлорежущий инструмент
Рассчитать и сконструировать долбяк для нарезания косозубых колес: угол зацепления = 20, модуль нарезаемого колеса m = 2,5мм число зубьев нарезаемого...
-
Выбор оборудования Выбираю вертикально сверлильный станок модели 2Н135. Станок предназначен для сверления, рассверливания, зенкерования, развертывания...
-
Расчет круглого фасонного резца с радиальной подачей - Металлорежущий инструмент
Исходные данные для расчета: Рассчитать круглый фасонный резец с радиальной подачей для обработки детали по эскизу (рисунок 1.1). Материал детали - сталь...
-
Затраты по рабочим инструментам определяются по формуле: , (4.8) Где - коэффициент, учитывающий затраты на переточку инструмента (примем равным 1,4); -...
-
Применяемые в современном машиностроении протяжки разделяют по назначению на две большие группы: внутренние протяжки, используемые для обработки...
-
Выбор приспособлений и инструментов Призма опорная ГОСТ 12195 - 88 Патрон трехкулачковый 7100 - 0002 150 ГОСТ 2675 - 80 Резец проходной 2100 - 0571 2012...
-
Шаньга Сибирская ГОСТ 24557-89 и Сдоба Сибирская ГОСТ 24557-89 Количество дежей, необходимых для обеспечения часовой производительности печи, находим по...
-
Определяем трудозатраты для механической части для провидения капитального ремонта , чел/час Где RМ - категория сложности механической части, RМ = 0,5 р....
-
Рис. 7. Сборная протяжка В настоящий момент все больше конструкции протяжек делают сборными Рис. 7. К держателя прикрепляются сменные пластины. Пластины...
-
Тепловой расчет туннельного сушила - Тепловой расчет туннельной сушилки для плитки для пола
Расход сухого воздуха при теоретическом процессе сушки определяется по формуле: = , кг сух. возд/ч; (2.8) = = 26555 кг сух. возд/ч При начальной...
-
Марка оборудования для автоматической сварки под слоем флюса ESAB. Для внедрения новой технологии необходимо приобрести или изготовить новое оборудование...
-
Принимаем среднее значение тепловой проводимости загрязнений стенок со стороны конденсирующегося водяного пара, со стороны кубового остатка (почти чистый...
-
Далее производим расчет поверхности всех теплообменников ректификационной установки. Приводим пример полного расчета поверхности кубового испарителя для...
-
Принимаем следующие размеры ситчатой тарелки: диаметр отверстий d=4мм, высота сливной перегородки hn=40мм. Суммарная площадь отверстий - свободное...
-
Расчет припусков на обработку - Проектирование и расчет вала-шестерни
Исходные данные: ; Ra - 1,6; сталь 40Х. Наименование детали: "Вал-шестерня ". Масса заготовки: 94 кг; Заготовка: Поковка. Поверхность: Наружная. Вид...
-
Расчет силы зажима будем производить по осевой силе Ро=322 кГс так как она наибольшая. К - коэффициент запаса. К = 2,5 Ро К - Fтр = 0 Fтр = Wf F -...
-
Выбор посадок для шпоночного соединения - Расчет, выбор и обоснование посадок соединений
Для шпоночного соединения (ступица зубчатого колеса - вал), исходя из его назначения и вида, обосновать выбор посадок, определить предельные отклонения,...
-
Введение - Характеристика и классификация протяжек для обработки не круглых отверстий
Протяжки предназначены для обработки внутренних и наружных поверхностей любой конфигурации с точностью по 7--9-му квалитету и шероховатостью поверхностей...
-
По общности технологического метода обработки различают станки: токарные, фрезерные, сверлильные и др. По назначению различают станки:...
-
В дефлегматоре конденсируется вода с небольшим количеством метанола. Температура конденсации пара дистиллятора = 65 0С. Температуру воды на входе в...
-
Расчетный бактерицидный поток определяется по формуле 121 [10] Где - коэффициент поглощения облучаемой воды в см-1, равный для обработанной воды...
-
Эжекторные материалы наклеиваются вокруг режущих ножей. Эжекторный материал выполняет в процессе штанцевания следующие функции: - выравнивание листа...
-
Расчет вентиляции - Сварка вертикальных швов стенки резервуара для хранения нефтепродуктов
Зонты служат для улавливания вредных веществ с тепловыделениями, создающими устойчивый восходящий поток. Зонты делаются открытыми со всех сторон и...
-
Объем трубопровода на каждом участке определяется по формуле (7) м3 м3 м3 м3 м3 м3 м3 м3 м3 м3 м3 м3 м3 Найдем суммарный объем м3 Определим вес...
-
Расчет гидравлического сопротивления колонны - Абсорбер для очистки газов от диоксида углерода
Гидравлическое сопротивление обуславливает энергетические затраты на транспортировку газового потока через абсорбер [6, с.201]. Для тарельчатых колонн...
-
Расчет абсорбционной колонны, Материальный баланс - Абсорбер для очистки газов от диоксида углерода
Материальный баланс Мольная масса газовой смеси: Плотность газовой смеси, поступающей в абсорбер: Начальные относительные массовые составы газовой и...
-
Для хранения готовых изделий используются контейнера марки ХКЛ-18 с восемнадцатью лотками размером 740*620*83 Количество потребных контейнеров Nв, шт,...
-
Расчет оборудования для приготовления теста - Методика приготовления хлебобулочных изделий
Количество замесов для часовой производительности печи Д4, шт, определяем по формуле: Дч= (2.27) Мч= (2.28) Где Gт-количество муки загружаемое на 100л...
-
Составление расчетной схемы и исходного уравнения для расчета зажимного усилия Силовой расчет станочных приспособлений можно разбить на следующие этапы:...
-
Все расчеты в случае большого количества деталей или сборочных единиц, входящих в изделие, ведутся по приведенной программе. В каждую КТГ входят те...
-
В приспособлении используется пневмоцилиндр двустороннего действия. Пневмоцилиндр должен обеспечить необходимую исходную силу. Диаметр пневмоцилиндра...
-
В холодильнике происходит охлаждение дистиллята до температуры конденсации до 300С. 82,50С 300С 380С 180С Количество тепла, отнимаемого охлаждающей водой...
-
В дефлегматоре конденсируется бутиловый спирт с небольшим количеством этанола. Температура конденсации паров дистиллята tD=82,50С Температуру воды на...
-
Расчет необходимо вести по самому неблагоприятному фактору. Во время зенкерования, сила резания воспринимается опорной поверхностью пальца, а потом...
-
В соответствии с рассчитанным выше диаметром колонны по приложениям (стр.220-221 [2]) подбираем стандартную колонну и тарелки. Принимаем к установке...
-
При расчете бункерного накопителя-стабилизатора определяют вместимость бункера и необходимое число бункеров. Вместимость каждого бункера...
-
Проверочный расчет шпоночных соединений - Расчет редуктора электродвигателя
Назначаем призматические шпонки со скругленными торцами по ГОСТ 23360-78. Проведем расчет на смятие шпонок. Материал шпонок - сталь 45 нормализованная....
-
Коэффициенты загрузки и использования оборудования определяются отдельно для каждой операции технологического процесса и по линии в ц Елом. Коэффициент...
-
Находим объемную скорость горячего и холодного теплоносителей: (м3/с) Где V1,V2 - объемная скорость горячего и холодного теплоносителя. 11. Рассчитываем...
-
Рис. 3 (Эскиз обработки) Выбираю цельный короткий зенкер с коническим хвостовиком из быстрорежущей стали Р18. D = 24,8 ; L = 180 ; Lo = 90. ГОСТ 12489-89...
Расчет протяжки для обработки шпоночного паза - Металлорежущий инструмент