Сборная протяжка, Заключение - Характеристика и классификация протяжек для обработки не круглых отверстий
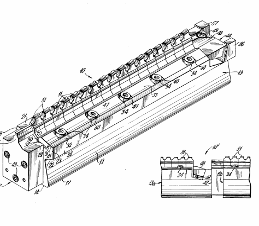
Рис. 7. Сборная протяжка
В настоящий момент все больше конструкции протяжек делают сборными Рис. 7. К держателя прикрепляются сменные пластины. Пластины в основном выполняются из твердого сплава.
Целью настоящего изобретения является новая и усовершенствованная система протяжки для протягивания пазов в турбинах.
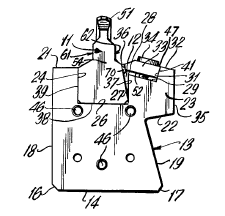
Рис. 8. Вид сборки
Протяжка многозубый износостойкость деформирующий
Пластины протяжки вставляются в паз держателя, и с помощью бокового зажима и болта жестко фиксируются.
Заключение
В ходе работы, мной были изучены методы поиска патентов в отечественной и иностранных базах. Был произведен подбор коньюктурной документации по теме.
Проанализировав всю полученную информацию, стало известно, что в настоящий момент в области процесса протягивания ведется мало исследований. Перспективным направлением в улучшении процесса протягивания является нанесение тонких износостойких покрытий. Но у покрытий есть недостаток, увеличение радиуса режущей кромки, что приводит к ухудшению качества протягивания. Так же в настоящее время ведутся разработки в области сборных протяжек, для их удешевления, и простоты ремонта.
Похожие статьи
-
Применяемые в современном машиностроении протяжки разделяют по назначению на две большие группы: внутренние протяжки, используемые для обработки...
-
Введение - Характеристика и классификация протяжек для обработки не круглых отверстий
Протяжки предназначены для обработки внутренних и наружных поверхностей любой конфигурации с точностью по 7--9-му квалитету и шероховатостью поверхностей...
-
Расчет силы зажима будем производить по осевой силе Ро=322 кГс так как она наибольшая. К - коэффициент запаса. К = 2,5 Ро К - Fтр = 0 Fтр = Wf F -...
-
По общности технологического метода обработки различают станки: токарные, фрезерные, сверлильные и др. По назначению различают станки:...
-
Кратность циркуляции охлаждающей воды в конденсаторе Где СР удельная теплоемкость воды СР = 4.19 кДж/кг - К ? T Нагрев охлаждающей воды в...
-
Назначение конструкции детали Данная деталь относится к деталям типа "кронштейн", изготовленная из стали 35 ГОСТ 1050-89, предназначенная для...
-
Выбор оборудования Выбираю вертикально сверлильный станок модели 2Н135. Станок предназначен для сверления, рассверливания, зенкерования, развертывания...
-
Экономическая эффективность спроектированного приспособления С - себестоимость обработки детали на операцию без применения приспособления. 1 - заработная...
-
Введение - Проект приспособления для обработки отверстия у детали "кронштейн"
Машиностроение - важнейшая отрасль в развитии народного хозяйства, так как все отрасли зависят от машиностроения. Большое значение для народного...
-
У - для сварки углеродистых сталей Д - с толстым покрытием Е - международное обозначение плавящегося покрытого электрода 51 - предел прочности на...
-
Производственная система SIPA PPS 48 для производства ПЭТ преформ состоит из следующих комплектующих: Машина SIPA с пресс формой производства фирмы SIPA...
-
Для анализа качества переходных процессов в системах автоматического регулирования с ПИ - и ПИД - регуляторами представим показатели этих процессов в...
-
В ходе работы над проектированием холодильной установки для хранения охлажденной мясной продукции в г. Екатеринбург выполнены основные поставленные...
-
Выбор установочных приспособлений Деталь устанавливается на широкую опорную поверхность, предварительно обработанную, поэтому для установки детали на...
-
На операцию 010, обработка отверстия 25+0,021 (Н7) Технологический процесс обработки: 1) Сверлить 23,7+0,25 (Н12) - Тм1 = 0,83 мин. 2) Зенкеровать...
-
Рис. 3 (Эскиз обработки) Выбираю цельный короткий зенкер с коническим хвостовиком из быстрорежущей стали Р18. D = 24,8 ; L = 180 ; Lo = 90. ГОСТ 12489-89...
-
Таблица 7. Технологическая последовательность пошива трикотажного изделия № п/п Наименование технологически неделимой операции Схема операции (рисунок)...
-
В ходе выполнения курсового проекта были найдены 12 альтернативных вариантов производственной структуры поточной линии и рассчитаны их основные...
-
Грузоподъемность не более Наибольшая погрешность позиционирования не более 20 кг ±10 мм. Наибольшие перемещения по степени подвижности не более: - по...
-
Выше отмечалось, что класс нераспыляемых газопоглотителей отличается большим разнообразием. В связи с этим представляется целесообразным провести их...
-
В курсовом проекте на тему посчитать и подобрать нормализованный теплообменник для охлаждения хлороформа. Выполнен технологический и утонченный расчет...
-
Основы теории термической обработки Термической обработкой называют технологические процессы, состоящие из нагрева и охлаждения металлических изделий с...
-
Классификация подсолнечного масла Подсолнечное масло имеет характерный приятный аромат и вкус. В зависимости от уровня очистки все масло разделяется на...
-
Введение - Исследование характеристик привода автоматического манипулятора для перемещения деталей
Зубчатый передача манипулятор Наиболее важной составляющей производства являются промышленные роботы и манипуляторы - универсальное средство комплексной...
-
Процесс производства четыреххлористого титана состоит из пяти основных переделов: подготовки сырья, хлорирования, конденсации продуктов хлорирования,...
-
Под термином "хлорирование" подразумевают обычно процесс, в котором хлор в том или ином виде взаимодействует с окислами элементов или другими их...
-
В настоящее время разработаны различные технологии комплексной переработки шламов (пылей); часть из них реализована в промышленном масштабе за рубежом. У...
-
Классификация электродов - Характеристика процесса сварки
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и для наплавочных работ)...
-
Заключение, Литература - Абсорбер для очистки газов от диоксида углерода
1. Для очистки газа от диоксида углерода требуется абсорбер со следующими характеристиками: внутренний диаметр D=2,6 м; высота абсорбера Н=8,3 м,...
-
Кантувач Призначений для полегшення піднімання пральних машин при розбиранні і ремонті. Він представляє собою механізм, основними вузлами якого є...
-
Рис. 3.3. Схема замещения фазы асинхронного двигателя Полное сопротивление разветвления: Z R '( S ) = R R '( S ) + j* X R '( S ). Полное сопротивление...
-
Общая характеристика размерной обработки - Технологические возможности способов резания
Механическая обработка поверхностей заготовок является одной из основных завершающих стадий изготовления деталей машин. Одна из актуальных задач...
-
Сопротивление якоря горячее. Ом, Где ф= 75°С - перегрев обмоток двигателя относительно начальной температуры (15°С). Коэффициент полезного действия при...
-
В соответствии с "Руководством Фраскати" (документ принят ОЭСР в 1993 г. в итальянском городе Фраскати) и н н овация определяется как конечный результат...
-
Заключение, Библиографический список - Приспособление для зенкерования детали "Корпус"
В ходе курсовой работы спроектировано приспособление для зенкерования отверстия на вертикально-сверлильном станке с заданной точностью. Выполнены...
-
Характеристика и классификация сварочных материалов. Технологический процесс ручной дуговой сварки
1. Сварочные материалы Сварочная проволока. Для заполнения шва в зону дуги вводят присадочный металл в виде прутка или проволоки, при ручной дуговой...
-
В данной работе была рассмотрена и спроектирована система электропривода солнечной батареи по крену для малого космического аппарата, включающая в себя...
-
При выполнении данной работы была спроектирована система автоматизированного управления установкой для нейтрализации азотной кислоты аммиаком. Была...
-
В результате проведенного расчета мы определили: Диаметр D = 1400мм и высоту колонны H = 23,5м. Произвели гидравлический и тепловой расчет колонны....
-
Заключение - Разработка технологического процесса изготовления стола для компьютера
Современное производство мебели -- это высокомеханизированная отрасль. Вместе с тем на отдельных стадиях технологического процесса изготовления мебели...
Сборная протяжка, Заключение - Характеристика и классификация протяжек для обработки не круглых отверстий