Наплавка - Упрочнение и восстановление деталей машин
Это такой метод, при котором внешним тепловым источником (газовое пламя, электрическая дуга, плазма, лазерный или электронный луч, и др.) расплавляют наносимый материал и наносят его на подплавленную поверхность основы.
Наплавленные покрытия беспористы, имеют прочность сцепления соизмеримую с прочностью основы, а износостойкость и другие эксплуатационные свойства (коррозионная, эрозионная, кавитационная, жаростойкость и др.) могут быть значительно выше, чем у основы.
Ведущее место для восстановления изношенных поверхностей наплавка занимает благодаря своей универсальности.
В зависимости от степени механизации и автоматизации процесса, вида применяемого источника тепла, характера легирования, вида наплавляемого материала (порошок, проволока, лента, паста), характера защиты покрытия от кислорода, азота, воздуха, вида применяемого тока (постоянный, переменный, импульсный, специальной характеристики), вида электрода (плавящийся, неплавящийся), полярность электрода при постоянном токе (прямая, косвенная), режима (стационарный, нестационарный) различают ряд способов наплавки. Наиболее распространены для восстановления деталей способы дуговой наплавки (под слоем флюса, в среде защитных газов, вибродуговая) и плазменная наплавка (табл. 2.1.) Перед наплавкой очищают и прокаливают для удаления влаги наплавочные материалы, очищают поверхности деталей, при необходимости нагревают их.
Таблица 2.1 Основные показатели способов наплавки
|
Способ |
Толщина слоя, мм |
Производительность, кг/ч |
Прочность соединения, МПа |
|
Дуговая самозащитной проволокой |
0,5...3,5 |
1,0..3,0 |
450 |
|
Дуговая под слоем флюса |
1,0...5,0 |
0,3..3,0 |
550 |
|
Дуговая в среде диоксида углерода |
0,5...3,5 |
1,5...4,5 | |
|
Дуговая в среде аргона |
0,5...2,5 |
0,3...3,6 |
450 |
|
Вибродуговая |
0,5...1,5 |
0,3...1,5 |
400 |
|
Газопламенная |
0,5...3,5 |
0,15...2,0 |
480 |
|
Плазменная(порошковая) |
0,5...5,0 |
1...12 |
490 |
|
Электрошлаковая |
>10 |
До 150 |
500 |
Ручная дуговая наплавка выполняется электродами с толстым покрытием и тогда, когда применение механизированных способов невозможно или нецелесообразно.
Для минимального проплавления основы наплавку ведут при минимально возможных силе тока и напряжении и электрод наклоняют в сторону, обратную направлению наплавки. Наплавку выполняют электродами диаметром 2...6 мм на постоянном токе 80...300 А обратной полярности с производительностью 0,8...3,0 кг/ч. При необходимости при наплавке различных сталей, никеля, меди и их сплавов производят предварительный подогрев наплавляемых деталей до 100...300 °С.
Способ широко распространен в ремонтном производстве Республики Беларусь.
Дуговая наплавка под флюсом, при которой электрическая дуга горит между голым электродом(проволокой) и наплавляемым изделием под слоем 10...40 мм сухого гранулированного флюса с размерами зерен 0,5...3,5 мм (рис. 2.1)
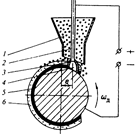
Рисунок 1 - Схема наплавки под слоем флюса
1-бункер с флюсом; 2-электрод; 3-оболочка расплавленного флюса; 4-газопаровой пузырь; 5_наплавленный слой; 6-шлаковая корка; Е-величина смещения электрода с зенита; щд_угловая частота вращения детали
В зону наплавки подают электродную сплошную или порошковую проволоку (ленту) и флюс. К детали и электроду подают постоянный ток обратной полярности. Наплавка плоских поверхностей ведется так называемым сварочно-наплавочным трактором, который перемещается по заданной траектории с заданными параметрами перемещения и подачи наплавочной проволоки. (см. лаб. работу №5)
При наплавке цилиндрических поверхностей электрод смещают с зенита в сторону противоположную вращению примерно на 10% диаметра наплавляемой детали ( см рис. 2.1). Электрод должен составлять угол с нормалью к поверхности 6...8°. Подачу флюса в зону наплавки регулируют открытием шибера. При горении дуги одновременно плавятся электродная проволока, поверхность детали и флюс. Дуга с каплями металла оказывается в объеме газов и паров, ограниченном жидким пузырем из расплавленного флюса. Этот пузырь обволакивает зону наплавки и изолирует ее от кислорода и азота воздуха. Вследствие перемешивания наплавленный под флюсом металл состоит из расплавленного присадочного и переплавленного основного металла.
Флюс, температура плавления которого на 100... 150 °С ниже, чем наплавочного материала, в значительной степени обеспечивает получение качественного покрытия, выполняя целый ряд функций:
- - стабилизирует горение дуги - защищает расплав от воздействия кислорода и азота воздуха - очищает расплав от включений и раскисляет его - легирует покрытие - образует теплоизоляционный слой, замедляющий процесс затвердевания металла наплавки
В состав плавленых флюсов (ГОСТ 9087-81) АН-1...АН-30, АН-348А, ОСЦ-45, ФЦ-9, ФЦЛ-2 входят SiO2, MnO, Al2O3, CaO, MgO, K2O4, Na2O, Fe2O3, CaF2, FeO.
Керамические флюсы дополнительно содержат ферросплавы, CaCO3, легирующие элементы. Легирование проводят чаще всего комбинированно (через флюс и проволоку).
Для автоматической электродуговой наплавки под слоем флюса используют следующее оборудование:
- -источники питания (выпрямители, трансформаторы, преобразователи типа ВДУ-504, ТДФ-1001, ПСГ-500) с пологопадающей или жесткой внешней характеристикой - вращатели (типа УД140, ОКС-11200 и др.) - сварочные тракторы(типа АДФ-1002) и - подвесные головки (типа А-1416)
В мощных автоматах предусмотрены устройства для автоматической уборки нерасплавившегося флюса.
Рекомендуемые режимы для восстановления изношенных стальных цилиндрических деталей (валов, штоков, роликов, катков, колес, шпинделей и т. п.) приведены в таблице 2.2
Таблица 2.2 - Режимы наплавки под слоем флюса цилиндрических деталей.
|
D, мм |
I, А |
U, В |
VH, м/мин |
Vn, м/мин |
E, мм |
S, мм |
H, мм | |
|
Dэ = 1,2...1,6 мм |
Dэ = 2,0...2,5 мм | |||||||
|
50...60 |
120...140 |
140...160 |
26...28 |
16...20 |
77 |
3 |
3,0 |
1,5...2,5 |
|
65...75 |
150...170 |
180...220 |
16...28 |
87 |
4 |
3,5...4,0 | ||
|
80...100 |
180...200 |
230...280 |
28...30 |
16...30 |
104 |
6 |
4,0 |
2,0...3,0 |
|
150...200 |
230...250 |
300...350 |
30...32 |
16...32 |
140 |
12 |
5,0 | |
|
250...300 |
270...300 |
350...380 |
16...35 |
200 |
18 |
6,0 |
Условные обозначения: D - диаметр детали; h - высота слоя; I, U - напряжение и сила тока; VH - скорость наплавки, м/мин; Vn - скорость подачи электродного материала, м/мин; e - смещение электрода с зенита, мм; dэ - диаметр и вылет электрода, мм.
Преимуществами автоматической электродуговой наплавки под слоем флюса являются:
- -повышенная в 6...8 раз по сравнению с ручной электродуговой наплавкой производительность труда при меньших в 2 раза энергозатратах -повышенное качество наплавленного металла благодаря легированию и рациональной организации тепловых процессов -возможность наплавки покрытий более 2 мм толщиной -меньший угар, потери на разбрызгивание и расход присадочного материала -лучшие условия труда и экологичность
Разновидностями наплавки под слоем флюса являются многоэлектродная наплавка, наплавка лежачим электродом, наплавка по слою порошка.
Весьма эффективными при этом способе является использование порошковых проволок, лент, шнуровых материалов.
Технологии наплавки под флюсом широко применяют на ряде передовых предприятий Беларуси, в технических университетах (БНТУ, БРУ), институтах НАН Беларуси.
Электрошлаковая наплавка (ЭШН) отличается тем, что на нагретой поверхности детали образуется ванна расплавленного флюса, в которую введен электрод, а к детали и электроду приложено напряжение (рис. 2.2). Процесс наплавки начинают на технологической пластине, которую затем после начала затвердевания покрытия удаляют. В ванну помещают флюс и электрод. Зажигают дугу между электродом и технологической пластиной. Флюс расплавляется, образуя жидкую ванну, при соприкосновении электрода с которой дуга гаснет. Ток, проходя через жидкий шлак выделяет тепло, достаточное для плавления шлака и электродного металла(температура шлаковой ванны выше чем температура плавления присадочного электродного материала). Присадочный материал расплавляется, проходя через шлак, очищается, оседает и формирует между поверхностями водоохлаждаемого кристаллизатора и технологической пластины покрытие.
Для поддержания процесса включают подачу наплавочного материала, открывают дозатор с флюсом, сообщают движение детали. Поскольку обычно толщина слоя наплавки превышает 12...14 мм ЭШН целесообразна для получения биметаллических изделий или восстановления больших партий деталей с износом более 10 мм (опорные катки гусеничных машин, звенья гусениц, работающие в агрессивной среде, инструмент и др.)
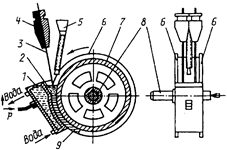
Рисунок 2.2 - Схема электрошлаковой наплавки:
1 _ кристаллизатор; 2 _ шлаковая ванна; 3 _ электрод; 4 _ мундштук; 5 _ дозатор легирующих добавок; 6 _ крупногабаритные диски; 7 _ восстанавливаемая деталь; 8 _ оправка; 9 _ покрытие
Различают ЭШН электродными проволоками, лентами, порошковым присадочным материалом, одно - или многоэлектродную, с плавящимся электродом.
Преимущества ЭШН:
- -максимальная из всех способов наплавки производительность (до 150 кг/г) -в 2-4 раза меньше энерговложение, чем при ручной дуговой наплавке и в 1,5 раза меньше, чем при наплавке под слоем флюса. -минимальный расход флюса и угар легирующих элементов, отсутствие разбрызгивания шлака и наплавочного материала -максимальная чистота по вредным примесям и трещиностойкость
Например, при восстановлении опорных катков тракторов оптимален следующий режим: напряжение тока 36...40В, сила тока 800...900 А, скорость подачи проволоки 3...3,5 м/мин, глубина шлаковой ванны 80 мм, "сухой" вылет электродов 150 мм, количество электродов 2, диаметр проволоки 3 мм, проволока Св08, флюс АН-348А или АН-8, скорость подачи легирующей добавки (сормайта) 50...85 г/мин. Покрытия обеспечивают повышение износостойкости в 1,5...1,9 раза по сравнению с новыми катками.
ЭШН ведут с помощью специальных установок (например, ОКС-7755 ГОСНИТИ), специальных сварочных аппаратов или источников постоянного или переменного тока с жесткой внешней характеристикой.
В БНТУ разработана ресурсосберегающая технология ЭШН отходов легированных сталей, обеспечивающая наилучшее качество и свойства металла на уровне мировых аналогов.
Оборудование для ЭШН и подобные технологии имеются в институтах НАН Беларуси, в том числе в Институте технологии металлов (г. Могилев).
Наплавка в среде защитного газа заключается в том, что в зону электрической дуги подают под давлением защитный газ, в результате чего столб дуги и наплавляемый жидкий металл изолируются от азота воздуха и кислорода.
В качестве защитных используют инертные газы (аргон, гелий, и их смеси), активные газы (диоксид углерода, азот, водород, водяной пар и их смеси) и смеси инертных и активных газов (например, 85% аргона и 15% диоксида углерода). Наибольшее применение для восстановления деталей получила механизированная наплавка в среде диоксида углерода плавящимся электродом. Электродом являются наплавочные проволоки Св08Г2С, Св10Г2С, Св-18ХГСА, Ни-30ХГСА диаметром 0,5...2,0 мм и порошковые проволоки ПП-Р18Т, ПП-Р9Т, ПП-Х2В8Т и другие.
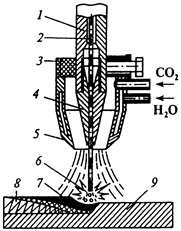
Рисунок 2.3 - Схема наплавки в среде диоксида углерода:
1 - мундштук; 2 - электродная проволока; 3 - горелка; 4 - наконечник; 5 - сопло горелки; 6 - электрическая дуга; 7 - сварочная ванна; 8 - покрытие; 9 - восстанавливаемая деталь
Например, наплавку ответственных деталей с требуемой твердостью 45...55 HRC проводят проволокой Hи-30ХГСФ диаметром 1,2...1,8 мм с последующей термической обработкой поверхностей - закалкой ТВЧ. Режим наплавки следующий напряжение тока 18...22В, сила тока 120...180А, скорость наплавки 25...50 м/ч, шаг наплавки 2,5...8,5 мм/об, вылет электродной проволоки 15...20 мм, скорость подачи проволоки 90...180 м/ч, расход диоксида углерода 10...15 л/мин.
По сравнению с автоматической наплавкой под слоем флюса наплавка в среде защитного газа более производительна (до 1,5 раз по массе и 40% по площади покрытия), дает меньше тепловложения в деталь, однако сопровождается повышением (до 10%) разбрызгиванием металла и открытым светоизлучением
Похожие статьи
-
Введение - Упрочнение и восстановление деталей машин
Как показывает международная практика, для стран с ограниченными природно-сырьевыми и энергетическими ресурсами во многих случаях перспективными,...
-
Технология ремонта деталей машин и оборудования - Эксплуатация и ремонт горных машин и комплексов
Известно, что изношенные поверхности деталей могут быть восстановлены, как правило, несколькими способами. Для обеспечения наилучших экономических...
-
Характеристики методов получения заготовок Вопросы по теме: Производство заготовок литьем. Производство заготовок пластическим деформированием. Получение...
-
Валики удвоителя работают при постоянных статических нагрузках на износ. В связи с этим их изготавливают их высокопрочной и износостойкой стали 50Х....
-
Описание конструктивных особенностей и условий работы ремонтируемой детали Механизм реверса экскаватора ЭО-4112Б предназначен для переключения пути...
-
Системы автоматического управления точностью обработки деталей Обработка заготовок на станках с ПУ обеспечивает высокую степень автоматизации и широкую...
-
Успешное выполнение ремонта в значительной мере зависит от качества разборки. Разборочный процесс принято изображать в виде технологической схемы. При...
-
Особенности механизации и автоматизации сборочных работ Недостаточно высокий уровень механизации и автоматизации сборочных работ в машиностроении...
-
Расчет ведомого вала - Конструирование узлов и деталей машин
Производим расчет для опасного сечения (рис.11) (канавка для выхода шлифовального круга): Где - коэффициент запаса прочности по нормальным напряжениям; -...
-
Маршрутная технология процесса восстановления деталей - Ремонт токарного станка
Разработка технологического процесса восстановления изношенной детали состоит из следующих этапов: 1) изучение исходных данных. 2) выбор базовых...
-
Основными задачами дефектации и сортировки деталей являются: - контроль деталей для определения их технического состояния; - сортировка деталей на три...
-
Выбор и обоснование технологического процесса серебрения Предварительная подготовка поверхности металла перед покрытием необходима для того, чтобы...
-
Расчет валов на выносливость, Расчет ведущего вала - Конструирование узлов и деталей машин
Расчет ведущего вала Производим расчет для опасного сечения (рис.10) (канавка для выхода шлифовального круга): Где - коэффициент запаса прочности по...
-
Единая система допусков и посадок - ЕСДП (ГОСТ 25346-82 и ГОСТ 25347-82) регламентирована стандартами СЭВ и в основном соответствует требованиям...
-
При выборе материала для изготовления деталей необходимо учитывать их свойства, условия работы, характер нагрузок и напряжений. Пальцы: выполняют из...
-
Определение погрешностей - Точность механической обработки деталей машин
Определение погрешностей обработки методом математической статистики В процессе изготовления деталей машин качество их изготовления зависит от...
-
Проверочный расчет тихоходного вала, Проверочный расчет шпоночных соединений - Детали машин
Принимаем материал тихоходного вала сталь 45. Пределы текучести и прочности для стали 45 [1, табл.5]: МПа МПа Определим пределы выносливости стали 40Х...
-
Проверочный расчет быстроходного вала Поскольку принято, что быстроходный вал выполняется в виде вала-шестерни, то материал зубьев цилиндрической...
-
Слой металла, снимаемый с заготовки в процессе механической обработки для получения детали соответствующей чертежу называется припуском на обработку....
-
Физический способ состоит в термическом испарении и конденсации под специальным колпаком в вакууме наносимого вещества или его катодном распылении на...
-
Характеристика обрабатываемых деталей. Обоснование вида и толщины покрытий Серебро широко применяется в гальванотехнике. Серебро - ковкий, пластичный...
-
Смазывание - это нанесение смазочного материала на трущиеся поверхности для уменьшения сопротивления трению и повышению износостойкости трущихся...
-
В условиях массового производства повышение производительности труда достигается автоматизацией технологических процессов, внедрением в производство...
-
Правила техники безопасности - Детали машин
12.1. Перед тем как приступить к какой-либо работе по обслуживанию электропривода, проверяют состояние защитного заземления. В том случае, когда работу...
-
Выбор материала и технология производства заготовок деталей и инструментов
ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ И ИНСТРУМЕНТОВ Цель работы - провести анализ условий работы заданного изделия, выбор...
-
Выбор материала и определение допускаемых напряжений цилиндрических зубчатых колес - Детали машин
Определение допускаемых напряжений. По условию задания на курсовой проект принимаем прямозубую передачу. Материал колеса и шестерни выбираем по [1,...
-
На входной вал редуктора устанавливаем роликовые радиальные подшипники (рис. 8). На выходной вал редуктора устанавливаем шариковые радиальные подшипники...
-
При проектном расчете определяется диаметр выходного конца вала или диаметр под шестерней для промежуточных валов. Расчет ведется на чистое кручение по...
-
С целью понижения габаритов передачи, получения высокой изгибной и контактной выносливости зубьев выбираем для шестерни и колеса материал сталь 45....
-
Введение - Конструирование узлов и деталей машин
Редуктором называется механизм, состоящий из зубчатых или червячных передач, выполненный в виде отдельного органа и служащий для передачи вращения от...
-
Стратегия ускорения социально-экономического развития страны предусматривает всемерную интенсификацию производства на основе научно-технического...
-
Изгиб вала Износ поверхности под подшипник Износ шлицов по ширине Износ резьбы. 005 слесарная 010 токарно-винторезная 015 слесарная 020 наплавочная 025...
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
После мойки детали поступают на контроль и сортировку, где определяется их пригодность для дальнейшего использования или ремонта. Результаты контроля и...
-
Сварка плавлением - Сварочное производство. Сварка плавлением
Дуговая сварка Источником теплоты является электрическая дуга, которая горит между электродом и заготовкой. Сварочной дугой называется мощный...
-
Сталь закалка полигонизация слиток Правильным режимом закалки стали будет заключается в нагреве стали до температуры выше критической (Ас3), в выдержке и...
-
Маршрутная технология процесса изготовления деталей - Ремонт токарного станка
Выбор заготовки: при выборе заготовки для механической обработки заменяемой детали нужно учитывать технические требования, предъявляемые к детали....
-
Определение реакций в опорах быстроходного вала Рис.6.1. Эпюры моментов на быстроходном валу. На быстроходный вал действуют окружная и радиальная силы от...
-
Расчет подшипников ведущего вала Определяем реакции опор валов из уравнений равновесия. Рисунок 8.1 - Расчетная схема ведущего вала Плоскость XZ: : ; . :...
-
Теоретические основы процесса серебрения Серебрение применяется для защитно-декоративных целей (ювелирные изделия, столовые приборы, музыкальные...
Наплавка - Упрочнение и восстановление деталей машин