Анализ трудоемкости изготовления изделий - Функционирование технологических процессов в производстве швейных изделий
Эскиз модели мужского пиджака с сечениями представлен на рисунке
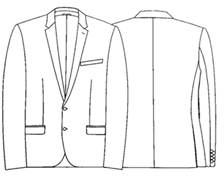
Рисунок 2.2 - Эскиз модели мужского пиджака с сечениями
Методы обработки основных узлов изделия представлены на рис. 2.3- 2.7
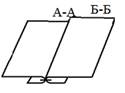
Рисунок 2.3 - Стачивание плечевых швов, боковых и среднего шва спинки
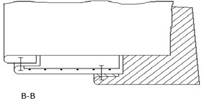


Рисунок 2.4 - Обработка борта
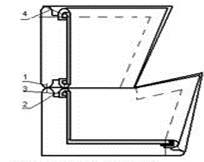
Рисунок 2.5 - Втачивание воротника
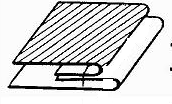
Рисунок 2.6- Притачивание подкладки по низу пиджака
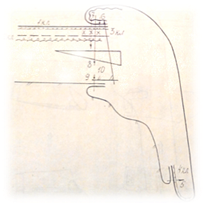
Рисунок 2.7 - Втачивание рукавов
Технологическая последовательность мужского пиджака представлена в таблице.
|
№ П/п |
Наименование неделимой операции |
Специальность |
Разряд |
Норма времени, с |
Оборудование |
|
1 |
Скомплектовать полочки и спинки |
Р |
2 |
8 | |
|
2 |
Стачать боковые срезы |
М |
3 |
74 |
|
|
3 |
Разутюжить и спрессовать боковые швы и средний шов спинки, заутюжить сгиб шлиц |
Пр |
3 |
83 |
BRI-585C101 |
|
4 |
Проверить симметричность полочек. совмещая боковые карманы, проймы, плечевые срезы. Подрезать неровности по нижнему срезу и нити осыпания по срезу борта |
Р |
5 |
62 |
Ножницы |
|
5 |
Наметить по лекалу линию осноровки горловины и лацкана |
Р |
5 |
14 |
Лекало, мел |
|
6 |
Осноровить лацкан и горловину по намелке |
Р |
5 |
22 |
Ножницы |
|
7 |
Наметить линию обтачивания борта и лацкана |
Р |
5 |
60 |
Лекало, ручка |
|
8 |
Поставить рассечки в уступе лацкана полочки |
Р |
2 |
4 |
Ножницы |
|
9 |
Наметить по лекалу на полочках угол настрачивания нижнего воротника |
Р |
5 |
8 |
Лекало, мел |
|
10 |
Наметить линию подгибки низа |
Р |
5 |
20 |
Лекало, мыло |
|
11 |
Стачать плечевые срезы |
М |
3 |
60 |
|
|
12 |
Разутюжить плечевые швы |
У |
3 |
22 |
Macpi104.12-A108 |
|
13 |
Подобрать подборта с притачанной подкладкой по номеру с изделием |
Р |
2 |
16 | |
|
14 |
Прикрепить подборт к борту полочки скрепками до низа |
См |
4 |
140 |
Пневматический степлер "Anker-PLITEX 33 LF" |
|
15 |
Обтачать полочку подбортом |
См |
5 |
180 |
275кл "DURKOPP-ADLER" (Германия) |
|
16 |
Подрезать припуски шва обтачивания борта по низу борта и уступу лацкана |
Р |
2 |
20 |
Ножницы |
|
17 |
Удалить скрепки временного соединения подбортов с полочками |
Р |
2 |
42 |
Спецприспособление |
|
18 |
Разутюжить швы обтачивания бортов |
У |
3 |
65 |
BRI-130/101 |
|
19 |
Проложить клеевую паутинку по шву обтачивания борта |
У |
3 |
37 |
BRI-130/101 |
|
20 |
Подобрать воротники, удалить номер с верхнего воротника |
Р |
2 |
4 | |
|
21 |
Стачать раскепы, втачать нижний воротник в горловину |
М |
5 |
103 |
|
|
22 |
Высечь припуск воротника в уступе лацкана |
Р |
2 |
15 |
Ножницы |
|
23 |
Поставить рассечки на подбортах в уступе лацкана |
Р |
2 |
16 |
Ножницы |
|
24 |
Рассечь горловину полочки на участке втачивания уступа фильца |
Р |
2 |
8 |
Ножницы |
|
25 |
Вывернуть углы воротника |
Р |
2 |
15 | |
|
26 |
Проверить симметричность и длину концов воротника и уступов лацкана |
Р |
3 |
15 | |
|
27 |
Настрочить фильц на горловину полочки и спинки |
См |
4 |
70 |
937кл. "PFAFF" (Германия) |
|
28 |
Разутюжить швы раскепов |
У |
4 |
35 |
Macpi104.12-A108 |
|
29 |
Разутюжить шов втачивания уступа фильца в горловину |
У |
4 |
21 |
Macpi104.12-A108 |
|
30 |
Проверить качество втачивания воротника |
Р |
4 |
9 | |
|
31 |
Вывернуть и выправить углы бортов и лацканов |
Р |
2 |
15 |
Спецколышек |
|
32 |
Выправить и приутюжить кант борта и лацкана |
У |
4 |
80 |
Macpi104.12-A108 |
|
33 |
Заутюжить низ по намеченной линии |
У |
4 |
42 |
Macpi104.12-A108 |
|
34 |
Проверить длину бортов, уступов лацкана, раствор воротника |
Р |
4 |
10 | |
|
35 |
Притачать недотачанный участок подкладки полочки к подборту. Притачать подкладку спинки по горловине к стойке верхнего воротника |
М |
4 |
52 |
|
|
36 |
Вывернуть пиджак на лицевую сторону |
Р |
2 |
10 | |
|
37 |
Скрепить пиджак по шву притачивания подкладки от перегиба до перегиба лацкана временной строчкой |
См |
4 |
40 |
"МAIER" 63 класс |
|
38 |
Прикрепить припуск шва притачивания подкладки к бортовой прокладке |
См |
3 |
32 |
"МAIER"-230 класс |
|
39 |
Притачать подкладку по низу изделия |
М |
3 |
40 |
|
|
40 |
Прикрепить подкладку полочки к припуску на подгибку низа закрепкой в строчку |
М |
3 |
27 |
|
|
41 |
Удалить нить наметывания воротника |
Р |
2 |
7 | |
|
42 |
Поставить скрепки по стойке воротника |
М |
3 |
20 |
|
|
43 |
Закрепить бортовую прокладку по верхнему участку проймы |
См |
6 |
36 |
335кл "PFAFF" (Германия) |
|
44 |
Удалить талон с номером с нижней части рукава |
Р |
2 |
7 | |
|
45 |
Подобрать рукава, втачать рукава в проймы |
М |
6 |
122 |
335кл "PFAFF" (Германия) |
|
46 |
Проверить качество втачивания рукавов |
Р |
6 |
55 | |
|
47 |
Спрессовать пройму изделия после втачивания рукава |
Пр |
4 |
77 |
BRI-2065/201 |
|
48 |
Притачать плечевую накладку к припуску шва втачивания рукава |
См |
5 |
86 |
|
|
49 |
Вывернуть рукава на изнаночную сторону подкладкой вверх |
Р |
2 |
10 | |
|
50 |
Вывернуть подкладку рукавов на изнаночную сторону через отверстие в рукаве |
Р |
2 |
10 | |
|
51 |
Втачать подкладку рукавов в проймы подкладки, подкладывая долевик над плечевым швом |
М |
4 |
142 |
|
|
52 |
Прикрепить подкладку в нижней части проймы полочки, по пройме бочка и пройме спинки до плечевой накладки |
М |
4 |
63 |
|
|
53 |
Вывернуть подкладку рукавов на лицевую сторону |
Р |
2 |
10 | |
|
54 |
Застрочить отверстие в переднем шве подкладки |
М |
2 |
39 |
|
|
55 |
Вывернуть рукава на лицевую сторону |
Р |
2 |
10 |
На основе технологической последовательности обработки изделия в курсовом проекте представлена графическая сборка изделия с выделением основных этапов изготовления.
Характеристика швейного оборудования для ниточных соединений деталей швейного изделия представлены в таблице.
Характеристика швейного оборудования для ниточных соединений деталей швейного изделия
|
Класс оборудования |
Максимальная частота вращения главного вала, об/мин |
Тип стежка |
Толщина сшиваемых материалов, мм |
Длина стежка, мм |
Дополнительные данные |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
5000 об/мин |
301 |
5 |
4 |
- |
|
CМК-230-12-К/E "МAIER" |
3000 стмин |
103 |
- |
3-8 |
Система игл 251EU, диаметр маховика 63 мм. |
|
3.3937 кл. "PFAFF" (Германия) |
6000 об/мин |
304 |
3 |
4,5-10 |
Макс. ширина зигзага: 10,0 мм |
|
335кл "PFAFF" (Германия) |
2800ст/мин |
301 |
14 |
6 |
Макс. подъем верхнего транспорт.: 7,0 мм |
|
275кл "DURKOPP-ADLER" (Германия) |
5000 об/мин |
301 |
5 |
4 |
Регулировка верхней посадки на пульте управления. |
|
1500обмин |
301 |
18 |
6 |
Позиционирующий привод постоянного тока (DC1550/DA321G минидвигатель), 1 х 230В 50/60 |
Характеристика средств малой механизации представлена в таблице.
Характеристика средств малой механизации
|
Марка, название средства малой механизации |
Наименование операции |
Класс машины |
|
1 |
2 |
3 |
|
Линейка ограничительная механическая G-7 |
Стачивание среднего шва спинки; отрезного бочка; передних, локтевых швов рукава; боковых, плечевых на подкладке. Притачивание подкладки по низу рукава, к подбортам. |
272 кл. |
Выбор оборудования производится с учетом свойств обрабатываемых материалов, эффективности и качества обработки изделия. Производство высококачественных изделий возможно на высокопроизводительном технологическом оборудовании и полуавтоматах, оснащенных микропроцессорными системами управления, обеспечивающем хорошее качество обработки узлов и изделия в целом. Качество и внешний вид изделия зависит от качества выполненных машинных строчек и швов (ГОСТ 12807-2003), и правильного выбора параметров влажно-тепловой обработки, поэтому выбору режимов обработки применяемых при изготовлении изделия уделяется особое внимание. Влажно-тепловая обработка (ВТО) наряду с ниточной и клеевой технологиями является важнейшим технологическим процессом при изготовлении одежды. Использование прокладочных материалов предотвращает деформацию одежды, позволяя сохранить ее форму в процессе носки, а также при стирке и химической чистке. Средства малой механизации и лапки для швейных машин, в частности, позволяет значительно ускорить процесс производства швейных изделий, упрощает ручной труд, а также повышает качество и количество выпускаемой производимой продукции.
Результатом выбора методов обработки и оборудования является представление в графическом изображении методов обработки.
Похожие статьи
-
Выбор методов обработки и оборудования При разработке методов обработки мужского пиджака используется нормативно-техническая документация. Техническая...
-
Введение - Функционирование технологических процессов в производстве швейных изделий
Главная задача швейной промышленности это удовлетворение растущих потребностей людей в одежде высокого качества и разнообразного ассортимента. Расширение...
-
Разработка технологической последовательности - Швейный поток по изготовлению женской блузки
На основании выбранных методов обработки и оборудования и замены оборудования составляем технологическую последовательность обработки изделия для...
-
Описание внешнего вида модели блузы Женская блузка из хлопчатобумажной ткани для повседневной носки прямого силуэта. Спинка цельная. Полочка составная с...
-
В курсовом проекте было выбрано здание с габаритами площадью производственных помещений 24 х 42, сеткой колонн 6х6. Пошивочный цех занимает площадь...
-
После анализа методов обработки и оборудования составляется технологическая последовательность обработки изделия с технически обоснованными нормами...
-
Для изготовления изделия из трикотажного полотна необходимо соблюдать ряд правил, учитывающих свойства этого материала. Учитывая факторы кроя изделия и...
-
Показатели физико-механических и технологических свойств материалов Наименование и артикул ткани, ГОСТ, ОСТ или ТУ на материал Стандартные нормы...
-
Деталь от заготовки до полного изготовления проходит сложный технологический маршрут по цехам предприятия рисунок 4. Технологический процесс производства...
-
Так как размерный анализ имеет большую трудоемкость выполнения, то применять его целесообразно при методе достижения точности с помощью настроенного...
-
Обоснование технологического маршрута изготовления детали. План изготовления детали Задача раздела - разработать оптимальный технологический маршрут, т....
-
Так как деталь средних размеров, то применение методов пластического деформирования (штамповки, ковки и так далее) не снизит количества механической...
-
Сырье для экструзии профилей. - Технологические процессы производства изделий из поливинилхлорида
Исходное сырье ПВХ получают в виде мелкого белого порошка. Для того, чтобы его переработать в изделие с определенными эксплуатационными качествами, по...
-
Конструктивно - технологическая характеристика модели изделия Мной представлена модель девичьих туфель - лодочек на низком каблуке клеевого метода...
-
Разработка технологического процесса изготовления женского демисезонного пальто
Экономическая оценка проектируемой технологии производится путем расчета показателей экономической эффективности по формулам: РПТ= (6.1) СЗВ= (6.2) Где...
-
Выбор методов обработки оборудования - Швейный поток по изготовлению женской блузки
Выбор методов обработки и оборудования является одним из главных разделов при проектировании потоков, так как при этом закладываются самые передовые и...
-
В данной курсовой работе будут рассмотрены технологические процессы производства изделий из поливинилхлорида. Поливинилхлорид -- один из наиболее...
-
Ротационное литье - Технологические процессы производства изделий из поливинилхлорида
Полые изделия получают в процессе, называемом "ротационное литье". Компаунд термопластического материала в виде мелкого порошка помещают в полую форму....
-
В процессе формования компаунд в виде порошка, чешуек или гранул помещают в пресс-форму и подвергают воздействию температуры и давления, в результате...
-
Тот факт, что ПВХ используют и самых различных формах, таких, как стержни, трубы, листы, пенопласты, а также как прессованные изделия, подразумевает...
-
Формование листовых термопластов является чрезвычайно важным процессом для производства трехмерных изделий из поливинилхлорида. Схема этого процесса...
-
Армирование. - Технологические процессы производства изделий из поливинилхлорида
При армировании пластической матрицы высокопрочным волокном получают системы, называемые "армированные волокном пластики" (АВП). АВП обладают весьма...
-
Технологический процесс изготовления бочки:, Пиленая клепка. - Изготовление бондарских изделий
Пиленая клепка. Пиленая клепка делится на два вида: прямую и цилиндрическую. Прямая клепка представляет собой плоские прямоугольные дощечки немного...
-
Штамп предназначен для серийного производства деталей, усилитель. ОПИСАНИЕ КОНСТРУКЦИИ ИЗДЕЛИЯ И УСЛОВИЙ РАБОТЫ, ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Штамп...
-
Пневмоформование - Технологические процессы производства изделий из поливинилхлорида
Большое количество полых пластических изделий их ПВХ производят методом пневмоформования: канистры, мягкие бутылки для напитков и пр. Пневмоформование...
-
Обоснование выбора типа потока Поток - форма организации производственных процессов, при которой все операции на рабочих местах выполняются в...
-
Анализ служебного назначения детали. Назначение технических требований Задача данного раздела - на базе анализа технических требований к детали...
-
На токарной черновой операции 05 черновыми технологическими базами являются поверхности 8 и 9. На этой операции получаем отверстие и торец, которые...
-
Высокого качества производимой продукции можно добиться внедрением в производство нового эффективного оборудования, различных методов...
-
Описание изделия Кронштейн является опорной деталью конструкции. Внешний вид кронштейна представлен на листе 1 графической части. Конструкция кронштейна...
-
Материал детали и его химико - механические свойства В качестве материалов для изготовления корпусов редукторов применяют алюминиевые литейные сплавы...
-
Литье под давлением - Технологические процессы производства изделий из поливинилхлорида
Наиболее удобным процессом для производства изделий из ПВХ является процесс литья под давлением. Несмотря на то что стоимость оборудования в этом...
-
Тип производства Тип производства - комплексная характеристика технических, организационных и экономических особенностей машиностроительного...
-
Сырье поступает на предприятие автотранспортом, разгружается в цехе кран-балкой и складируется на отведенных для складирования местах в отделении...
-
Прямое прессование - Технологические процессы производства изделий из поливинилхлорида
Метод прямого прессования широко используется для производства изделии из термореактивных материалов. На рис.2 представлена типич-ная пресс-форма,...
-
Организация технологического процесса изготовления изделия - Производственное изготовление открыток
Открытка - это листовое полиграфическое издание заданного формата, выполненное методом одно - или двухсторонней печати на бумаге высокой плотности. Она...
-
Разработка технологической системы разделения труда - Швейный поток по изготовлению женской блузки
Схема разделения труда - самый главный технический документ после технологической последовательности, так как по этой схеме распределяются рабочие места...
-
Технологический процесс производства - Проект завода по производству ЖБИ в г. Караганде
Железобетонные изделия для сборного строительства изготовляют на заводах жби и полигонах. Производство железобетона состоит в основном из следующих...
-
Технические условия на изготовление изделия - Технологический процесс сборки и сварки кронштейна
Требования к материалам деталей Для изготовления сварных конструкций кронштейнов рекомендуется применять низколегированные стали классов прочности не...
-
Аносов В. М. Разработка технологического процесса изготовления детали "зубчатое колесо" - Челябинск: ЮУрГУ, ТВ, 2006, 39 стр., 30 илл. Библиография...
Анализ трудоемкости изготовления изделий - Функционирование технологических процессов в производстве швейных изделий