Литье с водяным паром, Многокомпонентное литье - Специальные методы литья пластмасс
В процессе данного вида литья при каждом цикле подают перегретый водяной пар в каналы пресс-формы. В горячую пресс-форму происходит впрыскивание расплавленного пластика, затем в эти каналы происходит подача охлаждающей жидкости.
Данный метод литья пластмасс очень популярен, так как в результате получается более качественная поверхность изделия (идеально гладкая, глянцевая и без линий спая), хотя и увеличивается время цикла литья.
Многокомпонентное литье
Многокомпонентное литье Представляет собой процесс литья под давлением изделий сочетающих разные виды ПМ или один и тот же ПМ разных цветов.
Многокомпонентное литье похоже на многослойное литье, но имеет существенные отличия. Например, при многослойном литье впрыск различных материалов осуществляется в одну стадию, в одну форму и получаемое изделие имеет слоистую структуру. При многокомпонентном литье под давлением впрыск различных материалов осуществляется на различных стадиях, в матрицы различной геометрии. В частности, сначала отливается внутренняя часть изделия (вставка), а затем она переносится в другую форму, где на нее отливают второй материал.
Наиболее дешевым вариантом, с точки зрения капиталовложений в оснастку, является так называемое "псевдо-многокомпонентное" литье. Этот метод может применяться даже при небольшой серийности изделий. Суть его в том, что деталь отливается в два или более (в зависимости от количества компонентов) приема. Сначала отливается часть детали, которая имеет один цвет или материал, затем эта часть служит в качестве армирующей детали при отливке части другого цвета или материала в другой пресс-форме и т. д. При этом нет необходимости делать дорогостоящую оснастку и использовать дорогостоящий ТПА, оборудованный двумя и более материальными цилиндрами. Этим нехитрым приемом пользовались, например, еще в доперестроечные времена при выпуске заводом "Гидромаш" (г. Нижний Новгород) блестящих пластмассовых головок автосифонов из сополимера МСН черного цвета, с использованием закладной детали из пластика АБС белого цвета, изолирующей проходящую через головку газированную воду от соприкосновения с черной пластмассой, не допускающейся органами санэпиднадзора к контакту с пищевыми продуктами.
Задачей же многокомпонентного литья в чистом виде является автоматическое производство изделий из более, чем одного, полимерного компонента в рамках одного рабочего цикла. В данном процессе каждый цвет или компонент четко разграничен друг от друга; последующий компонент впрыскивается поверх предыдущего, как это имеет место, например, в случае изготовления автомобильной оптики или рамочных компонентов с интегрированными элементами индикации.
Световая панель автомобиля, полученная методом трехкомпонентного литья:

Соединение материалов может быть механическое, термическое или химическое.
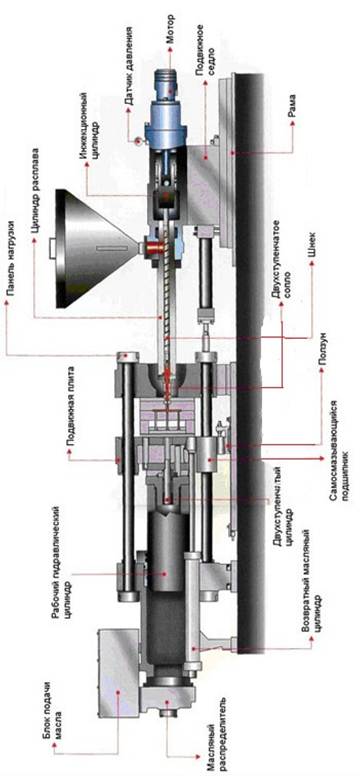
Осуществление способа многокомпонентного литья производится с помощью литьевых машин с двумя или более материальными цилиндрами пластикации, скомпонованными различными способами на одном ТПА и с использованием пресс-форм различной конструкции (с перемещающимися частями, подвижными знаками, поворотными устройствами и т. д.). Зачастую для перемещения полуфабрикатов деталей внутри пресс-формы используют робототехнологические комплексы (РТК).
ТПА для двухкомпонентного литья помимо основного узла впрыска, расположенного горизонтально и осуществляющего впрыск через неподвижную плиту, предусматривает еще один узел впрыска. Как правило, последний монтируется вертикально над узлом смыкания для впрыска в линию разъема пресс-формы. Вертикальный узел впрыска обычно крепится непосредственно на колоннах ТПА посредством специального блока. На больших машинах для этой цели используется специальный регулируемый направляющий рельс. Это упрощает процедуру съема узла впрыска при смене пресс-формы.
Для некоторых задач также применяется горизонтальное расположение второго узла впрыска, установленного перпендикулярно главному.
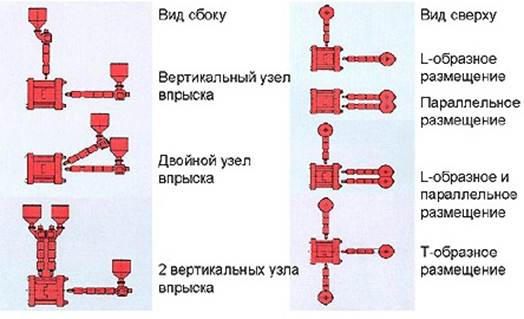
Варианты размещения дополнительных узлов впрыска при многократном литье:
Литье пластмасса процесс
В случае трехкомпонентного литья первый, или главный, узел располагается горизонтально и впрыскивает расплав через неподвижную плиту, второй узел впрыска монтируется вертикально, подобно рассмотренному выше случаю с двухкомпонентным литьем и впрыскивает расплав в линию разъема формы, третий фиксируется горизонтально, под прямым углом к главному узлу пластикации.
В машине, предназначенной для четырехкомпонентного литья, добавляется еще один узел пластикации, располагаемый параллельно главному, который также впрыскивает расплав в пресс-форму через неподвижную плиту.
Таким образом, многокомпонентное (многоцветное) литье может предусматривать два, три или четыре компонента. С увеличением числа компонентов значительно увеличивается сложность конструкции пресс-формы. Для сложных конфигураций стыковки компонентов часто используют пресс-формы с поворотными модулями.
Похожие статьи
-
Технология горячеканального литья - Специальные методы литья пластмасс
Благодаря целому ряду технологических и экономических преимуществ горячеканальные системы (ГКС) получили широкое применение для литья пластиковых деталей...
-
Литье с декорированием в формате (IMD) - Специальные методы литья пластмасс
Технология IMD предоставляет уникальные возможности для проектирования новых изделий, так как процесс "декорирования" не только вносит определенный...
-
Литье со сборкой в формате (IMA) - Специальные методы литья пластмасс
Сборка внутри прессформы в процессе формования - один из самых современных и прогрессивных способов изготовления многокомпонентных изделий из пластмасс....
-
Литье пластмасс с газом - Специальные методы литья пластмасс
Литье с газом - подходящий способ изготовления толстостенных изделий из пластмасс. При литье крупногабаритных изделий, таких как бамперы и панели...
-
Литье с водой - Специальные методы литья пластмасс
Литье с водой представляет собой процесс, аналогичный литью с газом. Техническое оснащение водоинжекционного способа литья аналогично газоинжекционному и...
-
Введение - Специальные методы литья пластмасс
Литье пластмасс представляет собой ряд специальных работ, в процессе которых производятся изделия полимерного состава. Данные работы основаны на том, что...
-
История литья пластмасс - Специальные методы литья пластмасс
Современные пластмассы, как мы их знаем сегодня, берут свое начало с конца 19 века, когда многие европейские и американские химики экспериментировали с...
-
Сущность метода и область применения. Сущность заключается в том, что вместо разовой песчано-глинистой используют металлическую форму, называемую...
-
Специальные способы литья под давлением - Характеристика литья под давлением
Литье под давлением с использованием вакуума. Для осуществления данного способа литья используют разные методы вакуумирования полости пресс-формы и...
-
Сущность метода и область применения Сущность состоит в том, что жидкий металл заливают во вращающуюся с определенной скоростью литейную форму. Она...
-
Сущность метода и область применения Сущность состоит в том, что жидким металлом принудительно заполняют металлическую пресс-форму под давлением, которое...
-
Литье тонкостенных изделий - Общие аспекты и технология производства пластических масс
Одним из наиболее эффективных методов снижения себестоимости изделия является уменьшение толщины стенки изделия, позволяющее уменьшить расход материала и...
-
Заключение, Список литературы - Специальные методы литья пластмасс
В заключении отметим, что все большее применение находит метод литья с водяным паром. Этот метод популярен из-за того, что он обеспечивает значительно...
-
Сущность метода и область применения Сущность состоит в том, что по неразъемной легкоплавкой модели изготавливают неразъемную разовую форму. Модели из...
-
При центробежном литье сплав заливается во вращающиеся формы. Формирование отливки осуществляется под действием центробежных сил, что обеспечивает...
-
К технологическим свойствам пластмасс относят: текучесть, влажность, время отверждения, дисперсность, усадку, таблетируемость, объемные характеристики....
-
Литье под давлением, Экструзия - Пластмассы. Их свойства и области применения
Литье под давлением применяют для формования термопластов. Исходный материал (гранулы, таблетки) подвергают нагреву до полного размягчения. Литьевая...
-
Литье по выплавляемым моделям - Изготовление отливок в песчаных формах. Специальные способы литья
Литье по выплавляемым моделям - процесс получения отливок из расплавленного металла в формах, рабочая полость которых образуется благодаря удалению...
-
Литье под давлением - Технологии машиностроения
Сущность этого способа заключается в том, что расплав металла подается в стальную разъемную пресс-форму под давлением. Рабочее давление на расплав...
-
Литье при низком давлении - Общие аспекты и технология производства пластических масс
Одной из разновидностей литья под давлением термопластичных материалов является т. н. литье при низком давлении (low-pressure injection molding). Литье...
-
В современном литейном производстве все более широкое применение получают специальные способы литья: в оболочковые формы, по выплавляемым моделям,...
-
Сборка литейной формы Включает: установку нижней полуформы; установку стержней, устойчивое положение которых обеспечивается стержневыми знаками; контроль...
-
Литье с газом - Общие аспекты и технология производства пластических масс
Технология литья с газом (Gas Assisted Injection Molding, Gas Injection Molding, Gas Injection Technique) была впервые предложена в 1970 г. и в последние...
-
Пластмассы. Основные характеристики пластмасс - Пластмассы. Их свойства и области применения
Пластические массы (пластмассы, пластики) -- материалы на основе природных или синтетических полимеров, способные под влиянием нагревания и давления...
-
Характеристика способов горячего формования - Изготовление деталей из пластмасс
Литье под давлением применяют для изготовления деталей из термо - и реактопластов. При литье под давлением (рис.16) материал в гранулированном или...
-
Так как к пластмассам как материалу для конструкционных деталей инженеры зачастую относятся с недоверием, то ниже приводятся основные сведения, в каких...
-
Методы стандартизации При стандартизации широкое применение получили следующие методы: упрощение (симплификация); упорядочение (систематизация и...
-
Литье под давлением - Технологические процессы производства изделий из поливинилхлорида
Наиболее удобным процессом для производства изделий из ПВХ является процесс литья под давлением. Несмотря на то что стоимость оборудования в этом...
-
Для литья на подложку обычно используют материалы с невысокой температурой переработки, такие как полипропилен, АБС-пластики и смеси на их основе....
-
Общие сведения об изделии Назначение и область применения Барабан дробеметный конвейерный периодического действия предназначен для очистки отливок от...
-
Приготовление расплава Приготовление литейных сплавов связано с плавлением различных материалов. Для получения заданного химического состава и...
-
Ротационное литье - Технологические процессы производства изделий из поливинилхлорида
Полые изделия получают в процессе, называемом "ротационное литье". Компаунд термопластического материала в виде мелкого порошка помещают в полую форму....
-
Характеристика выбранных методов обработки Увеличение выпуска швейных изделий высокого качества зависит от повышения производительности труда на основе...
-
Начальная обработка основных деталей полочки и спинки проводиться с целью соединения их частей, создания объемной формы, отделки деталей, создания...
-
В начале этого раздела перечислим лишь основные отрасли промышленности, в которых в широких масштабах применяются пластические массы. В...
-
Отсутствие высоких давлений и скоростей значительно упрощает все узлы литьевой машины. В 3-4 раза снижается усилие замыкания. Уменьшается толщина и...
-
Для технологического процесса изготовления пластмасс наиболее важны физические и механические свойства пластических масс. В связи с этим рассмотрим...
-
В зависимости от типа производства (массовое, серийное, единичное) и требований к качеству изделия выбирают способ изготовления изделия - горячее...
-
Для литья под давлением обычно используют не первичные, а вторичные сплавы, что обусловлено экономическими соображениями. Наилучшими литейными свойствами...
-
Полирование заготовок - Методы отделочной обработки поверхности
Полированием уменьшают шероховатость поверхности. Этим методом получают зеркальный блеск на соответствующих частях деталей, либо на деталях, применяемых...
Литье с водяным паром, Многокомпонентное литье - Специальные методы литья пластмасс