Конструкция кокиля., Особенности технологии изготовления отливок в кокилях. - Специальные виды литья
По конструкции различают кокили неразъемные вытряхные(рис. 5,а) и разъемные с горизонтальным (рис. 5,б) и вертикальным (рис. 5, в) разъемами. Разъемные кокили состоят из двух половин 6, центрирующихся направляющими штырями 10. Чтобы избежать коробления, кокиль снабжают ребрами жесткости 5 либо делают коробчатой формы.
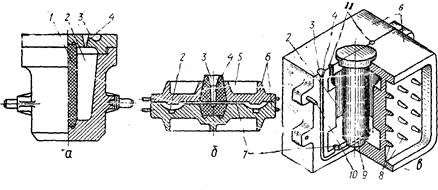
Рис. 5 Металлические формы(кокили)
На наружной стенке кокиля для его ускоренного охлаждения иногда отливают пальцы 8. Отверстие или внутреннюю полость в отливке образует песчаный стержень 1 либо металлический 9. Металл заливают в литниковую чашу 3, и по стояку 4 и питателям 7 он заполняет полость формы 2. Поскольку металлические стержни неподатливы, то во избежание образования в отливке трещин их удаляют из формы до начала усадки металла. Если внутренняя конфигурация отливки очень сложна, то металлические стержни делают из нескольких^ частей или заменяют песчаными. Литчиковая система размещается в плоскости разъема кокиля. Для выхода воздуха из формы во время ее заливки кроме выпоров 11 в плоскости разъема по всей высоте кокиля прорезают щели глубиной 0,3... 0,5 мм (на рисунке не показаны).
Изготавливают кокили из серого чугуна, стали, а также из цветных сплавов литьем с последующей механической обработкой.
Особенности технологии изготовления отливок в кокилях.
Изготовление отливок в кокиле состоит из таких операций: очистка кокиля от старой облицовки; нанесение огнеупорного защитного покрытия или покраска рабочей поверхности кокиля; сборка формы с установкой стержней; заливка кокиля; выдержка отливки в форме; раскрытие кокиля и удаление из него отливки.
Во избежание отбеливания чугунных отливок подбирают химический состав чугуна, обеспечивающий графитизацию в условиях повышенной скорости охлаждения. С этой же целью перед заливкой чугуна кокиль нагревают до 250...300 °С и время выдержки отливок в кокиле сокращают до минимума.
Если в кокиле получают отливки из силумина (сплав алюминия с кремнием), то отпадает необходимость вводить натрий в сплав перед заливкой формы для измельчения структуры, так как быстрое охлаждение измельчает кремний в образующейся эвтектике.
При получении в кокиле отливок из сплавов на медной основе полость формы покрывают жирными красками. Между расплавом и кокилем образуется газовая прослойка, которая устраняет образование пригара на поверхности отливки.
Похожие статьи
-
Литье в металлические формы - Изготовление отливок в песчаных формах. Специальные способы литья
Литье в металлические формы (кокили) получило большое распространение. Этим способом получают более 40% всех отливок из алюминиевых и магниевых сплавов,...
-
Сущность метода и область применения Сущность состоит в том, что жидкий металл заливают во вращающуюся с определенной скоростью литейную форму. Она...
-
Сущность метода и область применения. Сущность заключается в том, что вместо разовой песчано-глинистой используют металлическую форму, называемую...
-
При центробежном литье сплав заливается во вращающиеся формы. Формирование отливки осуществляется под действием центробежных сил, что обеспечивает...
-
Сборка литейной формы Включает: установку нижней полуформы; установку стержней, устойчивое положение которых обеспечивается стержневыми знаками; контроль...
-
Сущность метода и область применения Сущность состоит в том, что жидким металлом принудительно заполняют металлическую пресс-форму под давлением, которое...
-
Литье по выплавляемым моделям - Изготовление отливок в песчаных формах. Специальные способы литья
Литье по выплавляемым моделям - процесс получения отливок из расплавленного металла в формах, рабочая полость которых образуется благодаря удалению...
-
Сущность метода и область применения Сущность состоит в том, что по неразъемной легкоплавкой модели изготавливают неразъемную разовую форму. Модели из...
-
В современном литейном производстве все более широкое применение получают специальные способы литья: в оболочковые формы, по выплавляемым моделям,...
-
Приготовление расплава Приготовление литейных сплавов связано с плавлением различных материалов. Для получения заданного химического состава и...
-
Классификация моделей Модели классифицируются по размерам. Модель отливки "Кронштейн", относится к малым моделям. При проектировании данной отливки была...
-
Описания технического процесса изготовления полуформ Проектируемая отливка изготавливается на автоматической формовочной линии Л - 22821. Такие линии...
-
Способы изготовления отливок. Изготовление отливок в песчаных формах - Способы изготовления отливок
Для изготовления отливок служит литейная форма, которая представляет собой систему элементов, образующих рабочую полость, при заливке которой...
-
Литье с водой - Специальные методы литья пластмасс
Литье с водой представляет собой процесс, аналогичный литью с газом. Техническое оснащение водоинжекционного способа литья аналогично газоинжекционному и...
-
Стержневая смесь, Модельный комплект - Способы изготовления отливок
Стержневые смеси соответствуют условиям технологического процесса изготовления литейных стержней, которые испытывают тепловые и механические воздействия....
-
Изготовление стержней - Технология литейного производства
Стержни применяют в основном для выполнения в отливках отверстий и полостей, а также наружных поверхностей отливок сложной конфигурации. При заливке...
-
Технологическая часть, Выбор способа изготовления отливки - Проект цеха стального литья на 10000 т
Произведем анализ конструкции отливки "Кронштейн передней рессоры задний". Отливка по конструкции несложная, компактная. Толщина стенок по всей длине...
-
Технологичность конструкций литых деталей - Технология конструкционных материалов
Конструкция литой детали должна обеспечивать высокий уровень механических и эксплуатационных характеристик при заданной массе, конфигурации, точности...
-
Положение отливки в форме при заливке и затвердении определяет весь технологический процесс изготовления отливки. Данная отливка располагается в двух...
-
Изготовление форм, Общие сведения - Технология литейного производства
Общие сведения Процесс изготовления литейных форм называется формовкой. Он осуществляется в формовочных отделениях литейного цеха. Стержни изготовляют в...
-
Разработка технологии изготовления опоры ножа Одна из основных деталей измельчителя является опора ножа представленная на рисунке 3.1 Рисунок 3.1 - Опора...
-
В данной работе разработан роторный измельчитель. В литературном обзоре рассмотрены различные методы и виды измельчителей древесной отходов, принципы их...
-
Песчаная литейная форма для получения отливки
1. Выбор способа получения заготовки Материал заготовки: Чугун Марка материала: СЧ 20 Предел прочности при растяжении, МПа 200 Твердость по Бринеллю HB,...
-
Разработка конструкции литниковой системы - Проект цеха стального литья на 10000 т
При выборе способа подвода расплава в форму и разработке конструкции литниковой системы учитываем, что расплав должен поступать в форму плавно, без...
-
Литье под давлением - Технологии машиностроения
Сущность этого способа заключается в том, что расплав металла подается в стальную разъемную пресс-форму под давлением. Рабочее давление на расплав...
-
После заливки формы отливка охлаждается и затвердевает. Полностью затвердевшая отливка должна определенное время охлаждаться с формой, так как прочность...
-
В зависимости от типа производства (массовое, серийное, единичное) и требований к качеству изделия выбирают способ изготовления изделия - горячее...
-
Выбор плоскости разъема, Определение числа отливок в форме - Проблема повышения качества отливок
Плоскость разъема формы и модели совпадает, разъем горизонтальный наиболее ответственные поверхности. Основные требования к плоскости разъема формы: *...
-
Измельчение древесных отходов необходимо для обеспечения надежного и устойчивого процесса ее сжигания. Кроме того, однородный фракционный состав...
-
Входной контроль - контроль прибывших шихтовых и формовочных материалов. Контроль химического состава, механических свойств и микроструктуры полученной...
-
Расчет норм штучно-калькуляционного времени выполнен по методике [11]. Штучно-калькуляционное время Тшт. к.=tо+tв+tтех+tор+tп+tпз, мин. (3.17) Где tо -...
-
Выбор инструментальных приспособлений произведен по методике изложенной в [13]. Исходные данные: конструкция крепежной части; конструкция посадочного...
-
Режущие инструменты выбраны для каждого перехода, предусмотренного в маршруте обработки детали. В соответствии с методикой изложенной в [13]. Результаты...
-
Выбор металлорежущих станков для обработки детали осуществлен на основании методики, изложенной в [13] с учетом следующих факторов: - вид обработки; -...
-
Выбор вида заготовки зависит от конструктивных форм деталей, их назначения, условий их работы в собранной машине, испытываемых напряжений. Существует...
-
ВВЕДЕНИЕ - Разработка конструкции и элементов технологии изготовления измельчителя древесных отходов
ЗАО "Союзлесмонтаж" 47 год осуществляет изготовление оборудования и монтаж объектов различной сложности, как на крупных предприятиях, так и на малых...
-
Основной частью роторного измельчителя (см. рис.2.4) являются два массивных, горизонтально расположенных ротора (2) установленными в сварном коробе (1)....
-
Расчет диаметра вала.[7] Dmin = 3 16ЧTkЧ103/рЧ[фk], мм (2.5) Где Tk - крутящий момент на валу, Нм; [фk]- допустимое напряжение при кручении...
-
Выбор транспортных средств для заготовок и деталей производим исходя из габаритных размеров деталей, а так же планировкой рабочих мест, расположения...
-
Возможные ЧС: пожары и взрывы, вызванные неисправностью оборудования, нарушением правил эксплуатации оборудования или правил техники безопасности;...
Конструкция кокиля., Особенности технологии изготовления отливок в кокилях. - Специальные виды литья