Стержневая смесь, Модельный комплект - Способы изготовления отливок
Стержневые смеси соответствуют условиям технологического процесса изготовления литейных стержней, которые испытывают тепловые и механические воздействия. Они должны иметь боле высокие огнеупорность, газопроницаемость, податливость, легко выбиваться из отливки.
Огнеупорность - способность смеси и формы сопротивляться растяжению или расплавлению под действием температуры расплавленного металла.
Газопроницаемость - способность смеси пропускать через себя газы (песок способствует ее повышению).
В зависимости от способа изготовления стержней смеси разделяют: на смеси с отвердением стержней тепловой сушкой в нагреваемой оснастке; жидкие самотвердеющие; жидкие холоднотвердеющие смеси на синтетических смолах; жидкостекольные смеси, отверждаемые углекислым газом.
Приготовление стержневых смесей осуществляется перемешиванием компонентов в течение 5...12 минут с последующим выстаиванием в бункерах.
В современном литейном производстве изготовление смесей осуществляется на автоматических участках.
Модельный комплект
Модельный комплект - приспособления, включающие литейную модель, модели литниковой системы, стержневые ящики, модельные плиты, контрольные и сборочные шаблоны.
Литейная модель - приспособление, с помощью которого в литейной форме получают отпечаток, соответствующий конфигурации и размерам отливки.
Применяют модели разъемные и неразъемные, деревянные, металлические и пластмассовые.
Размеры модели больше размеров отливки на величину линейной усадки сплава.
Модели деревянные (сосна, бук, ясень), лучше изготавливать не из целого куска, а склеивать из отдельных брусочков с разным направлением волокон, для предотвращения коробления.
Достоинства: дешевизна, простота изготовления, малый вес. Недостаток: недолговечность.
Для лучшего удаления модели из формы ее окрашивают: чугун - красный, сталь - синий.
Металлические модели характеризуются большей долговечностью, точностью и чистой рабочей поверхностью. Изготавливаются из алюминиевых сплавов - легкие, не окисляются, хорошо обрабатываются. Для уменьшения массы модели делают пустотелыми с ребрами жесткости.
Модели из пластмасс устойчивы к действию влаги при эксплуатации и хранении, не подвергаются короблению, имеют малую массу.
Стержневой ящик - формообразующее изделие, имеющее рабочую полость для получения в ней литейного стержня нужных размеров и очертаний из стержневой смеси. Обеспечивают равномерное уплотнение смеси и быстрое извлечение стержня. Изготавливают из тех же материалов, что и модели. Могут быть разъемными и неразъемными (вытряхными), а иногда с нагревателями.
Изготовление стержней может осуществляться в ручную и на специальных стержневых машинах.
Модельные плитыформируют разъем литейной формы, на них закрепляют части модели. Используют для изготовления опочных и безопочных полуформ.
Для машинной формовки применяют координатные модельные плиты и плиты со сменными вкладышами (металлическая рамка плюс металлические или деревянные вкладыши).
Изготовление литейных форм
Основными операциями изготовления литейных форм являются: уплотнение формовочной смеси для получения точного отпечатка модели в форме и придание форме достаточной прочности; устройство вентиляционных каналов для вывода газов из полости формы; извлечение модели из формы; отделка и сборка формы.
Формы изготавливаются вручную, на формовочных машинах и на автоматических линиях.
Ручная формовка применяется для получения одной или нескольких отливок в условиях опытного производства, в ремонтном производстве, для крупных отливок массой 200...300 тонн.
Приемы ручной формовки: в парных опоках по разъемной модели; формовка шаблонами; формовка в кессонах.
Формовка шаблонами применяется для получения отливок, имеющих конфигурацию тел вращения в единичном производстве
Шаблон - профильная доска. Изготовление формы для шлаковой чаши (рис. 4.а.) показано на рис. 4.
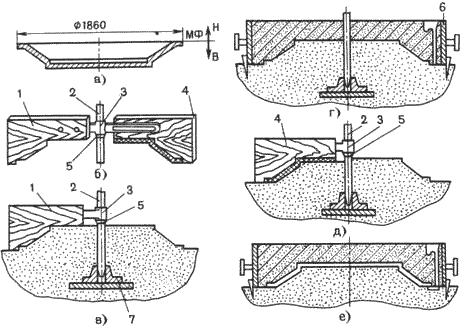
Рис.4. Шаблонная формовка
В уплотненной формовочной смеси вращением шаблона 1, закрепленного на шпинделе 2 при помощи серьги 3, оформляют наружную поверхность отливки (рис. 4.в.) и используют ее как модель для формовки в опоке верхней полуформы 6 (рис. 4.г). Снимают серьгу с шаблоном, плоскость разъема покрывают разделительным слоем сухого кварцевого песка, устанавливают модели литниковой системы, опоку, засыпают формовочную смесь и уплотняют ее. Затем снимают верхнюю полуформу. В подпятник 7 устанавливают шпиндель с шаблоном 4, которым оформляют нижнюю полуформу, сжимая слой смеси, равный толщине стенки отливки (рис. 4.д). Снимают шаблон, удаляют шпиндель, отделывают болван и устанавливают верхнюю полуформу (рис. 4.е). В готовую литейную форму заливают расплавленный металл
Похожие статьи
-
Классификация моделей Модели классифицируются по размерам. Модель отливки "Кронштейн", относится к малым моделям. При проектировании данной отливки была...
-
Вакуумная формовка. - Способы изготовления отливок
Модельная плита имеет вакуумную полость. В модели имеются сквозные отверстия диаметром 0,5...1 мм, совпадающие с отверстиями в плите. Модельную плиту с...
-
Формовка в кессонах. - Способы изготовления отливок
Формовкой в кессонах получают крупные отливки массой до 200 тонн. Кессон - железобетонная яма, расположенная ниже уровня пола цеха, водонепроницаемая для...
-
Способы изготовления отливок. Изготовление отливок в песчаных формах - Способы изготовления отливок
Для изготовления отливок служит литейная форма, которая представляет собой систему элементов, образующих рабочую полость, при заливке которой...
-
В современном литейном производстве все более широкое применение получают специальные способы литья: в оболочковые формы, по выплавляемым моделям,...
-
Определение припусков на механическую обработку Припуски назначают по ГОСТ Р 53464-2009 Основные припуски на мех. Обработку назначают для каждого допуска...
-
Литье в металлические формы - Изготовление отливок в песчаных формах. Специальные способы литья
Литье в металлические формы (кокили) получило большое распространение. Этим способом получают более 40% всех отливок из алюминиевых и магниевых сплавов,...
-
Литье по выплавляемым моделям - Изготовление отливок в песчаных формах. Специальные способы литья
Литье по выплавляемым моделям - процесс получения отливок из расплавленного металла в формах, рабочая полость которых образуется благодаря удалению...
-
Изготовление форм, Общие сведения - Технология литейного производства
Общие сведения Процесс изготовления литейных форм называется формовкой. Он осуществляется в формовочных отделениях литейного цеха. Стержни изготовляют в...
-
Сборка литейной формы Включает: установку нижней полуформы; установку стержней, устойчивое положение которых обеспечивается стержневыми знаками; контроль...
-
При центробежном литье сплав заливается во вращающиеся формы. Формирование отливки осуществляется под действием центробежных сил, что обеспечивает...
-
Изготовление стержней, Список литературы - Способы изготовления отливок
Изготовление стержней осуществляется вручную или на специальных стержневых машинах из стержневых смесей. Изготовление стержней включает операции:...
-
Конструкция кокиля., Особенности технологии изготовления отливок в кокилях. - Специальные виды литья
По конструкции различают кокили неразъемные вытряхные(рис. 5,а) и разъемные с горизонтальным (рис. 5,б) и вертикальным (рис. 5, в) разъемами. Разъемные...
-
Технологическая часть, Выбор способа изготовления отливки - Проект цеха стального литья на 10000 т
Произведем анализ конструкции отливки "Кронштейн передней рессоры задний". Отливка по конструкции несложная, компактная. Толщина стенок по всей длине...
-
Приготовление расплава Приготовление литейных сплавов связано с плавлением различных материалов. Для получения заданного химического состава и...
-
Сущность метода и область применения Сущность состоит в том, что по неразъемной легкоплавкой модели изготавливают неразъемную разовую форму. Модели из...
-
Анализ технологичности литой детали - Проблема повышения качества отливок
Под технологичностью литой детали подразумевают вариант ее конструкции с надежными эксплуатационными качествами, обеспечивающий удобство ее изготовления...
-
Характеристика способов горячего формования - Изготовление деталей из пластмасс
Литье под давлением применяют для изготовления деталей из термо - и реактопластов. При литье под давлением (рис.16) материал в гранулированном или...
-
Сущность метода и область применения. Сущность заключается в том, что вместо разовой песчано-глинистой используют металлическую форму, называемую...
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Сущность метода и область применения Сущность состоит в том, что жидкий металл заливают во вращающуюся с определенной скоростью литейную форму. Она...
-
Описания технического процесса изготовления полуформ Проектируемая отливка изготавливается на автоматической формовочной линии Л - 22821. Такие линии...
-
Выбрана боковая литниковая система расположенная в плоскости разьема. Литниковая система состоит из: воронки, стояка, шлакоуловителя, и питателя. Расчет...
-
Приготовление формовочных и стержневых смесей - Технология литейного производства
Формовочные и стержневые смеси приготовляют из свежих песчано-глинистых формовочных материалов, добавок и отработанной смеси. В зависимости от массы...
-
ВВЕДЕНИЕ - Технология литейного производства
Общие сведения о литейной форме Отливка получается в результате заполнения полости литейной формы жидким металлом. После заливки жидкий металл...
-
Характеристики методов получения заготовок Вопросы по теме: Производство заготовок литьем. Производство заготовок пластическим деформированием. Получение...
-
Характер производства Для мелкосерийного и единичного производства характерно использование в качестве заготовок горячекатаного проката, отливок,...
-
Основные положения к выбору способа литья - Технология конструкционных материалов
При выборе способа литья для получения заготовки в первую очередь должен быть рассмотрен вопрос экономии металла. Металлоемкость можно снизить...
-
Анализируя конструкцию отливки, приходим к выводу о возможности получения внутренней полости отливки с помощью одного стержня. Стержень занимает...
-
Общие сведения Формовочными материалами называются материалы, применяемые для изготовления литейных форм и стержней. Формовочные материалы разделяют на...
-
Общая характеристика литой детали Габаритные размеры 308 х 308мм, масса отливки 22.7 кг, средняя толщина стенок 17 мм, сплав - чугун марки СЧ15-32 ГОСТ...
-
Основными промышленными методами получения порошков на основе титана и циркония являются следующие: А) метод металлотермического восстановления; Б)...
-
Конструктивные формы и способы изготовления вертикальных резервуаров Вертикальные цилиндрические резервуары предназначены для хранения нефтепродуктов...
-
В зависимости от типа производства (массовое, серийное, единичное) и требований к качеству изделия выбирают способ изготовления изделия - горячее...
-
Сущность метода и область применения Сущность состоит в том, что жидким металлом принудительно заполняют металлическую пресс-форму под давлением, которое...
-
Термическую обработку отливок проводят для снижения литейных напряжений, стабилизации размеров, снижение твердости, улучшения обрабатываемости, повышение...
-
Песчаная литейная форма для получения отливки
1. Выбор способа получения заготовки Материал заготовки: Чугун Марка материала: СЧ 20 Предел прочности при растяжении, МПа 200 Твердость по Бринеллю HB,...
-
Выбор плоскости разъема, Определение числа отливок в форме - Проблема повышения качества отливок
Плоскость разъема формы и модели совпадает, разъем горизонтальный наиболее ответственные поверхности. Основные требования к плоскости разъема формы: *...
-
Существующие способы изготовления печатных плат, в том числе и печатной платы генератора тактовых импульсов, условно разбиваются на две группы: К первой...
-
Способы механической обработки - Изготовление деталей из пластмасс
Общие сведения. Механическую обработку деталей из пластмасс применяют с целью: 1 - изготовления более точных, чем при прессовании или литье деталей; 2 -...
Стержневая смесь, Модельный комплект - Способы изготовления отливок