Расположение и расчет элементов ЛПС, Выбор габаритов, конструкции опок и способа их крепления - Проблема повышения качества отливок
Выбрана боковая литниковая система расположенная в плоскости разьема.
Литниковая система состоит из: воронки, стояка, шлакоуловителя, и питателя.
Расчет литниково - питающей системы начинают с определения сечения питателя к отливке по формуле Озанна - Диттерта.
Расчетным местом литниковой системы является ее тонкое место, а т. к. для чугуна рекомендуется сужающаяся литниковая система, то расчетным местом будет питатель, см2. Для определения площадей сечения шлакоуловителей принято соотношение ?Fп:?Fшл: ?Fсп: 1:1,1:1,5
?;
Где G - масса жидкого металла в форме, принимаем м - коэффициент, учитывающий сопротивление каналов литниковой системы, для чугуна при высоком сопротивлении (при двух поворотах струи на 90?) принимаем...м=0,35
Ф - продолжительность заполнения формы, с
Н - расчетный металлостатический напор металла, мм
С - плотность жидкого металла, кг/м3,принимаем с=7000 кг/м3
G - ускорение свободного падения, м/с2, g=9,8 м/с2
Расчетный металлостатический напор зависит от высоты отливки и от ее положения в форме и определяется:

= 0,146 м
Продолжительность заливки определяется:

Где S - коэффициент, учитывающий толщину стенки отливки, S=2,2
Д - толщина стенки отливки, д= 15мм

Определив, находим площади сечений остальных элементов литниковой системы: шлакоуловителя и стояка

=1х1,92х1,1 = 2,1см2

=1,92х2х1,15 = 4,42 см2
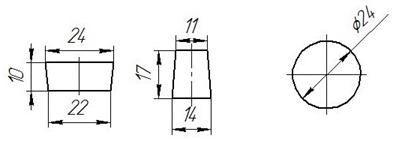
Расчет линейных размеров питателя
Принято 24 мм
Принято 22 мм
Принято 10 мм
Расчет шлакоуловителя

Принято 14 мм
Принято 11 мм
Принято 17 мм
Расчет стояка
Fшл = 2,1см2 Fст = 4,5см2
Кол = 2шт Кол = 1шт Кол = 1шт
= 2,1см2

Выбор габаритов, конструкции опок и способа их крепления
Выбраны чугунные литые опоки с размерами в свету 500 х 400мм. Опоки верха и низа взаимно заменяемы.
Штыри крепятся в нижней опоке при помощи гайки и шайбы. В верхней опоке устанавливают втулки.
Основной принцип, которым руководствуются при выборе опок, - максимальное использование объема литейной формы.
Размеры опок выбираются в зависимости от размеров моделей и стола машины. По рекомендуемым расстояниям между моделями и элементами формы получаем размер опоки и округляем до ближайших размеров в большую сторону согласно ГОСТ 2133-75.
Похожие статьи
-
Определение припусков на механическую обработку Припуски назначают по ГОСТ Р 53464-2009 Основные припуски на мех. Обработку назначают для каждого допуска...
-
Выбор плоскости разъема, Определение числа отливок в форме - Проблема повышения качества отливок
Плоскость разъема формы и модели совпадает, разъем горизонтальный наиболее ответственные поверхности. Основные требования к плоскости разъема формы: *...
-
Выбор положения отливки в форме - Проблема повышения качества отливок
При получении отливок в стационарных формах под действием силы тяжести в нижней части отливки металл получается более плотным, а в верхней части...
-
Входной контроль - контроль прибывших шихтовых и формовочных материалов. Контроль химического состава, механических свойств и микроструктуры полученной...
-
Общая характеристика литой детали Габаритные размеры 308 х 308мм, масса отливки 22.7 кг, средняя толщина стенок 17 мм, сплав - чугун марки СЧ15-32 ГОСТ...
-
Описания технического процесса изготовления полуформ Проектируемая отливка изготавливается на автоматической формовочной линии Л - 22821. Такие линии...
-
Основные мероприятия техники безопасности - Проблема повышения качества отливок
Наиболее часто встречающие виды травм - это ожоги. В подавляющем большинстве случаев причиной ожогов является выброс металла при загрузке шихты в печь...
-
Термическую обработку отливок проводят для снижения литейных напряжений, стабилизации размеров, снижение твердости, улучшения обрабатываемости, повышение...
-
Анализ технологичности литой детали - Проблема повышения качества отливок
Под технологичностью литой детали подразумевают вариант ее конструкции с надежными эксплуатационными качествами, обеспечивающий удобство ее изготовления...
-
Литниковые системы - Технология литейного производства
Одним их важнейших условий получения качественной отливки является правильное устройство литниковой системы. Литниковая система служит для плавного...
-
Характеристика сплава Таблица 4 Марка чугуна Массовая доля элементов,% (остальное) Механические свойства С Si Mn P S Вв HB Не более МПа СЧ 15 3.5 -3.7...
-
Песчаная литейная форма для получения отливки
1. Выбор способа получения заготовки Материал заготовки: Чугун Марка материала: СЧ 20 Предел прочности при растяжении, МПа 200 Твердость по Бринеллю HB,...
-
Расчет диаметра вала.[7] Dmin = 3 16ЧTkЧ103/рЧ[фk], мм (2.5) Где Tk - крутящий момент на валу, Нм; [фk]- допустимое напряжение при кручении...
-
Введение - Проблема повышения качества отливок
Литейное производство - одно из древнейших ремесел, освоенных человечеством. Первым литейным материалом была бронза. В древности бронзы представляли...
-
Способы изготовления отливок. Изготовление отливок в песчаных формах - Способы изготовления отливок
Для изготовления отливок служит литейная форма, которая представляет собой систему элементов, образующих рабочую полость, при заливке которой...
-
Общие сведения о режиме сварки Режимом сварки называют основные показатели, определяющие процесс сварки, которые устанавливаются на основе исходных...
-
Разработка конструкции литниковой системы - Проект цеха стального литья на 10000 т
При выборе способа подвода расплава в форму и разработке конструкции литниковой системы учитываем, что расплав должен поступать в форму плавно, без...
-
Барабаны диаметром меньше 100 мм исключают из дальнейших расчетов, т. к. наименьший из выходных валов редукторов с частью зубчатой полумуфты,...
-
Расчет номинальной винтовой характеристики Среднее эффективное давление на номинальном режиме, pЕН: Эффективная мощность на номинальном режиме, NEН: NEН...
-
Выбор вида заготовки зависит от конструктивных форм деталей, их назначения, условий их работы в собранной машине, испытываемых напряжений. Существует...
-
Вакуумная формовка. - Способы изготовления отливок
Модельная плита имеет вакуумную полость. В модели имеются сквозные отверстия диаметром 0,5...1 мм, совпадающие с отверстиями в плите. Модельную плиту с...
-
При центробежном литье сплав заливается во вращающиеся формы. Формирование отливки осуществляется под действием центробежных сил, что обеспечивает...
-
Сборка литейной формы Включает: установку нижней полуформы; установку стержней, устойчивое положение которых обеспечивается стержневыми знаками; контроль...
-
Основные положения к выбору способа литья - Технология конструкционных материалов
При выборе способа литья для получения заготовки в первую очередь должен быть рассмотрен вопрос экономии металла. Металлоемкость можно снизить...
-
Технологическая часть, Выбор способа изготовления отливки - Проект цеха стального литья на 10000 т
Произведем анализ конструкции отливки "Кронштейн передней рессоры задний". Отливка по конструкции несложная, компактная. Толщина стенок по всей длине...
-
В зависимости от типа производства (массовое, серийное, единичное) и требований к качеству изделия выбирают способ изготовления изделия - горячее...
-
В приспособлениях силы трения возникают на поверхностях контакта заготовки с опорными и зажимными элементами. Величина коэффициента трения (зависит от...
-
По зависимости абсолютной погрешности от значений измеряемой величины различают погрешности (рис. 3.1): - аддитивные, не зависящие от измеряемой...
-
Общие рекомендации по повышению прогнозируемой надежности блока согласования каналов сводятся к следующему: - Для выявления ранних отказов необходимо...
-
Расчет ступенчатой колонны производственного здания - Метрология, стандартизация и сертификация
1. Исходные данные: Расчетные усилия верхней части колонны М=193,0кН*м; N=-300,6кН; М=-346,32кН*м; N=-455,37кН Расчетные усилия нижней части колонны...
-
Формовка в опоках - Технология литейного производства
В литейном производстве широко распространена формовка в опоках главным образом по разъемным моделям, причем формовку чаще всего осуществляют в двух и...
-
Метод позволяет определить диаметр поверхности контакта с ванной конвертера кислородной струи, истекающей из одного сопла, кроме того дает возможность...
-
Расчет и выбор кабельной продукции - Электрооборудование механизма подъема мостового крана
Выбор кабельной продукции производиться по экономической плотности тока. Расчет сечения кабеля по мощности нагрузки или потребляемому току производится...
-
Проектирование стержня центрально-сжатой колонны Рис 12. Сечение сквозной колонны Расчетное усилие на колонну: . Задаемся гибкостью: . Условная гибкость:...
-
Классификация моделей Модели классифицируются по размерам. Модель отливки "Кронштейн", относится к малым моделям. При проектировании данной отливки была...
-
Задача светотехнического расчета определить потребляемую мощность источников света для обеспечения нормированной освещенности. В результате прямого...
-
Расчетная плотность нефти при температуре Т=ТР определяется по формуле Где - температурная поправка, кг/(м3-К), =1,825 - 0,001315293 ; 293 - плотность...
-
В современном литейном производстве все более широкое применение получают специальные способы литья: в оболочковые формы, по выплавляемым моделям,...
-
Характер производства Для мелкосерийного и единичного производства характерно использование в качестве заготовок горячекатаного проката, отливок,...
-
2.1 Выбор материала режущей части (пластины) Для черновой обработки по корке при относительно равномерном припуске или без корки и ударов, а также для...
Расположение и расчет элементов ЛПС, Выбор габаритов, конструкции опок и способа их крепления - Проблема повышения качества отливок