Ремонт панели кузова - Проектирование участка по кузовному ремонту и окраске кузовов
Методы и приемы ремонта панелей кузова
Восстановление формы и размеров деформированной панели кузова включает в себя две основные операции: предварительную выколотку (правку) со снятием напряжений удара и окончательное выравнивание (рихтовку) мининеровностей до получения геометрии поверхности и размеров детали близких к геометрии и размерам штампованной детали. Правку и рихтовку лицевых панелей выполняют на кузовах с неповрежденными основанием и каркасом или после их восстановления, при снятых узлах и деталях, препятствующих выполнению рихтовочных работ. Съемные крылья, двери, капот и крышку багажника, для удобства работы, восстанавливают, как правило, снятыми с автомобиля (кузова). Перед выполнением работ по устранению вмятины (выпуклости) удаляют лакокрасочное покрытие с лицевой стороны и, при необходимости, антикоррозионное (противошумное) покрытие с внутренней стороны панели. В деформированной зоне ремонтировать начинают в первую очередь участки, обладающие большей жесткостью, с большим сопротивлением деформации: складки металла, ребра жесткости, усилители, линии перегибов панели и т. д. Лучший эффект достигается при рихтовке легкими частыми ударами с малой вытяжкой металла, чем при рихтовке сильными разрозненными ударами, оставляющими заметные следы на поверхности детали и сильную вытяжку металла. Оценка качества процесса правки и рихтовки осуществляется визуально или быстрым поглаживанием контролируемой поверхности ладонью руки в перчатке. Визуально легко контролируются выпуклые или вогнутые поверхности путем просмотра их под углом или сбоку. Для контроля плоских поверхностей применяют линейки. Напряжения, удерживающие форму штампованной детали, сохраняются в панелях постоянно. В результате столкновений (ударов) в панели возникают новые напряжения. Выпуклая поверхность детали в момент удара сначала сжимается, затем выравнивается и далее становится вогнутой. При сильном ударе металл вытягивается. Вокруг деформированной зоны создается граничный пояс. В этом месте металл подвергся наибольшей вытяжке, так как в момент сжатия он являлся местом перегиба, на который действовали усилия сжатия.
Граничный пояс (линия перегиба металла) мешает восстановлению формы детали, так как является зоной возникновения максимальных внутренних напряжений. Если вмятина неглубокая и небольшая, то ее выправляют нанесением не сосредоточенных ударов по вершине вмятины. Если вмятина более обширная, то ее выравнивают постепенно, начиная от кромки перегиба. При этом под выправляемую поверхность на границе вмятины подставляют опорную поддержку с кривизной поверхности близкой к кривизне поверхности новой детали в месте восстановления
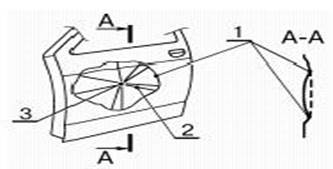
1 - граничный пояс вмятины (линия перегиба металла); 2 - линии утяжки металла; 3 - вершина вмятины
Рисунок 23 - Деформация (вмятина) наружной панели двери
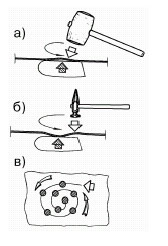
А) - небольшой вмятины нанесением не сосредоточенных ударов по центру вмятины; б) и в) обширной вмятины нанесением легких частых ударов по граничной линии вмятины от периферии к центру
Рисунок 24 - Выправление вмятины, не имеющей большой вытяжки металла
Предусматриваются следующие виды ремонтов лицевых поверхностей кузовных деталей, в зависимости от степени деформации или коррозионного разрушения.
Ремонт 0 - устранение мелких вмятин на лицевых поверхностях кузова без повреждения окраски.
Ремонт 1 - устранение повреждений в легкодоступных местах до 20% поверхности детали.
Ремонт 2 - устранение повреждений со сваркой или ремонт 1 на поверхности детали, деформированной до 50%.
Ремонт 3 - устранение повреждений до 30% поверхности детали с вытяжкой или правкой, с усадкой металла, вырезкой участков, не подлежащих ремонту, и изготовлением ремонтных вставок из выбракованных деталей кузова или листового металла с приданием ему формы восстанавливаемой детали.
Ремонт 4 - устранение повреждений с ремонтом 3 на площади свыше 30% поверхности детали.
Замена - замена поврежденной детали кузова деталью из запчастей. Частичная замена - замена поврежденной части детали кузова ремонтной вставкой.
Крупноблочный ремонт - замена поврежденной части кузова блоками деталей от выбракованных кузовов с разметкой, отрезкой, подгонкой, вытяжкой, правкой, рихтовкой и сваркой соединяемых узлов [6].
Инструмент для правки и рихтовки
Правку производят выдавливанием с помощью специальных рычагов и прижимов для исправления вмятин или с помощью молотков и опорных наковаленок (поддержек). Применяемые ударные инструменты не должны вызывать вытяжку и удлинение металла. Если позволяет рабочее пространство, желательно применять деревянные киянки или молотки с резиновыми или пластмассовыми бойками, которые обладают значительной опорной поверхностью и не оставляют следов на обрабатываемой поверхности металла. Рабочие поверхности молотков и наковаленок должны быть гладкими (полированными), чтобы не оставлять следов на поверхности листа. Рихтовка является заключительной операцией восстановления поврежденной поверхности до состояния близкого к состоянию поверхности штампованной детали. Рихтовку осуществляют ударами молотка по листу металла, который опирается на наковаленку (поддержку). Поддержка должна обладать большой массой, чтобы поглощать энергию удара, и иметь форму, сопрягаемую с формой штампованной детали в зоне рихтовки [5].
Технология устранения деформаций
Восстанавливаем форму кузовной детали, с использованием инструмента из набора рихтовщика. Для этого выполним правку деформированных поверхностей с использованием плиты и киянки как показано на рисунке 25. Устранить деформацию без наклепа и увеличения площади металла можно при помощи опорной плиты и специального молотка, имеющего насечку на рабочей части. На рисунке 25 показан внешний вид поверхности панели после правки со следами рисок от насечек специального молотка. Устранить выпуклость на поверхности кузовной детали можно методом нагрева и усадки металла показано на рисунке 26, с использованием угольного электрода сварочного аппарата или с использованием пламени газовой горелки. Для этого удаляем с мест нагрева металла краску и антикоррозионный состав, укладываем влажную ветошь вокруг нагреваемой точки (для уменьшения деформации прилегающей поверхности панели при нагреве точки металла), нагреваем металл точкой диаметром 8-10 мм до вишневого цвета и быстро охлаждаем нагретую точку влажной ветошью. Осадка нагретой точки металла легкими ударами молотка дает еще больший эффект усадки металла. Количество и расположение точек нагрева металла соответствует форме выпуклости. Рихтовка с применением точек усадки требует опыта, приобретаемого в результате постоянной практики.
Для восстановления формы лицевой поверхности детали применяют фасонные плиты, наковаленки и оправки показанные на рисунке 27. Фасонные плиты, наковаленки и оправки для восстановления поверхности кузовных деталей в легкодоступных местах применяются в соответствии с кривизной восстанавливаемого профиля детали, с учетом радиусов, переходов различной кривизны и ребер жесткости.
Устранение вмятины в месте труднодоступном для восстановления поверхности производиться при помощи рычагов, показанных на рисунке 28. Выбор конкретного рычага зависит от расположения и характера вмятины. Показаны, в качестве примера, исправления вмятин на капоте, двери и крыле.
Восстановление выштамповки и ребра жесткости на открытых участках капота производится при помощи опорной плиты и зубила.
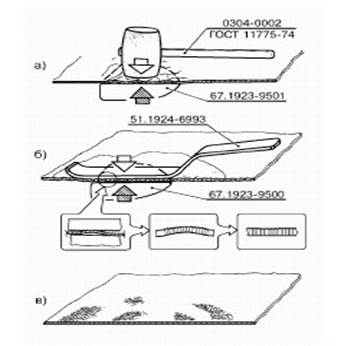
А) с использованием поддержки и киянки; б) с использованием поддержки и специального молотка с насечкой; в) внешний вид поверхности панели после рихтовки
Рисунок 25 - Устранение вмятины, имеющей незначительную вытяжку металла
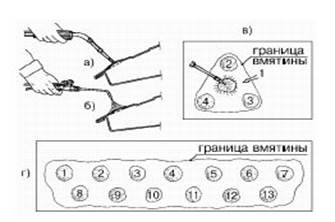
А) угольным электродом сварочного аппарата; б) пламенем газовой горелки; в), г) последовательность нагрева и осаждения металла в зависимости от формы вмятины (выпуклости)
Рисунок 26 - Устранение вмятин, имеющих значительную вытяжку металла, методом нагрева
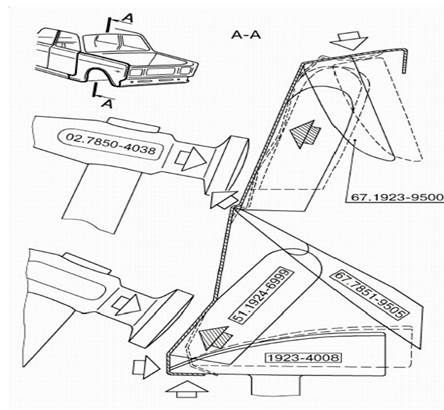
Рисунок 27 - Рекомендуемые фасонные наковаленки (поддержки) для устранения деформаций с учетом кривизны поверхности переднего крыла, сечение А-А
Вмятины, расположенные под усилителями, устраняются плоскими рычагами. Выправляем заломы и вмятины панелей дверей, а также крыльев, рычагом, используя в качестве опоры внутренние элементы панелей дверей, щитка брызговика и т. д. Устраняем деформации панели порога. Восстанавливаем поврежденный участок вскрытием порога, его правкой, зафланцовкой и сваркой. На рисунке 29 показаны приемы вскрытия порога. Для высверливания точек сварки применяем дрель или сверлильную машину, сверло твердосплавное или зенкер цельный. Для вскрытия порога применяем рычаг. Производим правку деформированной панели порога и восстановление его формы рычагом-прижимом и рихтовочным молотком. Зафланцевываем восстановленную панель порога, используя опорную плиту в качестве поддержки. Свариваем наружную панель порога с накладкой боковины и панелью пола. Исправляем вмятины на закрытых панелях кузова приспособлением ударного типа показанного на рисунке 30. Приспособление состоит из ударного молотка, движущегося по направляющему стержню и заканчивающегося рукояткой с упорной площадкой. Рабочими деталями являются комплект сменных наконечников предназначенных для исправления вмятин на панелях кузова. Соединение сменных наконечников со стержнем приспособления осуществляется при помощи резьбы. Осуществляем правку вмятины ударами молотка по опорной площадке рукоятки в направлении необходимой вытяжки. Количество точек вытяжки определяется величиной, характером и расположением вмятин. Завариваем или запаиваем твердым припоем следы правки (проколы), а поверхность панели зачищаем и готовим под окраску. Исправление вмятин приспособлением, оснащенным наконечниками, может быть осуществлено при помощи приварных технологических стержней. Привариваем или припаиваем твердым припоем к поверхности вмятины технологические стержни.
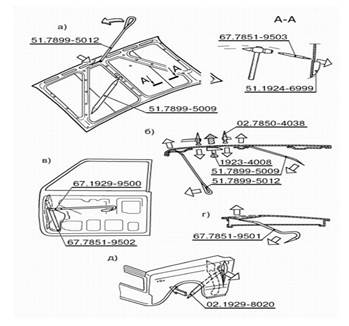
А, б) под усилителями капота; в, г) под каркасом двери; д) в скрытой полости кузова
Рисунок 28 - Исправление вмятин в труднодоступных местах
Количество стержней зависит от величины, характера и расположения вмятин. Осуществляем правку вмятины методом захвата за стержень зажимным устройством наконечников.
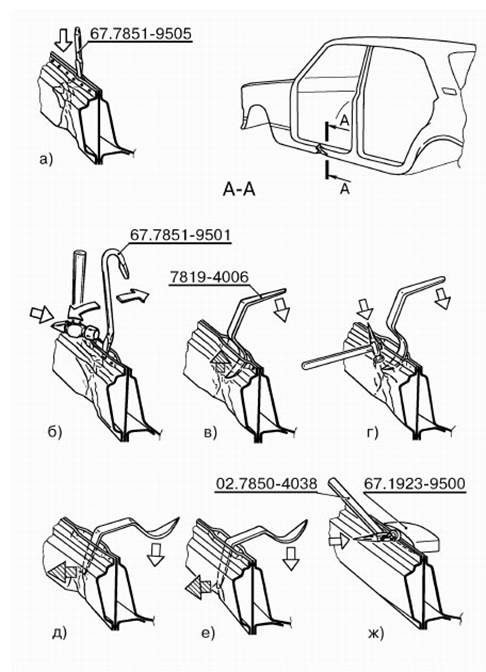
А, б) вскрытием полости; в, г, д, е) восстановлением формы порога; ж) зафланцовка порога под сварку
Рисунок 29 - Устранение вмятин на панелях порога
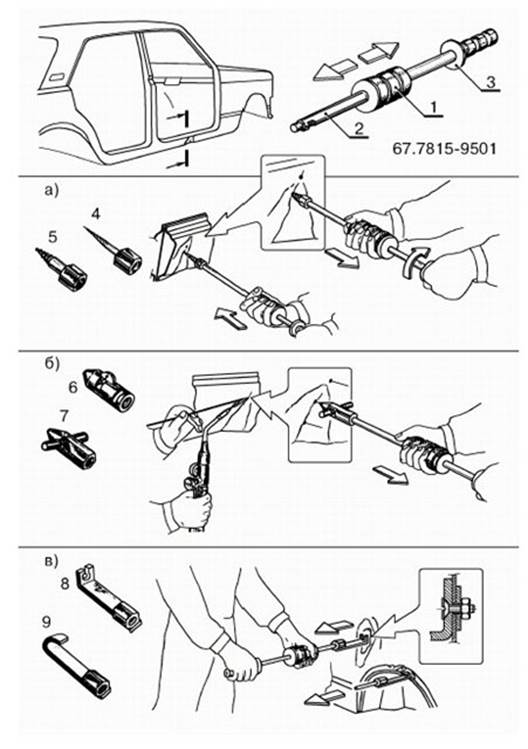
1 - подвижная ударная часть; 2 - стержень;3 - упор рукоятки; 4-9 - наконечники
Рисунок 30 - Исправление вмятин приспособлением ударного типа
Удаляем после исправления вмятин технологические стержни, а поверхность панели зачищаем и готовим под окраску. Исправление вмятин с использованием наконечников под винтовую головку и наконечников с пластинчатым захватом осуществлять так, как показано примерами [11].
Похожие статьи
-
Разборка-сборка . На крупных станциях технического обслуживания, которые занимаются различными марками автомобилей, могут присутствовать специальные...
-
Качество ремонта автомобилей - Проектирование участка по кузовному ремонту и окраске кузовов
Требования к качеству ремонта кузовных деталей Доводка выправленных поверхностей кузовных деталей под окраску выполняется тщательной рихтовкой металла...
-
Технологический процесс ремонта кузовов и кабин в сборе включает разборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей...
-
Типы кузовов - Проектирование участка по кузовному ремонту и окраске кузовов
История зарубежного и отечественного автомобилестроения свидетельствует об использовании на ранних стадиях кузовов автомобилей рамной конструкции. Рама...
-
При производстве автомобилей широко применяются неметаллические материалы: дерево, пластмассы, синтетические кожи стекло, резина и др. Большинство...
-
Сборку кузовов и кабин при ремонте автомобилей выполняют в такой последовательности: 1. ) До окраски на них устанавливают все детали и сборочные единицы,...
-
Стенд для правки кузовов - Проектирование участка по кузовному ремонту и окраске кузовов
Отличительной чертой особенности стенда является возможность точной установки, крепления верхней опоры телескопической стойки передней подвески и от этих...
-
Требования пожарной безопасности Категория пожароопасности - В. Степень огнестойкости здания III, При эксплуатации автотранспортных предприятий должны...
-
Цель дипломного проекта - Реконструкция СТО с разработкой кузовного участка. СТО расположено с. Вольно-Надеждинское, ул. Пушкина. Для данной станции...
-
Характеристика участка - Проектирование участка по кузовному ремонту и окраске кузовов
Участок кузовного ремонта предназначен для проведения комплекса работ, направленных на исправления каких либо дефектов, поддержание автомобилей в...
-
Основной целью дипломного проекта является организация участка по оказанию услуг по кузовному ремонту покраске и мойке автомобилей. Цель данной...
-
К арматуре кузовов и кабин относятся стеклоподъемники, замки, ограничители дверей, петли дверей, капота и т. п. Стеклоподъемники могут иметь следующие...
-
; чел.-ч /1000км (4.6) - нормативная удельная трудоемкость ТР, чел.-ч /1000км К4 - коэффициент корректирования нормативов в зависимости от пробега с...
-
Техника безопасности - Проектирование малярного участка пункта ремонта автомобилей
Условия и безопасность труда зависят как от совершенства применяемых машин, технологии и организации производства, так и от окружающей рабочих...
-
Введение - Проектирование малярного участка пункта ремонта автомобилей
Техническое обслуживание автомобилей, его назначение и задачи. Необходимым условием эффективного выполнения планов перевозок грузов и пассажиров является...
-
Проектирование основных участков и отделений - Депо для ремонта пассажирских вагонов
Проектирование вагоноремонтного участка. Вагоноремонтный участок предназначен: - для подготовки вагонов к ремонту, т. е. для их обогрева в зимнее время,...
-
Планировка производственного корпуса - Проектирование участка по кузовному ремонту и окраске кузовов
Общие требования к компоновке производственного корпуса При выполнении компоновки производственного корпуса придерживался следующих положений: 1....
-
Затраты на сырье и материалы 876000 руб. - принимаем 1200 руб. за один ремонт 43800 руб. - принимается 5% от затрат на сырье и материалы Всего 730...
-
Годовой расход силовой электроэнергии (2.17) Где Ру - установленная мощность токоприемников по группам оборудования, кВт; К3 - коэффициент загрузки...
-
Расчет площадей - Проектирование участка по кузовному ремонту и окраске кузовов
Расчет площади производственного участка (2.14) Где аоб -- суммарная площадь горизонтальной проекции по габаритным размерам оборудования (постов), м2; Кп...
-
К производственным рабочим относятся рабочие зон и участков, непосредственно выполняющие работы по ТО и ТР подвижного состава. Различают технологически...
-
Приспособление для правки кузовов - Проектирование участка по кузовному ремонту и окраске кузовов
Набор приспособлений предназначен для правки кузовов легковых автомобилей. Комплектация набора. В набор инструментов и приспособлений с гидроприводом...
-
Введение - Проектирование участка по кузовному ремонту и окраске кузовов
В настоящее время автомобильный парк страны заполнен автотранспортными средствами новой конструкции, использующей альтернативные виды топлива,...
-
Дефекты кузовов и кабин Характерными дефектами деталей кузовов, кабин и оперения являются коррозионные повреждения, механические повреждения (вмятины,...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для зерна ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1, 7.1.2 настоящей...
-
Освещенность участка - Проектирование на АТП цеха по ТО и ремонту автомобилей ЗиЛ-ММЗ-554
Организация рационального освещения производственных помещений и рабочих мест является одним из основных вопросов охраны труда. Так при хорошем освещении...
-
Замена полуоси Трудоемкость - 34,0 чел. мин (0,57 чел. час) Исполнитель - слесарь по ремонту автомобилей 4 разряда № выполняемых работ Наименование и...
-
Расчет числа постов и линий технического обслуживания и ремонта Объем работ по ремонту кузовов сравнительно небольшой. Как правило, кузовные работы...
-
Предварительно площадь производственных участков рассчитывается исходя из площади, занимаемой оборудованием. Кроме того, учитывается площадь, занимаемая...
-
Сменная программа расчет по общей для всех видов воздействий формуле: , обслуживаний ; (1.24) Где: - число смен. Принимается в соответствии с выбором...
-
Корректировка нормативной периодичности технических обслуживаний и капитальных ремонтов Предварительно необходимо для данного АТП выбрать нормативные...
-
В их число входят все участки (отделения) (см. подразд. 3.1) кроме вагоноремонтного участка, а также участка (отделения), который будет разрабатываться...
-
Затраты на отопление , (5.15) Где 867 Гкал/34285 м3 =0,025 Гкал - потребность количества тепловой энергии м3; 1632 м3 - объем участка; 2100...
-
Технологический расчет СТО - Проектирование участка по кузовному ремонту и окраске кузовов
Проектирование участка по кузовному ремонту и окраске автомобилей. Количество рабочих дней в году - 255; Количество смен - 1; Продолжительность смены, ч...
-
В авторемонтном производстве пневмоинструмент находит широкое применение для работ с силовым крепежом, а также для выполнения слесарно-сборочных,...
-
Организация хранения подвижного состава - Участок по ремонту подвижного состава
Подвижной состав автотранспортного предприятия храниться в межсменное время в закрытых помещениях и под навесом или на открытых площадках (безгаражное...
-
Организация медницко-жестяницких работ должна осуществляться в соответствии с требованиями настоящих Правил и других действующих нормативных правовых...
-
Ремонт кузова и крыши производят слесари, электросварщики и газорезчики ВСУ, руководствуясь меловыми пометками мастера. Ремонт механизма разгрузки...
-
Противопожарная безопасность - Проектирование малярного участка пункта ремонта автомобилей
Пожар - неконтролируемое горение вне специального очага, наносящих материальный ущерб. Крупные пожары нередко принимают характер стихийного бедствия и...
-
Из задания проектирования применяется: - тип подвижного состава (модель, марка): ВАЗ 2110 - AИ среднесуточная (инвентарное): количество автомобилей - 200...
Ремонт панели кузова - Проектирование участка по кузовному ремонту и окраске кузовов