Неразъемные соединения - Технология изготовления соединений, согласующих элементов, сборки источников излучения
Соединения оптических волокон с помощью сварки
Наиболее распространенным способом монтажа оптоволокна является соединение при помощи сварки. В процессе сваривания оптических волокон происходит помещение концов соединяемых нитей в поле мощного источника тепловой энергии с последующим их оплавлением. Широко применяется сваривание в пламени газовой горелки, в поле электрического разряда, в зоне мощного лазерного излучения.
Международная электротехническая комиссия предлагает считать для сварного соединения оптических волокон, полученного в полевых условиях, максимальную величину вносимых потерь не более 0.2 дБ. При современном развитии технологии сварки оптических волокон этот показатель может быть достигнут даже теми специалистами, которые не обладают значительным опытом сварки оптических волокон - современное высокотехническое оборудование и отработанная технология монтажа позволяет получать соединения с потерями в них, равными 0.02-0.15 дБ.
Основные этапы проведения работ:
- - зачистка кабеля, удаление защитных оболочек; - подготовка торцевых поверхностей соединяемых оптических волокон;
Установка защитной термоусаживаемой трубки на одно из волокон (если длина волокна незначительная, то защитную трубку можно установить позднее);
- - размещение оптических волокон в сварочном аппарате либо в направляющей колодке; - юстировка свариваемых оптических волокон. Существуют 2 метода юстировки:
Пассивный способ - юстировка предусматривает выравнивание сердцевин свариваемых оптических волокон по их геометрическим размерам;
Активный способ - основан на достижении минимальных потерь при пропуске через место соединения тестового оптического сигнала;
- - предварительное оплавление торцов оптических волокон (для ликвидации микротрещин и неровностей, возникающих в процессе скалывания); - непосредственное сваривание оптических волокон; - оценка качества сварки (при помощи микроскопа, рефлектометра); - защита места сварки одного волокна с помощью термоусаживаемой гильзы; - нанесение защитных оболочек кабеля, либо укладка в сплайс-пластину, кассету.
Рассмотрим три основных способа соединения при помощи сварки:
Сварка оптоволокна при помощи газовой горелки
Данный способ позволяет получить соединения, отличающиеся высокой механической прочностью. Но вместе с тем технологически сложно создавать зону нагрева малого объема, что в итоге приводит к термической деформации волокон и не позволяет добиться точной юстировки. При сваривании одномодового волокна даже незначительное смещение центров волокон относительно друг друга приводит к большой величине вносимых потерь, поэтому способ сварки при помощи газовой горелки широко применяется при монтаже многомодовых оптических кабелей.
Сварка при помощи газовой горелки экономична, может быть использована без специального дорогостоящего оборудования, но требует от специалиста соответствующих. Из-за тенденции все более широкого применения одномодовых каналов передачи данных этот способ монтажа применяется все реже и реже.
Сварка оптоволокна в поле электрического разряда
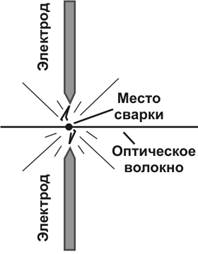
В настоящее время большинство сварочных аппаратов используют электрических разряд (электрическую дугу) для нагрева и сваривания оптоволокон. Использование сварочного аппарата позволяет получить качественное, долговечное соединение при невысоких затратах. Также важным критерием является быстрота работы и легкость освоения технологии сварки - компании могут отказаться от услуг сторонних организаций.
Недостатком описываемого способа является необходимость покупки недешевого оборудования - современный сварочный аппарат стоит от 10 000 долл. и выше, что влечет за собой "замораживание" оборотных средств и высокие амортизационные отчисления, большую стоимость ремонтных работ (при случаях, выходящих за рамки гарантийного обслуживания). При использовании аппарата для сварки оптических волокон необходимо соблюдение условий по температуре окружающей среды, влажности, отсутствию вибрации. Для обеспечения высокого качества сварочных работ необходимо обеспечить напряжение питания от сети переменного тока с незначительными отклонениями от номинала.
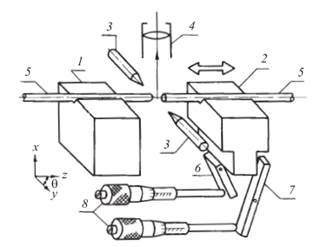
Рис. 1. Конструкция аппарата для электродуговой сварки оптических волокон: 1,2 -- фиксаторы оптического волокна; 3 -- вольфрамовые электроды; 4 -- микроскоп; 5 -- оптическое волокно; в -- привод вертикального перемещения электродов; 7 -- привод горизонтального фиксатора оптического волокна; 8 -- ручка управления приводами
Сварка оптоволокна при помощи лазера
Наилучший результат дает сварка аппаратами, в которых нагрев осуществляется при помощи мощного лазерного излучения. В отличие от электрической дуги на лазерный луч не влияют магнитные поля - это обеспечивает более стабильное формирование сварочного шва, что позволяет получать сварной шов с малыми размерами вносимых потерь (0.05 дБ и менее).
Из-за высокой стоимости оборудования и относительно больших размеров сварочных аппаратов данный метод применяется только при создании высокоскоростных ВОЛС и при построении систем передачи данных на большие расстояния, когда требуется соединение с исключительно низкими потерями.
Похожие статьи
-
Механические соединители разрабатывались как более дешевый и быстрый способ сращивания оптических волокон. На сегодняшний день сварка при помощи...
-
Для монтажа оптических волокон при помощи клеевых соединений используют совмещение оптических волокон в фиксирующих устройствах с последующим...
-
Свет как средство передачи информации, например, в виде сигнальных костров, использовался уже в древних цивилизациях. Подобные примеры существуют и в...
-
Коннектор оптоволокно сварка диод светоизлучающий Коннектор - коннектор Самый привычный для пользователей и операторов тип соединений это коннектор -...
-
С учетом различия апертур источника излучения и световода разработан ряд элементов ввода - вывода излучения. Они выполняют функцию оптического...
-
Светодиод (СИД) представляет собой полупроводниковый прибор с p - n переходом, протекание электрического тока через который вызывает интенсивное...
-
Известно множество типов конструкций полупроводниковых лазеров. Они подразделяются на простейшие (гомолазеры) и двойной гетероструктуры, в которых...
-
Выбор типа источника излучения и фотоприемника, их параметры Выбор типа источника излучения. Общие требования к источникам излучения ВОСП следующие: л...
-
Комплектация узла агрегации FTTB Рисунок 4.1 - Структурная схема комплектации узла агрегации FTTB Оптический кросс КРС-48. Рисунок 4.2 - оптический кросс...
-
Методы построения FTTХ, FTTB - Проект сети широкополостного доступа по технологии FTTB
Технология FTTx (англ. Fiber to the x - оптическое волокно до точки X), название которой происходит от заглавных букв английского выражения...
-
Технология изготовления ППИС на БТ. Элементы ППИС необходимо изолировать друг от друга что бы необходимые соединения осуществлялись только путем...
-
Действующие силы, технологические факторы и внешняя среда являются теми факторами, результатом действия которых являются износы отдельных мест осей и...
-
Исследование развития транспортных систем Франции, Великобритании, Швеции, Германии и Дании свидетельствует, что в этих странах, кроме традиционных...
-
Для производства Многослойных печатных плат используются различные стеклотекстолиты по условию технического задания устройство должно работать в условиях...
-
При эксплуатации и строительстве ОВ линейного тракта В соответствии с действующими нормативными документами по правилам безопасности при работах...
-
При расчетах каналов и оборудования телеграфных станций сети ПС необходимо учитывать не только нагрузку по передаче и приему телеграмм, но и нагрузку в...
-
Общие положения. Остановимся на материалах основных элементов ОК. Профилированный сердечник ОК изготавливают из поливинилхлорида, полиэтилена,...
-
Требования к оборудованию., Электробезопасность - Технология ремонта шеек колесных пар электровоза
Расположение оборудования должно соответствовать нормам технологического проектирования. Границы проходов, места укладки грузозахватов и тары должны быть...
-
Комплектация узла доступа FTTB - Проект сети широкополостного доступа по технологии FTTB
Рисунок 4.11 - Структурная схема комплектации узла доступа FTTB. Пигтейл FC/PC SM (0.9) 1,5m. Шнур оптический монтажный Тип разъемов: FC Тип волокна:...
-
На основании рассчитанных выше коэффициентов становится возможным распределить затраты энергии отдельно по трамваю и троллейбусу. Для этого воспользуемся...
-
Качественный анализ технологий - Обеспечение абонентской связи путем радиодоступа поселка Федоровка
Попробуем сделать качественный анализ различных технологий и посмотреть, в какой степени они отвечают поставленной задаче - телефонизация с...
-
Расчет коэффициента затухания выполняется на центральной длине волны оптического канала. Предварительно необходимо определить спектральный диапазон, в...
-
Расчет бюджета оптической мощности для FTTB Передача информации с требуемым качеством на регенерационном участке ВОЛП без оптических усилителей, учитывая...
-
К основным характеристикам ВОЛС относятся: заданное качество передачи информации, характеризуемое вероятностью (коэффициентом) ошибки, длина...
-
Беспроводные оптические каналы - Обеспечение абонентской связи путем радиодоступа поселка Федоровка
2.8.1 Беспроводные оптические каналы связи (БОКС) предназначены для создания каналов передачи данных типа точка-точка между объектами, находящимися на...
-
Процесс изготовления печатной платы - Технология изготовления печатных плат
В техническом прогрессе ЭВМ играют значительную роль: они значительно облегчают работу человека в различных областях промышленности, инженерных...
-
Назначение, конструкция, технические данные ремонта аккумуляторной батареи КН-40-125 Аккумуляторная батарея служит источником напряжения 50 В для катушек...
-
Технологии "последней мили". Сравнительный анализ Термин "последняя миля" стал часто употребляться в отечественной технической литературе сравнительно...
-
Краткий анализ технологий - CMTS (Cable Modem Termination System)
Традиционная телефонная сеть общего пользования (ТФОП) позволяет передавать голос в и данные в пределах узкой полосы частот (300 -3400) Гц. Быстрый рост...
-
Материалы для изготовления - Пьезоэлектрические датчики
Наиболее перспективным пьезоэлектрическим материалом является пьезокерамика. Возможность использования пьезокерамики в приборостроении и автоматике...
-
Источники электрического тока - Электрооборудование автомобиля и дополнительное оборудование
Электрический ток в автомобиле вырабатывается из двух источников: аккумуляторная батарея (аккумулятор) и генератор. Задача аккумулятора (рис. 4.1) --...
-
Поступающие на сборку детали и сборочные единицы должны соответствовать чер-тежам и техническим условиям. Сборку и испытание составных частей производить...
-
Сборка. Обеспечение точности сборки - Производство и ремонт подвижного состава
Сборка является заключительным этапом изготовления машин и в значительной степени определяет ее эксплуатационные качества. Одни и те же детали,...
-
Функциональная схема АТСК и процесс установления соединения - Системы телекоммуникации
На рисунке 23 представлена функциональная схема АТСК емкостью 300 номеров с пятизначной нумерацией АЛ, построенной на блоках искания, которые применяются...
-
В разработку ТП сборки и монтажа входит следующий комплекс работ: Выбор типового или группового техпроцесса. Составление маршрута единичного ТП....
-
Разборка-сборка . На крупных станциях технического обслуживания, которые занимаются различными марками автомобилей, могут присутствовать специальные...
-
Рынок авиаперевозок в России -- одна из наиболее динамично развивающихся отраслей в России. С учетом размеров страны, количества удаленных обитаемых...
-
Использование рабочей силы Укомплектованность вагоно (машино) бригад определяется соотношением численности кондукторов и водителей: Где КК -- численность...
-
Виды соединений в сети IP-телефонии - IP-телефония и традиционные телефонные сети
Сети IP-телефонии предоставляют возможности для вызовов четырех основных типов: 1) "От телефона к телефону". Вызов идет с обычного те-лефонного аппарата...
-
Измерение характеристик оптического кабеля - Проект сети широкополостного доступа по технологии FTTB
Перед строительством ВОЛС существляется входной контроль строительных длин: внешний осмотр кабеля и измерение его оптических характеристик. В ходе...
Неразъемные соединения - Технология изготовления соединений, согласующих элементов, сборки источников излучения