Асимптотические методы статистического контроля
Одна из наиболее важных для практики областей статистических методов, дающая к тому же больший экономический эффект - это статистические методы обеспечения качества продукции, основанные на применении вероятностно-статистических моделей. В статье впервые в научной периодике на основе предельных теорем получены асимптотические результаты в теории статистического приемочного контроля - одного из основных разделов в статистических методах управления качеством и сертификации. статистический контроль дефектность
Сначала дадим общие сведения о месте статистических методов в принятии решений при управлении качеством и сертификации продукции (см. также статью [1] и соответствующие главы в монографиях [2, 3]). Затем рассмотрим статистический контроль качества и продемонстрируем его высокую экономическую эффективность. В конце статьи обсудим нерешенные задачи теории статистического контроля, относящиеся к прикладной математике.
Слова "сертификация", "международные стандарты ИСО (т. е. разработанные International Standardization Organization - Международной организацией по стандартизации, сокращенно ISO, по-русски - ИСО) серии 9000 по системам качества" широко известны. Менее осознано в нашей стране, что управление качеством - прежде всего применение современных методов статистического моделирования. На Западе (США) и на Востоке (Япония) это - аксиома. Вот типичное высказывание японского менеджера и инженера: "Методы статистики - именно то средство, которое необходимо изучить, чтобы внедрить управление качеством. Они - наиболее важная составная часть комплексной системы всеобщего управления качеством на фирме. В японских корпорациях все, начиная от председателя Совета Директоров и до рядового рабочего в цехе, обязаны знать хотя бы основы статистических методов". Так считает Каору Исикава, президент промышленного института Мусаси, заслуженный профессор Токийского университета [4, с.15].
Раз все японские работники знают про статистические методы - значит, их научили в школе. Во всем мире - в США, Японии и Ботсване - школьники учат статистические методы как один из обязательных школьных предметов, вместе с физикой, химией, математикой и историей. ЮНЕСКО регулярно проводит конференции по преподаванию статистики в средней школе [5]. И вот всем виден результат - качество компьютеров IBM и японских телевизоров.
Справедливости ради надо отметить, что популярные ныне международные стандарты ИСО серии 9000 ничем принципиально не отличаются от давних отечественных документов по управлению качеством. В 1970-е и 1980-е гг. в СССР активно разрабатывались, внедрялись и использовались Комплексные Системы Управления Качеством Продукции (КС УКП). Имелись областные варианты - горьковская, львовская, днепропетровская и иные системы качества. В некоторых отношениях КС УКП были более прогрессивными и эффективными, чем нынешние стандарты ИСО 9000.
Очевидно, овладение основами статистического контроля качества продукции - неотъемлемая часть образования менеджера и инженера, любого специалиста по экономике и организации производства.
Сертификация - это официальная гарантия поставки производителем продукции, удовлетворяющей установленным требованиям. Поставщики и продавцы должны иметь сертификаты качества на предлагаемые ими товары и услуги. Маркетинг включает в себя работы по сертификации.
За новыми терминами зачастую скрываются хорошо известные понятия, несколько модернизированные в соответствии с современной обстановкой. Так, целесообразно связать комплексную систему управления качеством продукции с маркетингом: "маркетинг в широком смысле - это усовершенствованная, ориентированная на рыночную экономику КС УКП" [6, с.61].
Есть несколько уровней сертификации. Говоря о сертификации продукции, могут иметь в виду качество конкретной ее партии. В ряде случаев это оправдано - рядового потребителя интересует качество лишь той единицы продукции, которую он сам приобрел. Однако установление долговременных хозяйственных связей целесообразно лишь в случае, когда поставщик гарантирует высокое качество не одной, а всех партий своей продукции. Очевидно, для этого должны быть проведены оценка и сертификация технологических процессов и производств, обеспечивающих выпуск этой продукции.
Еще больше повышается доверие к поставщику, если не только отдельные технологические процессы, но и все предприятие в целом гарантированно выпускает продукцию высокого качества. Это обеспечивается действующей на предприятии системой качества, удовлетворяющей требованиям Международной организации по стандартизации, выраженным в системе стандартов ИСО 9000.
В современных условиях экономики основная характеристика товара - его конкурентоспособность по сравнению с аналогичными товарами. Очевидно, производителю необходимо уметь оценивать конкурентоспособность перед запуском продукции в производство или началом работы по продвижению на зарубежный рынок. Одним из основных компонентов конкурентоспособности является технический уровень продукции. Фирма, обладающая патентом или новой научно-технической разработкой, имеет более высокий излишек производителя по сравнению с другими фирмами. При принятии решений о выборе направления инвестиционных вложений одна из основных учитываемых характеристик - технический уровень продукции.
Из сказанного вытекает, что сертификация продукции - это современная форма управления качеством продукции. На Западе общепринято, что основная составляющая в управлении качеством продукции - это статистические методы (см., например, отчет Комитета ИСО по изучению принципов стандартизации [7]). В нашей стране внедрение комплексных систем управления качеством (КС УКП), надо признать, сводилось во многом к подготовке документации организационного характера. Статистические методы использовались в промышленности недостаточно, а государственные стандарты по этой тематике зачастую содержали грубейшие ошибки (подробнее см. ниже).
Подготовка предприятий к сертификации продукции, технологических процессов и производств, систем качества требует приложения труда квалифицированных специалистов, причем в достаточно большом объеме. Подобную работу обычно проводят специализированные организации.
О начальных шагах теории статистического контроля рассказывает Б. В. Гнеденко в [8]. В главе 2 этой книги есть параграф 6 "Статистический контроль качества продукции" (с.47-50). По словам Б. В. Гнеденко:
"Первым шагом, относящимся к этому кругу идей, по-видимому, следует считать одну из задач, рассмотренных Т. Симпсоном в книге "Природа и законы случая" (1740). Вот формулировка этой задачи: имеется данное число вещей различного сорта - n1 вещей первого, n2 - второго, ... Наудачу берутся m вещей. Найти вероятность того, что при этому будет взято m1 вещей первого сорта, m2 вещей второго и т. д. В настоящее время эта задача не представляет труда для студентов, приступающих к изучению основ теории вероятностей. В ту пору она была предметом серьезного научного трактата".
Спустя сто с небольшим лет к этой задаче, но уже исходя из запросов практики, обратился М. В. Остроградский (1801 - 1862) в работе 1846 г. "Об одном вопросе, касающемся вероятностей" [9]. Вот что он писал (см. также [10]):
"В сосуде имеются белые и черные шары, общее количество которых нам известно, но мы не знаем, сколько из них какого цвета. Мы извлекаем некоторое количество шаров. Подсчитав, сколько из них белых и сколько черных, снова кладем в сосуд. Требуется определить вероятность того, что общее число белых не выходит из наперед заданных пределов. Или, лучше сказать, мы ищем зависимость между этой вероятностью и пределами, о которых идет речь.
Чтобы понять важность этого вопроса, представим себя на месте того, кто должен получить большое число предметов, причем должны выполняться некоторые условия, и кто, чтобы проверить эти условия, должен на каждый предмет потратить некоторое время. Перед армейскими поставщиками часто стоят такого рода задачи. Для них шары, содержащиеся в сосуде, представляют получаемые предметы, белые, например - предметы приемлемые, как удовлетворяющие определенным условиям, а черные - неприемлемые. (...)
Таким образом, если бы вопрос, который мы перед собой поставили, был решен, поставщик мог бы воспользоваться этим, чтобы свести приблизительно к двадцатой доле часто очень утомительную работу, как, например, проверку большого количества мешков муки или штук сукна". [9, с.215].
Мы видим, что М. В. Остроградский четко описывает потребности практики (а именно, возникающие при проверке качества больших партий мешков муки или штук сукна), для удовлетворения которых он провел свое исследование. В то же время Симпсон остался в кругу идей теории вероятностей XVIII в. Поэтому М. В. Остроградского следует считать основоположником теории статистического контроля (не только в нашей стране, но и во всем мире).
Итак, около 170 лет статистические методы применяются в России для проверки соответствия продукции установленным требованиям, т. е. для сертификации. Основополагающая работа выполнена в 1846 г. действительным членом Петербургской академии наук М. В. Остроградским, который рассматривал задачу статистического контроля партий мешков муки или штук сукна армейскими поставщиками. Специалистам хорошо известна эта "точка отсчета". Например, в монографии проф. Я. Б Шора [11] раздел 4 "Методы статистического контроля качества" начинается со ссылки на статью М. В. Остроградского 1846 г.
По словам Б. В. Гнеденко [8, с.49], "из отечественных ученых заслуживают быть отмеченными А. Н. Колмогоров (1903 - 1987), В. И. Романовский (1878 - 1954), В. И. Романовский (1879 - 1954), С. Х. Сираждинов (1921 - 1988), Ю. К. Беляев (р. 1932) и др.". Отметим большое значение работ В. И. Романовского - основателя современной математической школы в Узбекистане, к которой, относятся, в частности, С. Х. Сираждинов и А. А. Абдушукуров, доклад которого [12] содержит анализ работ В. И. Романовского. Так, в статье 1932 г. "Вопросы статистического учета" он обсуждает, в частности, "применение статистики к технике и индустрии: к контролю производства, к испытанию качества продуктов массового производства т т. д. Он призывает заняться этой отраслью статистики, ввести курс в экономических вузах" [12, с.7]. На Всесоюзном совещании по математической статистике (осень 1948 г., Ташкент) В. И. Романовский выступил с докладом "О статистических методах контроля производства и качества продукции" [12, с.7].
Со времен М. В. Остроградского в России в статистическом контроле качества было сделано многое, особенно в области теории. Прорывные результаты получены в работе А. Н. Колмогорова [13] (см. также [14]). Так, монографии Ю. К. Беляева [15] и Я. П. Лумельского [16] можно смело назвать классическими. Был выпущен и длинный ряд практических руководств, в основном переводных.
С начала 1970-х годов стали разрабатываться государственные стандарты по статистическим методам. В связи с обнаружением в них грубых ошибок 24 из 31 государственного стандарта по статистическим методам были отменены в 1986 - 87 гг. (перечень стандартов и описание ошибок приведены в работе [17]). К сожалению, потеряв правовую силу как нормативные документы, ошибочные стандарты рядом лиц и организаций продолжают использоваться как научно-технические издания.
В 1989 г. нами был организован Центр статистических методов и информатики (ЦСМИ) для работ по развитию и внедрению современных статистических методов. Уже к середине 1990 г. ЦСМИ были разработаны 7 диалоговых систем по современным статистическим методам управления качеством, а именно, СПК, АТСТАТ-ПРП, СТАТКОН, АВРОРА-РС, ЭКСПЛАН, ПАСЭК, НАДИС (описания этих систем даны в работе [18]).
Параллельно ЦСМИ вел работу по объединению статистиков. В апреле 1990 г. в Большом Актовом Зале Московского Энергетического института прошла Учредительная конференция Всесоюзной организации по статистическим методам и их применениям. На Учредительном съезде Всесоюзной статистической ассоциации (ВСА) в октябре 1990 г. в Московском экономико-статистическом институте эта организация вошла в состав ВСА в качестве секции статистических методов [19 - 23]. В 1992 г. после развала СССР и фактического прекращения работы ВСА на основе секции статистических методов ВСА организована Российская ассоциация по статистическим методам (РАСМ), а затем и Российская академия статистических методов, существующие и в настоящее время. При создании ВСА коллективными усилиями разработан единый подход к проблемам принятия решений в сертификации и управлении качеством на основе применения современных статистических методов.
Контроль качества продукции всем знаком хотя бы по названию - им обычно занимается отдел технического контроля (ОТК) предприятия. Есть различные виды контроля - входной контроль, приемочный контроль (готовой продукции), и контроль при передаче полуфабрикатов и комплектующих из цеха в цех. Кроме сплошного контроля всех изделий подряд применяют выборочный, когда о качестве партии продукции судят по результатам контроля некоторой части - выборки.
Зачем нужен выборочный контроль? Чтобы проверить качество спички - надо чиркнуть ею. Загорится - должное качество, не загорится - брак. Но повторно однажды зажженную спичку использовать уже нельзя. Поэтому партию спичек можно контролировать только выборочно. Партии консервов, лампочек, патронов - тоже. Т. е. при разрушающем контроле необходимо пользоваться выборочными методами и судить о качестве партии продукции по результатам контроля ее части - выборки.
Выборочные методы контроля могут применяться и из экономических соображений, когда стоимость контроля высока по сравнению со стоимостью изделия. Например, вряд ли целесообразно визуально проверять качество каждой скрепки в каждой коробке.
Выборочный контроль качества продукции проводится с незапамятных времен. Так, Петр Первый проводил выборочный контроль качества сукна для солдатских мундиров и наказывал за невыполнение требований. Однако на научную основу выборочный контроль был поставлен М. В. Остроградским и его последователями.
Для проведения выборочного контроля необходимо сформировать выборку, выбрать план контроля. А если план имеется - полезно (во многих случаях - необходимо) знать его свойства. Анализ и синтез планов проводят с помощью математического моделирования на основе теории вероятностей и математической статистики, применяя компьютерные диалоговые системы (пакеты программ). Сравнительный анализ четырех таких пакетов дан в [24].
Компьютерные диалоговые системы позволяют, прежде всего, проводить анализ и синтез планов контроля. Пусть перед Вами - ГОСТ на продукцию (или другая нормативно-техническая документация, или договор на поставку продукции), в нем есть раздел "Правила приемки" с планами контроля. Хороша эта система планов или плоха? С помощью диалоговых систем Вы найдете характеристики конкретного плана, приемочный и браковочный уровни дефектности (см. ниже) и т. д. Можно провести и синтез планов, т. е. компьютер поможет принять решение в новых условиях - подберет план, удовлетворяющий Вашим условиям.
Российской ассоциацией статистических методов были проанализированы сотни стандартов на конкретную продукцию (разделы "Правила приемки") и ГОСТы по статистическим методам. Обнаружено, что более половины и тех и других стандартов содержат грубые ошибки, пользоваться ими нельзя. Причины этого печального положения проанализированы в статье [17].
По оценкам, полученным в работе [25], применение современных статистических методов позволяет в среднем вдвое сократить трудозатраты на контрольные операции (как известно, они составляют примерно 10% от производственной себестоимости [26] машиностроительной продукции). Следовательно, от повышения эффективности решений менеджеров на основе внедрения современных статистических методов обеспечения качества продукции Россия может получить более 5 миллиардов долларов США дополнительного дохода в год.
Приведем еще два сообщения о высокой экономической эффективности статистического контроля.
"Мы документально зафиксировали экономию от применения методов статистического контроля и методов принятия решений, которым обучили наших сотрудников. Мы приближаемся к степени окупаемости около 30 долларов на 1 вложенный доллар. Вот почему мы получили такую серьезную поддержку от высшего руководства", - сообщает Билл Виггенхорн, ответственный за подготовку специалистов фирмы "Моторола" (цитируем по статье [27]).
По подсчетам профессора Массачусетского технологического института Фримена (см. [28]), только статистический приемочный контроль давал промышленности США 4 миллиарда долларов в 1958 г. (это более 22 миллиардов долларов в ценах 2014 г.), т. е. 0,8% ВВП - валового внутреннего продукта.
Выборочный контроль, построенный на научной основе, т. е. исходящий из теории вероятностей и математической статистики, называют статистическим контролем. Организатора производства и менеджера выборочный контроль может интересовать не только в связи с качеством продукции, но и в связи, например, с контролем экологической обстановки, поскольку зафиксированные государственными органами экологические нарушения влекут штрафы и иные "неприятные" последствия. К выборочному контролю вынуждены прибегать при аудиторской проверке организации, поскольку сплошной анализ всего массива документов бухгалтерского или управленческого учета весьма трудоемок, а потому практически невозможен. Обсудим основные идеи статистического контроля.
При статистическом контроле решение о генеральной совокупности - об экологической обстановке в данном регионе или о партии продукции - принимается по выборке, состоящей из некоторого количества единиц контроля (отдельных документов бухгалтерского или управленческого учета, единиц экологического контроля или единиц продукции). Следовательно, выборка должна представлять партию, т. е. быть репрезентативной (представительной). Как эти слова понимать, как проверить репрезентативность? Ответ может быть дан лишь в терминах вероятностных моделей выборки (см., например, [2, гл. 1]).
Как известно, наиболее часто применяют биномиальную и гипергеометрическую модели. В первой из них предполагается, что результаты контроля n рассматриваемых единиц можно рассматривать как совокупность n независимых одинаково распределенных случайных величин Х1, Х2,....,ХN, где ХI = 1, если i_ое измерение показывает, что имеется нарушение, т. е. превышено ПДК (предельная норма концентрации) или i_ое изделие дефектно, i_ый документ содержит ошибки, и ХI = 0, если это не так. Тогда число Х превышений ПДК (при других интерпретациях - дефектных единиц продукции в партии, документов с ошибками) равно
Х= Х1+ Х2+...+ ХN . (1)
Из формулы (1) и Центральной Предельной Теоремы теории вероятностей [29] вытекает, что при увеличении объема выборки n распределение случайной величины Х сближается с нормальным распределением. Известно, что распределение Х имеет вид
Р(Х= k) = CNK pK (1--p)N-k, (2)
Где CNK - число сочетаний из n элементов по k, а p -- уровень дефектности (в другой предметной области - в экологии - доля превышений ПДК в генеральной совокупности, в аудите - доля документов с ошибками), т. е. p = Р(ХI = 1). Как известно, распределение, задаваемое формулой (2), называется биномиальным распределением, а рассматриваемый частный случай Центральной Предельной Теоремы именуется теоремой Муавра - Лапласа (впервые строго доказана П. Л. Чебышевым).
Вторая модель - гипергеометрическая - соответствует случайному отбору единиц в выборку. Пусть среди N единиц, составляющих генеральную совокупность, имеется D дефектных. Случайность отбора означает, что каждая единица имеет одинаковые шансы попасть в выборку. Более того, ни одна пара единиц не имеет преимущества перед любой другой парой при отборе в выборку. То же самое -- для троек, четверок и т. д. Итак, каждое из сочетаний по n единиц из N имеет одинаковую вероятность быть отобранным в качестве выборки, равную, очевидно, 1/.
Отбор случайной выборки согласно описанным правилам организуют при проведении различных лотерей. Пусть Y --число дефектных единиц в такой выборке. Известно, что тогда P(Y = k) - гипергеометрическое распределение, т. е.
(3)
Известно, что биномиальная и гипергеометрическая модели весьма близки, когда объем генеральной совокупности (партии) по крайней мере в 10 раз превышает объем выборки, т. е. с приемлемой для практики точностью
Р(Х = k) = P(Y = k), (4)
Если объем выборки мал по сравнению с объемом партии. При этом в качестве p в формуле (2) берут D/N.
Близость результатов, получаемых с помощью биномиальной и гипергеометрической моделей, весьма важна с методологической точки зрения. Дело в том, что эти модели исходят из принципиально различных модельных предпосылок. В биномиальной модели случайность присуща каждой единице - она с какой-то вероятностью дефектна, а с какой-то - годна. В то же время в гипергеометрической модели качество определенной единицы детерминировано, задано, а случайность проявляется лишь в отборе, вносится инженером, экологом или экономистом при составлении выборки. .
Соотношение (4) показывают, что во многих случаях нет необходимости выбирать одну из моделей, поскольку обе дают близкие численные результаты. Отличия проявляются при обсуждении вопроса о том, какую выборку считать представительной. Является ли таковой выборка, составленная из 20 изделий, лежащих сверху в первом вскрытом ящике? В биномиальной модели вполне допустим ответ "да", в гипергеометрической - только "нет".
Биномиальная модель легче для теоретического изучения, поэтому будем ее рассматривать в дальнейшем. Однако при реальном контроле лучше формировать выборку, исходя из гипергеометрической модели. Это делают, выбирая номера изделий (для включения в выборку) с помощью датчиков псевдослучайных чисел на ЭВМ или с помощью таблиц псевдослучайных чисел. Алгоритмы формирования выборки встраивают в современные программные продукты по статистическому контролю.
Под планом статистического контроля понимают алгоритм, т. е. правила действий при контроле. На "входе" при этом - генеральная совокупность (партия продукции), а на "выходе" - одно из двух решений: "принять партию" либо "забраковать партию". Рассмотрим несколько примеров.
Одноступенчатые планы контроля (n, c): отобрать выборку объема n; если число дефектных единиц в выборке X не превосходит c, то партию принять, в противном случае забраковать. Число с называется "приемочным числом".
Частные случаи: план (n, 0) --партию принять тогда и только тогда, когда все единицы в выборке являются годными [13]; план (n, 1) - партия принимается, если в выборке все единицы являются годными или ровно одно - дефектное, во всех остальных случаях партия бракуется.
Двухступенчатый план контроля (n, a, b) + (m, c): отобрать первую выборку объема n; если число дефектных единиц в первой выборке X не превосходит a, то партию принять; если число дефектных единиц в первой выборке X больше или равно b, то партию забраковать; во всех остальных случаях, т. е. когда Х больше a, но меньше b, следует взять вторую выборку объема m; если число дефектных единиц во второй выборке Y не превосходит c, то партию принять, в противном случае забраковать.
Рассмотрим в качестве примера план (20, 0, 2) + (40, 0). Сначала берется первая выборка объема 20. Если все единицы в ней - годные, то партия принимается. Если две или больше - дефектные, партия бракуется. А если только одно - дефектное? В реальной ситуации в таких случаях начинаются споры между представителями предприятия и экологического контроля, или поставщика и потребителя. Говорят, например, что дефектная единица случайно попала в партию, что ее подсунули конкуренты или что при контроле случайно сделан неправильный вывод. Поэтому, чтобы споры пресечь, берут вторую выборку объема 40 (вдвое большего, чем в первый раз). Если все единицы во второй выборке - годные, то партию принимают, в противном случае - бракуют.
В реальной нормативно-технической документации (технических регламентах, стандартах, технических условиях, инструкциях по экологическому контролю и т. д.) и договорах на поставку не всегда четко сформулированы планы статистического контроля и правила принятия решений. Например, при описании двухступенчатого плана контроля вместо задания приемочного числа с может стоять загадочная фраза "результат контроля второй выборки считается окончательным". Остается гадать, как принимать решение по второй выборке. Менеджер, администратор (государственный служащий), инженер, эколог или экономист, занимающийся вопросами экологического контроля или контроля качества, должен первым делам добиваться кристальной ясности в формулировках правил принятия решений, иначе ошибочные и необоснованные решения, а потому и убытки неизбежны.
Каковы свойства плана статистического контроля? Они, как правило, определяются с помощью функции f(p), связывающей вероятность p дефектности единицы контроля с вероятностью f(p) приемки партии, положительной оценки экологической обстановки или правильности ведения бухгалтерской документации по результатам контроля. При этом вероятность p того, что конкретная единица дефектна, называется входным уровнем дефектности, а указанная функция называется оперативной характеристикой плана контроля. Естественно принять, что если дефектные единицы отсутствуют, р = 0, то партия всегда принимается, т. е. f(0) = 1, если же все единицы дефектные, р = 1, то партия наверняка бракуется, f(1) = 0. Между этими крайними значениями р функция f(p) монотонно убывает. При изучении свойств плана контроля входной уровень дефектности р - свободный параметр, он может принимать любые значения между 0 и 1.
Вычислим оперативную характеристику плана (n, 0). Поскольку партия принимается тогда и только тогда, когда все единицы являются годными, а вероятность того, что конкретная единица - годная, равна (1 _ р), то оперативная характеристика имеет вид
F(p) = Р(Х = 0) = (1 -- р)N. (5)
Для плана (n, 1) оперативная характеристика, как легко видеть, такова:
F(p) = Р(Х = 0)+Р(Х = 1) = (1 -- р)N + nр (1 -- р)N-1. (6)
Оперативные характеристики для конкретных планов статистического контроля не всегда имеют такой простой вид, как в случае формул (5) и (6). Рассмотрим в качестве примера введенный выше план (20, 0, 2) + (40, 0). Сначала найдем вероятность того, что партия будет принята по результатам контроля первой партии. Согласно формуле (5) имеем:
F1(p) = Р(Х = 0) = (1 -- р)20.
Вероятность того, что понадобится контроль второй выборки, равна
Р(Х = 1) = 20 р (1 -- р)19.
При этом вероятность того, что по результатам ее контроля партия будет принята, равна
F2(p) = Р(Y = 0) = (1 -- р)40.
Следовательно, вероятность того, что партия будет принята со второй попытки, т. е. что при контроле первой выборки обнаружится ровно одна дефектная единица, а затем при контроле второй -- ни одной, равна
F3(p) = Р(Х = 1) f2(p) = 20 р (1 -- р)19 (1 -- р)40= 20 р (1 -- р)59.
Следовательно, вероятность принятия партии с первой или со второй попытки равна
F(p) = f1(p) + f3(p) = (1 -- р)20+ 20 р (1 -- р)59.
При практическом применении методов статистического приемочного контроля для нахождения оперативных характеристик планов контроля вместо формул, имеющих обозримый вид лишь для отдельных видов планов, применяют численные компьютерные алгоритмы или заранее составленные таблицы.
С оперативной характеристикой связаны важные понятия приемочного и браковочного уровней дефектности, а также понятия "риск поставщика" и "риск потребителя". Чтобы ввести эти понятия, на оперативной характеристике выделяют две характерные точки, делящие входные уровни дефектности на три зоны (области) - А, Б и В. В зоне А почти всегда все хорошо, а именно - почти всегда экологическая обстановка признается благополучной, почти все партии принимаются. В зоне В, наоборот, почти всегда все плохо, а именно - почти всегда экологический контроль констатирует экологические нарушения, почти все партии бракуются. Зона Б - буферная, переходная, промежуточная, в ней как вероятность приемки, так и вероятность браковки (забракования) заметно отличаются от 0 и 1. Для задания границ между зонами выбирают два малых числа -- риск поставщика (производителя, предприятия) и риск потребителя (заказчика, системы экологического контроля) , при этом границы между зонами задают два уровня дефектности - приемочный pПp и браковочный pБр, определяемые из уравнений
F(pПp) = 1 -- , f(pБр) = . (7)
Таким образом, если входной уровень дефектности не превосходит pПp, то вероятность забракования партии мала, т. е. не превосходит. Приемочный уровень дефектности выделяет зону А значений входного уровня дефектности, в которой нарушения экологической безопасности почти всегда не отмечаются, партии почти всегда принимаются, т. е. соблюдаются интересы проверяемого предприятия (в экологии), поставщика (при контроле качества). Это - зона комфортности для поставщика. Если он обеспечивает работу (входной уровень дефектности, соответствующий применяемому технологическому процессу) в этой зоне, то для него используемый план статистического контроля будет комфортным (можно сказать, что приемочный уровень дефектности отражает интересы поставщика (производителя)).
Если же входной уровень дефектности больше браковочного уровня дефектности pБр, то нарушения почти наверняка фиксируются, партия почти всегда бракуется, т. е. экологи узнают о нарушениях, потребитель оказывается защищен от попадания к нему партий со столь высоким уровнем брака. Поэтому можно сказать, что в зоне В соблюдаются интересы потребителей - брак к ним не попадает. Другими словами, браковочный уровень дефектности отражает интересы потребителя.
При выборе плана контроля часто начинают с выбора приемочного и браковочного уровней дефектности. При этом выбор конкретного значения приемочного уровня дефектности отражает интересы поставщика, а выбор конкретного значения браковочного уровня дефектности - интересы потребителя. Можно доказать (см. ниже), что для любых положительных чисел и и любых входных уровней дефектности pПp и pБр, причем pПp меньше pБр, найдется план контроля (n, c) такой, что его оперативная характеристика f(p) удовлетворяет неравенствам
F(pПp) > 1 - , f(pБр) < .
При практических расчетах обычно принимают = 0,05 (т. е. 5%) и = 0,1 (т. е. 10%).
В качестве примера вычислим приемочный и браковочный уровни дефектности для плана (n, 0). Из формул (5) и (7) вытекает, что
(1 - pПp)N = 1 - , pПp = 1 - (1 - )1/n.
Поскольку риск поставщика мал, то из известного соотношения математического анализа
Вытекает приближенная формула
PПp

Для браковочного уровня дефектности имеем
PБр = 1 - 1/n.
При практическом применении методов статистического приемочного контроля аналитическими формулами, имеющих обозримый вид лишь для отдельных видов планов, не пользуются. Для нахождения приемочных и браковочных уровней дефектности планов контроля вместо них применяют численные компьютерные алгоритмы или заранее составленные таблицы. Такие таблицы имеются в нормативно-технической документации или научно-технических публикациях.
Обсудим судьбу забракованной партии продукции. В зависимости от ситуации эта судьба может быть разной. Партия может быть утилизирована. Например, забракованная партия гвоздей может быть направлена на переплавку. У партии может быть понижена сортность, и она может быть продана по более низкой цене (при этом результаты выборочного контроля будут использованы не только для констатации того, что не выдержан заданный уровень качества, но и для оценки реального уровня качества). Наконец, партия продукции может быть подвергнута сплошному контролю (для этого обычно привлекают инженеров из всех заводских служб). При сплошном контроле все дефектные изделия обнаруживаются и либо исправляются на месте, либо извлекаются из партии. В результате в партии остаются только годные изделия. Такая процедура называется "контроль с разбраковкой". Таким образом, "контроль с разбраковкой" - это статистический контроль, дополненный правилом: забракованная партия подвергается сплошному контролю.
При среднем входном уровне дефектности р и применении контроля с разбраковкой с вероятностью f(p) партия принимается (и уровень дефектности в ней по-прежнему равен р) и с вероятностью (1 - f(p)) бракуется и подвергается сплошному контролю, в результате чего к потребителю поступают только годные изделия. Следовательно, по формуле полной вероятности средний выходной уровень дефектности равен
F1(p)= pf(p) +0(1 - f(p)) = pf(p).
Средний выходной уровень дефектности f1(p) равен 0 при р = 0 и р = 1, положителен на интервале (0;1), а потому достигает на нем максимума (по теореме математического анализа о том, что непрерывная функция на отрезке достигает максимума), который в теории статистического контроля называется пределом среднего выходного уровня дефектности (сокращенно ПСВУД):
ПСВУД =

Пример. Рассмотрим план (n, 0). Для него, как известно, f(p) = (1 - p)N, следовательно, f1(p) = p (1 - p)N. Чтобы найти ПСВУД, надо приравнять 0 производную среднего выходного уровня дефектности по среднему входному уровню дефектности:

В полученном уравнении корень р = 1 соответствует минимуму, а не максимуму. Поскольку непрерывная функция на замкнутом отрезке достигает максимума, то максимум будет при

ПСВУД = (8)
По выражению (8) могут быть проведены конкретные расчеты. Однако оно довольно громоздко. Его можно упростить, используя один из замечательных пределов, полученных в курсе математического анализа, а именно:

(9)
Сравнивая соотношения (8) и (9), видим, что
ПСВУД =
Первая скобка равна 1/n, а вторая согласно соотношению (9) приближается к 0,368 при росте объема выборки. Поэтому получаем простую асимптотическую формулу
ПСВУД

Для более сложных планов ПСВУД рассчитывают с помощью более или менее сложных компьютерных программ.
При рассмотрении основ статистического контроля расчетные формулы удалось получить лишь для простейших планов, в основном для планов вида (n,0). Если ослабить требования и рассчитывать не на точные формулы, а на асимптотические, при, то можно справиться и с одноступенчатыми планами вида (n, c).
Пусть Х - число дефектных единиц продукции в выборке объема n. Как уже отмечалось, распределение Х является биномиальным и задается формулой (2). Пусть используется одноступенчатый план контроля (n, c). Тогда оперативная характеристика этого плана имеет вид

Пусть. Тогда по Закону Больших Чисел теории вероятностей (по теореме Бернулли)

Значит, если с/n окажется заметно больше входного уровня дефектности р, то партии будут почти всегда приниматься, а если с/n окажется заметно меньше входного уровня дефектности р, то партии будут почти всегда отклоняться. Ситуация будет нетривиальной только там, где величины с/n и р близки друг к другу. Хотя оперативная характеристика рассчитывается с помощью сумм биномиальных вероятностей, анализировать эти суммы затруднительно. Поэтому целесообразно найти для нее приближение с помощью теоремы Муавра - Лапласа [29].

Справа стоит именно то выражение, которое участвует в (интегральной) теореме Муавра - Лапласа. Воспользовавшись равномерной сходимостью в этой теореме, можно записать, что
Где (х) - функция стандартного нормального распределения с математическим ожиданием 0 и дисперсией 1. Последняя формула позволяет указать асимптотические выражения для приемочного и браковочного уровней дефектности. Действительно, согласно определениям этих понятий

(10)
Откуда с помощью элементарных преобразований получаем, что

(11)
Так как величины с/n и р близки друг к другу, то при переходе от формулы (10) к формуле (11) в подкоренных выражениях приемочный и браковочный уровни дефектности заменены на c/n (с точностью до бесконечно малых более высокого порядка).
Поскольку при практическом применении статистического приемочного контроля, как уже отмечалось, принимают = 0,05, =0,10, то в предыдущие формулы следует подставить и. Итак, итоговые формулы для приемочного и браковочного уровней дефектности имеют вид

Перейдем к задаче синтеза плана статистического контроля. Пусть заданы приемочный и браковочный уровни дефектности. Требуется построить одноступенчатый план, имеющий эти характеристики. Из формул (10) следует, в частности, что

(12)
Вычитая из первого уравнения второе, получаем, что

Следовательно, оценка необходимого объема выборки имеет вид

.
Для стандартных значений рисков = 0,05, = 0,10 имеем:
(13)
С помощью уравнений (12) нетрудно найти оценку с* приемочного числа, заменив неизвестный объем выборки на его оценку n*. Будем использовать оценку

Для стандартного значения = 0,10 имеем

(14)
Итак, по формуле (13) можно рассчитать оценку объема выборки, затем по формуле (14) найти оценку приемочного числа. Необходимо отметить, что результаты расчетов по рассматриваемым асимптотическим формулам практически никогда не дают целые числа, поэтому необходима корректировка полученных результатов.
Полученные формулы позволяют решить сформулированную выше задачу - по заданным приемочному и браковочному уровням дефектности подобрать такой одноступенчатый план контроля, что его оперативная характеристика f(p) удовлетворяет неравенствам f(pПp) > 1 - , f(pБр) < .
Поэтому при практической работе корректировка асимптотических результатов должна быть направлена на выполнение указанных неравенств.
Пример. Пусть pПp = 0,02, pБр = 0,09. Тогда по формуле (13) оценка объема выборки равна
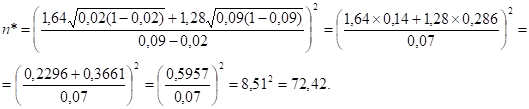
Полученное число не является натуральным, поэтому вполне естественно откорректировать объем выборки до ближайшего целого, т. е. до n* = 72.
Оценку приемочного числа находим по формуле (14):

Полученное число не является целым, поэтому в качестве приемочного числа надо взять ближайшее целое, т. е. до 3.
Если объем выборки округлить до 73, то аналогично получим

При округлении снова получаем 3.
С помощью первого из уравнений (12) можно построить оценку с* на основе приемочного уровня дефектности:

.
Подставив конкретные значения, получим практически ту же оценку, что и раньше:

.
Итак, в результате асимптотических расчетов найден одноступенчатый план (72, 3).
В настоящей статье рассмотрены основные идеи разработанных нами асимптотических методов статистического контроля (см. также [1 - 3], о применении в экологии рассказано в [30 - 33]). При практическом использовании статистического контроля нужны либо таблицы, как в американском стандарте MILSTD 195-D или в отечественном ГОСТ 18242-72, либо - современный вариант - программные продукты (пакеты программ) [18, 24].
Контроллинг методов статистического контроля - частный случай контроллинга организационно-экономических методов [34] - рассмотрим в отдельной публикации.
В настоящей статье использован ряд предельных переходов. При каких условиях, прежде всего, при каком объеме выборки можно использовать асимптотические методы? Другими словами, когда влияние конечности объема выборки становится пренебрежимо малым? Эти нерешенные задачи теории статистического контроля относятся к прикладной математике. В рамках теории устойчивости [35, 36] речь идет об устойчивости выводов к изменению объема выборки.
Литература
- 1. Орлов А. И. Всегда ли нужен контроль качества продукции у поставщика? / А. И. Орлов // Политематический сетевой электронный научный журнал Кубанского государственного аграрного университета (Научный журнал КубГАУ) [Электронный ресурс]. - Краснодар: КубГАУ, 2014. - №02(096). С. 969 - 982. - IDA [article ID]: 0961402070. - Режим доступа: http://ej. kubagro. ru/2014/02/pdf/70.pdf 2. Орлов А. И. Организационно-экономическое моделирование : учебник : в 3 ч. Ч.3. Статистические методы анализа данных. - М.: Изд-во МГТУ им. Н. Э. Баумана, 2012. - 624 с. 3. Орлов А. И. Организационно-экономическое моделирование: теория принятия решений. - М. : КноРус, 2013. - 568 с. 4. Статистические методы повышения качества. Перевод с японского / Под ред. Х. Кумэ. - М.: Финансы и статистика, 1990. - 301 с. 5. The teaching of statistics / Studies in mathematics education. Vol.7. - Paris, UNESCO, 1989. - 258 pp. 6. Организационно-методические материалы по маркетингу на предприятии. - М.: Всесоюзный центр статистических методов и информатики, 1991. - 91 с. 7. Цели и принципы стандартизации. / Под ред. Т. Сандерса. - М.: Изд-во стандартов, 1974. - 132 с. 8. Гнеденко Б. В. Очерк по истории теории вероятностей. - М.: Едиториал УРСС, 2001. - 88 с. 9. Остроградский М. В. Об одном вопросе, касающемся вероятностей / Полное собрание трудов. Т.3. - Киев: Издательство Академии наук УССР, 1961. - С.215 - 237. 10. Гнеденко Б. В. Михаил Васильевич Остроградский // Квант. 1982. № 10. С. 5 - 10. 11. Шор Я. Б. Статистические методы анализа и контроля качества и надежности. - М.: Советское радио, 1962. - 552 с. 12. Абдушукуров А. А. О кафедре "Теория вероятностей и математическая статистика" (к 75 летию кафедры и 95 летию НУУз) // Статистика и ее применения. Материалы республиканской научно-практической конференции (Ташкент, 17-18 октября 2013 г.). - Ташкент: Изд-во "Университет", 2013. - С. 5 - 18. 13. Колмогоров А. Н. Статистический приемочный контроль при допустимом числе дефектных изделий, равном нулю. - Л.: Знание, 1951. - 24 с. 14. Орлов А. И. Вероятностно-статистические методы в работах А. Н. Колмогорова / А. И. Орлов // Политематический сетевой электронный научный журнал Кубанского государственного аграрного университета (Научный журнал КубГАУ) [Электронный ресурс]. - Краснодар: КубГАУ, 2014. - №04(098). С. 158 - 180. - IDA [article ID]: 0981404011. - Режим доступа: http://ej. kubagro. ru/2014/04/pdf/11.pdf 15. Беляев Ю. К. Вероятностные методы выборочного контроля. - М.: Наука, 1975. - 407 с. 16. Лумельский Я. П. Статистические оценки результатов контроля качества. - М.: Изд-во стандартов, 1979. - 200 с. 17. Орлов А. И. Сертификация и статистические методы // Заводская лаборатория. Диагностика материалов. 1997. Т.63. № 3. С. 55 - 62. 18. Орлов А. И. Внедрение современных статистических методов с помощью персональных компьютеров // Качество и надежность изделий. № 5 (21). - М.: Знание, 1992. - С.51 - 78. 19. Орлов А. И. Создана единая статистическая ассоциация // Вестник Академии наук СССР. 1991. № 7. С. 152 - 153. 20. Орлов А. И. Всесоюзная статистическая ассоциация // Квант. 1991. № 7. С. 77 - 77. 21. Орлов А. И. Всесоюзная статистическая ассоциация - инструмент внедрения современных статистических методов // Кокс и химия. 1991. № 9. С. 51 - 52. 22. Орлов А. И. Всесоюзная статистическая ассоциация - гарантия успешного внедрения современных статистических методов // Надежность и контроль качества. 1991. № 6. С. 54 - 55. 23. Орлов А. И. Инструмент внедрения современных статистических методов // Энергетик. 1991. № 8. С. 30 - 30. 24. Орлов А. И. Математическое обеспечение сертификации: сравнительный анализ диалоговых систем по статистическому контролю // Заводская лаборатория. Диагностика материалов. 1996. Т.62, № 7. С. 46 - 49. 25. Орлов А. И. Об оптимизации выборочного контроля качества продукции // Стандарты и качество. 1989. № 3. С. 91 - 94. 26. Экономика предприятия / Иванова И. Ю., Аксенов А. П., Берзинь И. Э., Карманова В. А., Ключко В. Н., Пикунова С. А., Савченко Н. Н., Фалько С. Г. / Под ред. С. Г. Фалько. М.: КноРус, 2013. - 350 с. 27. Broody M. Helping Workers Work Smarter // Fortune. June 8. 1987. Pp.86-88. 28. Гнеденко Б. В. Математика и контроль качества продукции. - М.: Знание, 1978. - 64 с. 29. Гнеденко Б. В. Курс теории вероятностей. Изд. 7-е, исправл. - М.: Эдиториал УРСС, 2001. - 320 с. 30. Управление качеством окружающей среды. Учебник. Т.1 / Боголюбов С. А., Орлов А. И., Поляков Л. П. и др. - М.: МГИЭМ(ту), 2000. - 283 с. 31. Системы экологического управления: Учебник / Боголюбов С. А., Орлов А. И., Поляков Л. П. и др. - М.: Европейский центр по качеству, 2002. - 224 с. 32. Орлов А. И., Федосеев В. Н. Менеджмент в техносфере. - М.: Академия, 2003. - 384 с. 33. Орлов А. И. Проблемы управления экологической безопасностью. Итоги двадцати лет научных исследований и преподавания. - Saarbrьcken: Palmarium Academic Publishing. 2012. - 344 с. 34. Орлов А. И. Новая область контроллинга - контроллинг организационно-экономических методов / А. И. Орлов // Политематический сетевой электронный научный журнал Кубанского государственного аграрного университета (Научный журнал КубГАУ) [Электронный ресурс]. - Краснодар: КубГАУ, 2014. - №05(099). С. 50 - 72. - IDA [article ID]: 0991405004. - Режим доступа: http://ej. kubagro. ru/2014/05/pdf/04.pdf 35. Орлов А. И. Устойчивость в социально-экономических моделях. - М.: Наука, 1979. - 296 с. 36. Орлов А. И. Новый подход к изучению устойчивости выводов в математических моделях / А. И. Орлов // Политематический сетевой электронный научный журнал Кубанского государственного аграрного университета (Научный журнал КубГАУ) [Электронный ресурс]. - Краснодар: КубГАУ, 2014. - №06(100). С. 1 - 30. - IDA [article ID]: 1001406001. - Режим доступа: http://ej. kubagro. ru/2014/06/pdf/01.pdf
Похожие статьи
-
Имеет ли смысл поставщику вводить статистический (т. е. выборочный) контроль? Речь может идти лишь о контроле с разбраковкой, поскольку только в этом...
-
Как следует из сказанного выше, необходимый объем выборки, определяемый для какого-либо плана по заданному браковочному уровню дефектности P Бр , будет...
-
Оценка снизу необходимого объема выборки - Всегда ли нужен контроль качества продукции у поставщика
В теории статистического приемочного контроля качества продукции разработано много подходов к выбору планов контроля: - на основе приемочного и...
-
Предпосылки использования в маркетинговых исследованиях статистических методов При исследованиях показателей маркетинговой деятельности в реальных...
-
Контроль качества обуви проводится в два этапа: 1) проверка качества обуви по внешнему виду; 2) проверка физико-механических показателей качества обуви...
-
Методы, основанные на статистических данных - Методы, основанные на суждениях
Экстраполяция. Методы экстраполяции предполагают использование исторических данных по изучаемому ряду. Наиболее распространенными являются методы...
-
Литература - Всегда ли нужен контроль качества продукции у поставщика
1. Орлов А. И. Сертификация и статистические методы (обобщающая статья) // Заводская лаборатория. 1997. Т.63. № 3. С.55-62. 2. Беляев Ю. К. Вероятностные...
-
От контроля к пополнению партии - Всегда ли нужен контроль качества продукции у поставщика
Предлагаем рассмотреть простую идею: отказываемся от контроля вообще, но зато по первому требованию потребителя заменяем дефектную единицу продукции на...
-
Что выгоднее - сплошной контроль на предприятии или замена дефектных изделий, обнаруженных потребителями? Перекладывание контроля на потребителей влечет...
-
Введение - Всегда ли нужен контроль качества продукции у поставщика
В технических регламентах, стандартах на продукцию различного уровня (международных, государственных, отраслевых, стандартах предприятия), технических...
-
Методы планирования закупок - Методы закупок ресурсов
При планировании закупок необходимо определить: - какие материалы требуются; количество требуемых материалов; - время, когда они понадобятся; -...
-
Контроль качества косметических средств - Косметика и косметические товары
Приемка товара от изготовителя (поставщика) предполагает, как правило, контроль качества торгующей организацией в соответствии с договором или особыми...
-
Планирование выборки Планирование выборки включает следующие процедуры: 1. Выделение объектов генеральной совокупности. 2. Определение метода...
-
Теоретические основы места и роли цены в маркетинге - Методы определения цены на товары и услуги
Перед всеми коммерческими и многими не коммерческими организациями в качестве одной из основных встает проблема определения цены на свои товары и услуги....
-
Метод экспертных оценок - Понятие и сущность маркетинга
Современная экономическая система предъявляет все более новые и более высокие требования к управлению. Совершенствование методов управления имеет большое...
-
Понятие и содержание антикризисного PR Антикризисное управление с точки зрения антикризисного PR - это план, которыи? нужен для минимизации...
-
Методы организации маркетинга - Стратегии маркетинговой деятельности
Методы маркетинговой деятельности (см. Приложение 1) заключаются в том, что проводится: Анализ внешней (по отношению к предприятию) среды, в которую...
-
Выводы - Всегда ли нужен контроль качества продукции у поставщика
Основные научные результаты настоящей статьи таковы: 1. Сформулирован основной парадокс теории статистического приемочного контроля - повышение качества...
-
Независимо от того какой продукт предлагается рынку, отличительное позиционирование имеет огромное значение. Позиционирование является базисом для всех...
-
Преимущества и недостатки различных методов - Методы оценки показателей качества товаров
Системы управления качеством, действующие на различных предприятиях, индивидуальны. Тем не менее, мировая наука и практика сформировали общие признаки...
-
Методы оценки показателей качества товаров - Методы оценки показателей качества товаров
Качество - понятие многоплановое, обеспечение его требует объединения творческого потенциала и практического опыта многих специалистов. Проблема...
-
Задачи по улучшению уровня логистического сервиса могут возникнуть при изменении производственной мощности, оптимизации процесса грузоперевозок,...
-
Оптовая и розничная торговля как методы сбыта - Сбытовая политика фирмы
Оптовый метод сбыта товара . Оптовая торговля охватывает по существу всю совокупность товарных ресурсов, являющихся как средствами производства, так и...
-
Чтобы не создавать собственной рекламной службы, руководство многих предприятий предпочитает прибегать к услугам рекламных агентств. И это правильно,...
-
Методы и принципы ИМК - Интегрированные маркетинговые коммуникации в сфере смешанных единоборств
Методы ИМК можно разделить на четыре основные группы: Организационно-экономические методы. Естественно, необходимо чтобы вся бизнес-структура была...
-
В современном мире при сильно развитой ценовой конкуренции проблема работы с потребителем услуг и товаров выходит на первый план для всех участников...
-
Конкурентоспособность товара -- его интегральное свойство, обусловливающее способность товара удовлетворять требованиям покупателей к его составляющим по...
-
Методы и принципы и ИМК - Интегрированные маркетинговые коммуникации в современном бизнесе
Методы ИМК можно разделить на четыре основные группы. Организационно-экономические методы. Естественно, необходимо чтобы вся бизнес-структура была...
-
Заключение - Методы оценки показателей качества товаров
В современных условиях обострения конкуренции, превращения ее в глобальную основу выживания и успеха предприятия, основой устойчивого положения...
-
Методы оценки конкурентоспособности товаров и услуг Разработка проблемы конкурентоспособности товаров и услуг напрямую зависит от выбранного метода...
-
Методы определения конкурентоспособности - Анализ конкурентоспособности товара
Оценка конкурентоспособности с помощью товара-образца. В данном случае товар сравнивается с уже существующим на рынке и пользующимся спросом. Выбор...
-
Методы формирования базовой цены - Основы маркетинга
Базовая цена - исходная цена для определения стоимости фактически поставленного товара. Ориентация на: 1) Собственные затраты. Когда цена устанавливается...
-
При проведении мероприятий по выявлению фальсификации товаров используют следующие группы методов: - Органолептические - основаны на определении...
-
Рассмотрим этапы и методы анализа формирования ассортимента организации. Методика формирования ассортимента включает, как минимум, 3 этапа. Рассмотрим их...
-
Глубинное Интервью заключается в последовательном задании квалифицированным интервьюером респонденту группы зондирующих вопросов в целях понимания,...
-
Панельный метод опроса - Маркетинговые исследования
Базовым понятием подобного метода изучения является понятие панели. Панель - выборочная совокупность опрашиваемых единиц, подвергаемых повторяющимся...
-
Трикотаж (франц. tricotage, от tricoter - вязать), вязаное полотно или готовое изделие, полученное из одной или многих нитей путем образования петель и...
-
В настоящее время дефицит пищевых продуктов отеч Ественного среди прочих факторов обусловлен проблемой сохранения сырья как растительного, так и...
-
МЕТОДЫ РАЗРАБОТКИ БЮДЖЕТА РЕКЛАМНОЙ КАМПАНИИ - Методы медиапланирования
При разработке стратегии рекламной кампании необходимо не забывать также не только о ее целях и рекламной идеи, но и также о возможностях фирмы в области...
-
К физическим методам относят консервирование с помощью низких и высоких температур, фильтрования, лучистой энергии, ультразвука, ионизирующей обработки....
Асимптотические методы статистического контроля