Технологическое оборудование, используемое в ОАО "Графское", Цех №1 (цех первичной обработки) - Анализ и совершенствование системы управления сборкой, упаковкой и отгрузкой продукции в условиях позаказного промышленного производства кухонной мебели
В настоящее время структурная схема производственных цехов в ОАО "Графское" выглядит следующим образом (рисунок 4)
Рисунок 4 ? Структурная схема производственных цехов в ОАО "Графское"
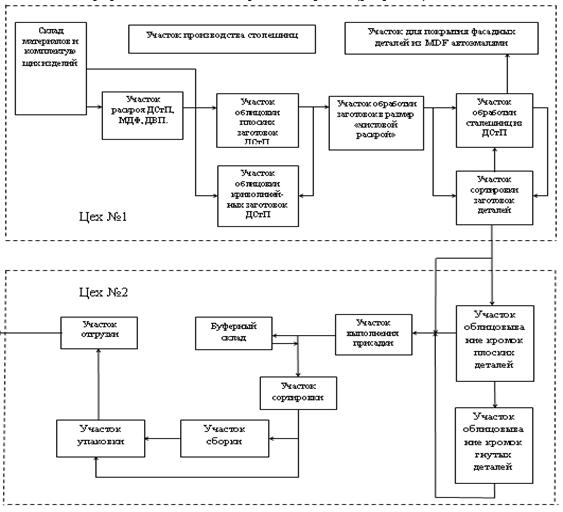
Цех №1 (цех первичной обработки)
Цех №1 (цех первичной обработки) является начальным пунктом технологического маршрута обработки заготовок, здесь выполняются следующие технологические операции:
- - раскрой плит ДСтП и MDF, листов ДВП и ДБСП; - облицовывание криволинейных поверхностей и плит ДСтП пластиком; - точный раскрой и чистовая обработка заготовок в размер; - присадка заготовок деталей.
Технологическая операция раскроя
Со склада плиты ДСтП и MDF, листы ДВП и ДБСП поступают в цех №1 на участок раскроя. На данном участке представлено следующее технологическое оборудование.
Станок фирмы "Holzma HPP 350". Для раскроя плит ДСтП и MDF в соответствии с заданной картой раскроя используется станок фирмы "Holzma HPP 350" (рисунок 5).

Рисунок 5 ? Распиловочный станок фирмы "Holzma HPP 350"
Станок используется в условиях крупносерийного и массового производства для изготовления корпусной мебели, мебельного щита, погонажных изделий.
Особенности станка:
- - При перемещении пильного узла программного толкателя используется зубчатая рейка; - Для облегчения перемещения плитных материалов передняя часть станка оснащена столом с воздушной подушкой; - Широкие возможности системы с ЧПУ; - Тяжелая конструкция пильной каретки и станины станка; - Во избежание появления царапин на плитах задние столы оснащены холостыми роликами.
После окончания операций раскроя заготовки деталей укладываются на тележки для транспортировки на участок облицовывания.
Круглопильный станок марки "Ц-6-2". Для раскроя ДБСП, в соответствии заданным размером, на предприятии используют круглопильный станок марки Ц-6-2 (рисунок 6).
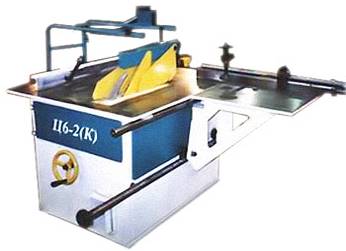
Рисунок 6 ? Круглопильный станок Ц-6-2
Круглопильный станок Ц-6-2 предназначен для продольной, поперечной и под углом распиловки листовых материалов.
Отличительные особенности круглопильного станка Ц-6-2:
- - Жесткая сварная станина станка коробчатой формы; - Сверху установлен рабочий чугунный стол. Направляющая линейка усиленной конструкции крепится на столе; - Наличие ограждение пилы с патрубком для стружкоотсоса; - Когтевая защита от обратного выброса заготовки; - Суппорт с приводом и механизм регулировки степени выступания пильного диска над столом станка расположен внутри станины на подмоторной плите; - Торцовочная каретка с увеличенным ходом служит для распиловки заготовок поперек волокон и под углом; - Размеры каретки позволяют устанавливать и торцевать длинномерные заготовки. На каретке установлена направляющая линейка.
После завершения операции, распиленные листы ДБСП отправляются на участок облицовывания.
Технологическая операция облицовывания
Для операции облицовывания используются однопролетные пресса марки Д-838. В качестве клея используют смолу КФЖ (карбамидоформальдегидная смола повышенной жизнеспособности), а в качестве отвердителя ? хлористый аммоний. Применяется горячий способ склеивания. Режим облицовывания: температура 85 градусов и запрессовка идет в течение 7-8 минут.
Для того чтобы облицевать криволинейные поверхности заготовок на предприятии используют специальные пресс-формы, в которых производится облицовывание холодным способом склеивания, т. е. набирается пакет из нескольких листов ДВП и на пластик с одной стороны наносят клей. В качестве клея используют КФС (карбамидоформальдегидная смола) с использованием отвердителя щавелевой кислоты. Все это зажимают в пресс-формах, и выдерживается достаточно длительный период времени, пока не произойдет полное отверждение.
После окончания операции, облицованные заготовки деталей укладываются на тележки и транспортируются на участок чистовой обработки.
Технологические операции точного раскроя и чистовой обработки заготовок в размер
Станок "CEHISA ESC 3200" . Для выполнения точного раскроя использую станок "CEHISA ESC 3200" (рисунок 7).

Рисунок 7 ? Станок CEHISA модель ESC 3200
Форматно-раскроечный круглопильный станок с подрезным узлом и наклоном пильного агрегата 0- 45°, производитель CEHISA (Испания) модель ESC 3200 предназначена для качественного раскроя листовых древесносодержащих материалов, как облицованных, так и нет или массива древесины. Этот станок может быть использован в качестве основного раскроечного станка на любых производствах.
Станок "Altendorf F-45". Для распиловки в размер применяется Станок "Altendorf F-45" (рисунок 8).

Рисунок 8 ? Станок Altendorf F-45
Предназначен для штучного и пакетного раскроя плитных материалов, в т. ч. облицованных ламинатом. Станок используется для тяжелых условий работы в условиях крупносерийного и массового производства. Их отличает высочайшая надежность и большой запас прочности. Применяется в серийном мебельном и столярном производствах для изготовления корпусной мебели.
Длинная алюминиевая каретка и широкий поперечный стол позволяют устанавливать и перемещать относительно пильного механизма листы большого формата. Пильный механизм включает в себя два режущих узла основную пилу и подрезную пилу. Подрезная пила имеет попутное вращения относительно подачи заготовки и за счет предварительного реза позволяет раскраивать ламинированные листы ДСП без появления сколов.
Обрабатывающий центр "BIMA 410 V IMA". Для комплексной обработки детали за один установ используют обрабатывающий центр "BIMA 410 V IMA" (рисунок 9). Станок универсален благодаря интегрируемому кромкооблицовочному узлу и различным адаптерным агрегатам.

Рисунок 9 ? Обрабатывающий центр "BIMA 410 V IMA"
Обрабатывающий центр, оснащенный агрегатами для нанесения кромочного материала "IMA BIMA 410 V", контурная приклейка и обработка любой кромки.
Назначение: для комплексной обработки заготовки при одноразовом прижиме, включая фрезерование, сверление и облицовывание кромок криволинейных деталей мебели.
Отличительные особенности:
- - автономно управляемый, независимый кромкооблицовочный узел перемещается по рабочей консоли обрабатывающего центра с другой стороны от главного шпинделя; - магазин на 2(6) кромки крепится вместе с кромкооблицовочным узлом; - адаптерные агрегаты выполняют функции: торцовки, чистового снятия свесов, фрезерования радиуса на кромке 2-3 мм, профильное циклевание и снятие остатков клея по пласти заготовки; - ось Z с поворотом на 360 град встроена в базовую комплектацию для универсального применения адаптерных агрегатов; - линейные направляющие на шаровой опоре перемещения всех модульных элементов обеспечивают легкий ход и высочайшую точность по всем осям; - уникальная 4-х сторонняя облицовка кромок и устройство 360 град склеивания встык позволяют на 30-40 % повысить производительность центра; - автоматическая подача кромки в кромкооблицовочный агрегат.
Распиленные в размер детали отправляются на участок присадки.
Похожие статьи
-
Цех №2 (цех вторичной обработки) является завершающим этапом технологического маршрута обработки заготовок, здесь выполняются следующие технологические...
-
Принтер для печати штрих-кодов Термотрасферный принтер этикеток Zebra Z4M, представленный на рисунке 4.1, ведет печать со скоростью до 254 мм/с в...
-
Автоматизация склада значительно упрощается с введением системы штрихового кодирования, которое представляет собой программную разработку, способствующей...
-
Хранение комплектующий кодирование сканер В ходе прохождения преддипломной практики состоялось знакомство с историей предприятия, его организационной...
-
Технологический процесс должен разрабатываться в соответствии с ЕСТПП и удовлетворять требованиям ГОСТ 14.301-81 "Общие правила разработки...
-
ОАО "Графское" является победителем и лауреатом многих Всероссийских и международных выставок, проходивших в Москве в ВЦ "Красная Пресня", "Крокус Экспо"...
-
Все склады ОАО "Графское" можно разделить на: 1) склад конструкционных (ДСтП, MDF, ДВП) и декоративно-облицовочных материалов (ДБСП); 2) склад...
-
Общая информация ОАО "Графское" (Графский мебельный комбинат) имеет 90-летнюю историю, которая началась в 1924 году, когда под Воронежем, в поселке...
-
Под техникой безопасности подразумевается комплекс мероприятий технического и организационного характера, направленных на создание безопасных условий...
-
Вполне вероятно, что после подключения сканера программа не сможет с ним работать. Для того, чтобы программа корректно отображала информацию со сканера и...
-
В современных условиях на торговых предприятиях особую актуальность приобретают вопросы обеспечения процесса торговли необходимыми материальными...
-
При разработке операций разрабатывается ее состав, структура, определяется технологическое оборудование и технологическое оснащение. Основной операцией...
-
Ручной CCD сканер штрих-кода Zebex Z-3010 представленный на рисунке 4.4 относится к контактному типу и считывает штрих-коды шириной до 80 мм с расстояния...
-
Основная операция - Фрезерная - выполняется на станке 676. Широкоуниверсальный фрезерный станок СФ-676 (675)предназначен как для горизонтального...
-
Основной задачей этого этапа является составление общего плана обработки детали, последовательности операций. При установлении общей последовательности...
-
Колесный цех. Его понятие и значение - Организация производства колесного цеха
Колесный цех - предназначен для формирования новых и восстановление изношенных колесных пар для вагонов, ремонтируемых на заводе, а также для отправки на...
-
Технико-экономические характеристики каждого из типов производства - Организация производства
Тип производства оказывает решающее влияние на особенности его организации, в частности на производственную структуру предприятия, форму протекания...
-
Организация предметно-замкнутых участков - Организация производства
На предметно-замкнутых участках производится полная обработка деталей, в результате которой получается законченная продукция. Для организации работы...
-
Технологичность конструкции - совокупность свойств конструкции, изделия, обеспечивающих возможность оптимальных разовых затрат при производстве,...
-
Для успешного выполнения производственного процесса на предприятиях общественного питания необходимо: - выбрать рациональную структуру производства; -...
-
В структуре комбината выделены 19 цехов, из которых 15 осуществляют производственную деятельность, непосредственно связанную с выпуском основной товарной...
-
Структура себестоимости продукции предприятий горнодобывающего комплекса и ее планирование Формирование затрат производства является ключевым и...
-
Учитывая влияние инфляции на расчеты, введем поправочный коэффициент = 50 для всех показателей. Таблица 3.1.12.1 - сравнительные характеристики вариантов...
-
Годовая программа выпуска 1000 штук. В машиностроении различают 3 типа производства: единичное, серийное, массовое. Тип производства устанавливается на...
-
Определение годового приведенного выпуска деталей Действительный годовой фонд времени работы оборудования (Fд) Определяется исходя из количества рабочих...
-
Основной продукцией РМЗ являются запасные части к горному оборудованию. Стойленский горно-обогатительный комбинат (СГОК), представляет собой комбинат по...
-
Технологический расчет Служебное назначение детали и условия ее работы в изделии Деталь "Рейка" входит в состав механизированного устройства установки...
-
В предыдущих разделах был произведен комплексный анализ деятельности предприятия ОАО "ГИПРОДОРНИИ", подразделения отдела смет и предложены мероприятия по...
-
Производственная структура предприятия - Себестоимость и оптовая цена продукции
Производственная структура предприятия - это совокупность производственных единиц предприятия (цехов, служб), входящих в его состав и формы связей между...
-
Введение - Анализ коррупции в системе здравоохранения России
Коррупция была и остается одной из глобальных проблем, стоящих перед мировым сообществом. Россия относится к числу наиболее коррумпированных стран мира....
-
Форма организации производственного процесса на участке (цехе) определяется, как правило, типом производства. Тип производства - это степень постоянства...
-
Интенсивность вентиляции характеризуется кратностью воздухообмена, которая рассчитывается по формуле: ; (3.2.3.1) Где К - кратность воздухообмена,...
-
Химический состав пыли определяет многообразие воздействия ее на организм. Специфическое влияние проявляется, прежде всего, при вдыхании пыли. Вдыхание...
-
Безопасность производственных процессов обеспечивается комплексом проектных и организационных решений, предусматривающих соответствующий выбор...
-
Система принципов, Принцип специализации - Организация производства
Под системой принципов понимается их совокупность с учетом взаимосвязей и взаимовлияния между ними, создающая условия для наиболее эффективного...
-
Важным элементом системы таможенного администрирования согласно мировой практике организации таможни выступает комплекс мер по анализу и управлению...
-
В мясном скотоводстве сложилась вполне определенная технологическая схема воспроизводства, содержания и кормления животных. Одним из приоритетных...
-
Операция 010 - Фрезерная с ЧПУ. При мелкосерийном типе производства на операцию рассчитывается штучно-калькуляционное время по формуле: , (3.1.11.1) Где...
-
Подготовка высококвалифицированных специалистов с высшим образованием требует обязательного сочетания теоретического и практического обучения. Последнее...
-
Оптимизация денежных средств - Анализ и управление текущими активами предприятия
Денежные средства - часть оборотных активов предприятия. Операционная и инвестиционная деятельность компании без этого актива невозможна. Определение...
Технологическое оборудование, используемое в ОАО "Графское", Цех №1 (цех первичной обработки) - Анализ и совершенствование системы управления сборкой, упаковкой и отгрузкой продукции в условиях позаказного промышленного производства кухонной мебели