Контроль печатных форм плоской офсетной печати, изготовленных на термочувствительных формных пластинах - Цифровые технологии формных процессов плоской офсетной печати
Термочувствительные формные пластины используются для цифровой записи печатных форм инфракрасным лазерным излучением с длиной волны 830 нм. Тепловое воздействие этого диапазона длин волн стимулирует протекание в приемных слоях формных пластин термических процессов, в результате которых поглощенная энергия лазерного излучения повышает температуру слоя до значений, обеспечивающих протекание в слое тех или иных превращений. В зависимости от природы приемного слоя и длины волны излучения эти превращения сопровождаются термодеструкцией, термоструктурированием, изменением агрегатного состояния или инверсией смачиваемости[2].
В отличие от светового воздействия, для которого характерным является наличие при записи светорассеяния, при тепловом лазерном воздействии в результате точечного нагрева слоя наблюдается вторичный разогрев за счет струй раскаленных продуктов разложения в области, прилегающей к области лазерного воздействия. Влияние процесса распространения высокой температуры, благодаря инерционности термических процессов, может быть устранено путем, например, повышения скорости перемещения лазерного пятна (абберации при воздействие светового излучения не устранимы). Благодаря этому при использовании теплового воздействия можно достичь более высокого качества воспроизведения штриховых и растровых элементов - их изображения отличаются более высокой резкостью.
Технологические процессы изготовления печатных форм на термочувствительных формных пластинах различных типов отличаются друг от друга тем, что в случаях протекания в слоях термических деструкции или структурирования, обязательным является проведения обработки в растворах. Формные пластины, в приемных слоях которых под действием ИК - излучения наблюдается изменение агрегатного состояния (например, в результате возгонки) или инверсии смачиваемости, такой обработки не требуется. Эта отличительная особенность термочувствительных формных пластин двух последних типов делает возможным их использование в технологиях цифровой записи печатных форм по схеме "компьютер - печатная машина".
В результате реализации процесса записи и проведения "мокрой" обработки (если она нужна) формируются печатающие и пробельные элементы на формах. Если процесс записи сопровождается термодеструкцией или термоструктурированием приемного слоя, то после проявления в растворах печатающие элементы формируются на самом слое, пробельные - на гидрофильной подложке. На термочувствительных пластинах, на которых реализован процесс термодеструкции, пробельные элементы образуются после растворения слоя на участках воздействия излучения[4]. При осуществлении процесса структурирования на участках воздействия излучения, наоборот, формируются печатающие элементы, при этом эти пластины после экспонирования могут подвергаться (при необходимости) дополнительному нагреву. В случае, если в структуру формной пластины входит покрытие, которое содержит термически активные компоненты, исключающие неполную сшивку экспонированных участков, то предварительного нагрева не требуется. Процесс возгонки, сопровождаемый изменением агрегатного состояния, используется для записи печатных форм.
Для оценки репродукционно-графических показателей печатных форм различных типов, изготовленных на термочувствительных формных пластинах, используется метод, основанный на использовании тест-объекта UGRA/FOGRA Digital Plate Control Wedge (рисунок 6):

Рисунок 6 - Тест-объект UGRA/FOGRA Digital Plate Control Wedge
1 - информационное поле; 2 - поля для контроля разрешения; 3 - поля для контроля фокусировки; 4 - поля геометрической диагностики; 5 - поля для визуального контроля экспозиции; 6 - поля для контроля воспроизведения градаций тонов изображения.
Фрагмент 2 представляет собой участки, состоящие из двух полукруглых элементов: в одном из элементов изображение, состоящее из позитивных линий, расходящихся лучами из центра, в два раза больше ширины номинальной развертки.
Фрагмент 4, увеличенное изображение которого можно увидеть на рисунке 7, состоит из шести колонок с элементами, размеры которых устанавливаются в пределах ширины номинальной строки развертки. Первые две колонки содержат линейчатый растр, причем ширина соответствует величине, однократной (в первой колонке) и двухкратной (во второй колонке) ширине строки развертки; штрихи расположены горизонтально и вертикально.
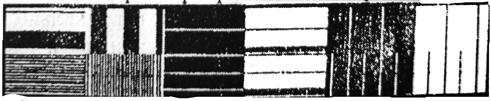
Рисунок 7 - Увеличенное изображение фрагмента 4
Фрагмент 5 (рисунок 8) состоит из полей в форме прямоугольников с проклеточной разбивкой 44 с шахматным наполнением, помещенных внутри полутоновых полей с SОтн От 35% до 85% с шагом 5%. При оптимальных условиях воспроизведения и идеальной градационной передаче поля шахматного заполнения совпадают с 50% полем. Фрагмент служит также для контроля стабильности процесса записи печатных форм.

Рисунок 8 - Увеличенное изображение фрагмента 5
Фрагмент 6 (рисунок 9) состоит из растровых полей с Sотн от 0% до 5% (с шагом 1%), далее от 10% до 90% (с шагом 10%) и от 95% до 100% (вновь с шагом 1%).
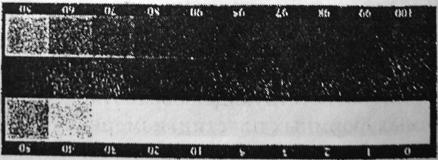
Рисунок 9 - Увеличенное изображение фрагмента 6
После записи тест-объекта на приемный слой формной пластины и проведения соответствующей обработки измеряются следующие показатели: размер воспроизводимых штрихов элементов и интервал воспроизводимых градаций.
Похожие статьи
-
Репродукционно-графические показатели печатных форм позволяют оценить качество воспроизведения деталей изображений растрового и штрихового. Средством для...
-
Заключение, Список литературы - Цифровые технологии формных процессов плоской офсетной печати
В данном курсовом проекте подробно рассмотрена общая классификация форм плоской офсетной печати и основные способы их изготовления. В настоящее время...
-
Сегодня офсетная печать является наиболее развитой высокомеханизированной промышленной отраслью. Современные технологии, высокая степень стандартизации и...
-
Метод определения функции передачи модуляции копировальных слоев основан на построении краевой функции с ее последующим пересчетом в функцию передачи...
-
Выбор способа печати основывается на трех факторах - возможности способа обеспечить требуемый уровень качества продукции, продолжительности процесса...
-
Офсетные пластины - (печатные формы) являются одним из основных составляющих элементов, при офсетной печати. Офсетная печать (англ. offset), способ...
-
Качество печатных форм оценивают через репродукционно-графические показатели, на которые в свою очередь оказывают влияние параметры копировального слоя,...
-
Печатные формы - Технология флексографской печати
Первоначально печатные формы изготовляли матрицированием из каучука, а после создания фотополимеров - экспонированием и вымыванием. Для печатных форм...
-
Требования к качеству отпечатанной продукции: 1. Тиражные оттиски должны соответствовать подписным листам и оригинальной пробе (или цветопробе) по...
-
Репродукционно-графические показатели характеризуют качество воспроизведения на печатных формах штрихового и растрового изображений. К ним относятся: 1....
-
Контроль качества печатных форм можно производить как визуально, так и инструментально. Для этого используются шкалы оперативного контроля, денситометры,...
-
Формный материал - Проектирование технологии печатных процессов переиздания книги
В способе плоской офсетной печати используются печатные формы, на которых печатающие и пробельные элементы расположены практически в одной плоскости. Они...
-
История развития формных процессов - Основы производственных процессов в полиграфии
Формные процессы -- это комплекс действий по созданию печатных форм. Полиграфия основана на нескольких их видах, которые играли важные роли на разных...
-
Выбор формных пластин - Проектирование технологии печатных процессов переиздания книги
В современной полиграфии в типографиях применяются как аналоговые пластины для традиционного изготовления форм путем экспонирования в копировальной раме...
-
Предварительно очувствленные монометаллические офсетные пластины изготавливаются на алюминиевых пластинах толщиной 0,3-0,5 мм и форматом, согласованным с...
-
Глубокая печать. Данный способ печати предполагает использование высокоскоростных ротационных машин 60 80 тыс. цикл и более. Печатная форма представляет...
-
Высокая печать - Проектирование технологии печатных процессов переиздания книги
Для всех способов высокой печати характерно то, что печатающие элементы расположены выше, чем пробельные. Все печатающие элементы, находящиеся на одном...
-
Выбирая краску для офсетной печати, необходимо обращать внимание на следующие технологические показатели, которые обеспечивают требуемое качество печати....
-
Схема изготовления флексографских фотополимерных форм по аналоговой технологии Схема изготовления флексографских фотополимерных форм по цифровой...
-
Цифровая печать - это обобщенное название технологии, когда на вход печатной машины поступает цифровой файл с компьютера, а на выходе получается оттиск....
-
Расчет количества печатных форм Требуемое количество форм определяется отношением общего числа полос на количество полос, уместившееся на печатном листе....
-
Существует два типа формного материала для изготовления флексографских форм: резиновый и полимерный. Изначально формы изготавливались на основе...
-
Общие сведения о формах глубокой печати - Основы производственных процессов в полиграфии
Глубокая печать, интальо -- в полиграфии способ печати с использованием печатной формы, на которой печатающие элементы утоплены по отношению к...
-
Требования к качеству отпечатанной продукции: 1 Тиражные оттиски должны соответствовать подписным листам и оригинальной пробе (или цветопробе) по...
-
При способе трафаретной печати передача изображения на запечатываемый материал производится с печатной формы, представляющей собой сетку. Сквозь ячейки...
-
Механические свойства бумаги - Проектирование технологии печатных процессов переиздания книги
Следующая группа печатных свойств - это механические свойства бумаги, которые можно подразделить на прочностные и деформационные. Деформационные свойства...
-
Расходные полиграфические материалы, применяемые при печати тиража, делятся на две группы: - Основные К ним относятся бумага, краска, формные материалы,...
-
Способ глубокой печати - Проектирование технологии печатных процессов переиздания книги
В мировой полиграфии глубокая печать имеет 2 главные области применения: для высококачественной многокрасочной продукции (особенно многокрасочных элитных...
-
Выходной контроль - Проектирование технологии печатных процессов для книжного издания
Качество тиражных оттисков контролируют при помощи контрольных элементов (кресты совмещения) и шкал, расположенных на листе. Качество совмещения...
-
Для офсетной печати необходимы пастообразные печатные краски высокой вязкости (динамическая вязкость з = 40100 Па * с). Краска должна быть так...
-
Для ускорения закрепления в состав красок вводятся сиккативы - катализаторы окислительной полимеризации, которые ускоряют процесс образования красочной...
-
Программы трехмерного изображения Многие программы трехмерной графики служат своего рода временными остановками для изображений, которые в конечном итоге...
-
Режимные параметры устанавливаются в начале печати тиража (давление печати, объем печати, требования к подаче краски и увлажняющего раствора, требования...
-
Общая технико-технологическая схема подготовки печатных машин к печатанию тиража. Многие технологические операции, которые необходимо провести до начала...
-
Рекомендуемые для применения в процессе печатания увлажняющие растворы включают следующие компоненты: - слабые кислоты и их соли (например, ортофосфорная...
-
Входной контроль бумаги - Проектирование технологии печатных процессов переиздания книги
Качество бумаги и степень ее подготовки к печатанию сильно влияют на качество печатной продукции. Подготовка бумаги к печатанию складывается из разрезки...
-
Расчет трудоемкости печатных процессов и печати издания позволяет более точно оценить целенаправленность изготовления данного издания, т. е. оценить...
-
Достоинства и недостатки данного способа печати - Технология формных процессов
В чем принципиальное отличие флексографии от других видов печати? Прежде всего - это гибкая фотополимерная форма, с которой краска под низким давлением...
-
Входной контроль Входной контроль качества предназначен для основных и вспомогательных материалов: бумаги, краски, увлажняющего раствора, офсетного...
-
Печать покровного материала - Проектирование технологии печатных процессов для книжного издания
Размер формата покровного материала переплетной крышки рассчитываем так: издательский полиграфический печатный качество Ш п. к = Тб + 2Ч (ш + К + Кп + з)...
Контроль печатных форм плоской офсетной печати, изготовленных на термочувствительных формных пластинах - Цифровые технологии формных процессов плоской офсетной печати