Выбор посадок для шлицевого соединения - Нормирование точности в машиностроении
Определить вид центрирования, точность и характер сопряжения для шлицевого соединения.
Построить схему расположения полей допусков с указанием отклонений, определить предельные размеры всех элементов сопряжения.
Дано:
|
Номинальные размеры Z X D X D |
Условия работы |
|
10х72х82 |
Подвижное, знакопеременная, повышенная точность |
Решение:
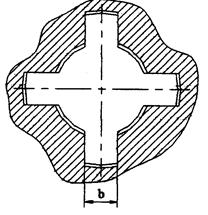
- 1) Число шлицев Z =10, внутренний диаметр d =72, наружный диаметр D =82 2) Ширина зуба (шлица) b=12мм, наименьший внутренний диаметр D1= 67,4мм [5, табл. 20, с. 65], серия - средняя. 3) Вид центрирования: центрирование по b (боковым поверхностям зубьев)
4)По табл. 3.1 ищем посадку для центрирующего параметра b.
Так как соединение подвижное, выбираем посадку с зазором


- 5) Для нецентрирующих диаметров D и D выбираем посадки 5, по табл. 3.4.] Для D -, для внутреннего диаметра D: Для втулки H11, а для вала находим допуск D - d1. 6). Найдем отклонения для всех параметров, пользуясь табл. 6, 7, 12 [5].
Для Н12 ЕS = +350 мкм; EI = 0 (D = 82Мм)
Для Н11 ЕS =+ 190 мкм, EI = 0 (D =72Мм);
Для F8 ЕS = +43 мкм; EI = +16 (B =12 мм)
Для F87 еs = - 16 мкм; еi = - 43 мкм (B =12 мм);
Для A11 Es = -380 мкм; ei = -600Мкм (D = 82 мм);
Для внутреннего диаметра вала найдем D - d1 =72- 67,4= 4,6мм= 4600 мкм.
- 7)Строим схемы расположения полей допусков: 8)Запишем условное обозначение данного в задаче шлицевого соединения с соответствующими посадками.
,
Где B - вид центрирования; 10- число зубьев;72- внутренний диаметр соединения. Посадка в обозначении не проставляется, так как в знаменателе поле допуска отсутствует; 82- наружный диаметр соединения;

- посадка для наружного диаметра соединения; 12- ширина зуба (шлицы);
- посадка для ширины шлицы.
Запишем обозначения для шлицевого вала и шлицевой втулки отдельно
- обозначение втулки
В этом обозначении у внутреннего диаметра D = 72 мм проставляется поле допуска втулки H11.

- обозначение вала.
Похожие статьи
-
Выбор точности заготовки зубчатого колеса Требования точности заготовок зависят от принятого технологического процесса обработки и методов измерения...
-
Расчет посадок для подшипников качения - Нормирование точности в машиностроении
Дано: Подшипник 97516, класс точности 60, вращается внутреннее кольцо, радиальная нагрузка 30000 Н, умеренная, с малой вибрацией, нагрузка осевая 10000...
-
Зубчатые соединения - Нормирование точности в машиностроении
Вид зубчатых колес - цилиндрические, прямозубые, некоррегированные. Параметры : m =4, Z 1 = 60, Z 2 =35. Назначение - колеса авиастроения. 1. Согласно...
-
Нормирование посадок с натягом Дано: Номинальный диаметр соединения, мм...................................75; Максимальный предельный натяг NMax р,...
-
Переходные посадки - Нормирование точности в машиностроении
Дано: Номинальный диаметр соединения ....................................209 мм; Максимальный предельный натяг NНб.................................40...
-
Единая система допусков и посадок - ЕСДП (ГОСТ 25346-82 и ГОСТ 25347-82) регламентирована стандартами СЭВ и в основном соответствует требованиям...
-
Выбор метода достижения точности замыкающего звена - Расчет посадок соединений
Выбор метода достижения точности замыкающего звена зависит от допуска замыкающего звена, числа звеньев размерной цепи, величин допусков стандартных или...
-
Исходные данные: модуль зацепления ; число зубьев ; межосевое расстояние ; ширина колеса. Выбор степени точности и вида сопряжения зубчатых...
-
РАСЧЕТ И ВЫБОР ПЕРЕХОДНОЙ ПОСАДКИ - Расчет посадок соединений
Для проектируемого редуктора подобрать стандартную посадку зубчатого колеса на вал. Исходные данные: Модуль зацепления ; Число зубьев ; Посадочный...
-
Исходные данные: Резьба метрическая. (Посадка резьбового соединения задается преподавателем) Определение номинальных параметров резьбы Номинальные...
-
ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ, Расчет и выбор посадок подшипника - Расчет посадок соединений
Исходные данные: 1. Радиальная нагрузка на подшипник (определяется при выборе валов на прочность, как реакция в наиболее нагруженной опоре). 2. Класс...
-
Расчет теоретико-вероятностным методом - Нормирование точности в машиностроении
Рассчитать сборочную размерную цепь теоретико-вероятностным методом. Составить схему размерной цепи с обозначением увеличивающих и уменьшающих размеров....
-
Выбор посадки - Расчет посадок соединений
Прежде чем выбрать посадку, в расчетное значение предельных натягов необходимо внести поправки. А) поправка U - учитывающая смятие неровностей контактных...
-
РАСЧЕТ И ВЫБОР ПОСАДКИ С НАТЯГОМ, Исходные данные, Расчет посадки - Расчет посадок соединений
Исходные данные Соединение передает крутящий момент. Материал соединяемых деталей - сталь 45. Геометрические параметры соединения (Рисунок 4) Рабочая...
-
Подбор посадок для сопряженных поверхностей, Выбор смазки - Расчет редуктора электродвигателя
Посадки назначаем в соответствии с указаниями, данными в табл.10.13 [1]. Посадка зубчатого колеса на вал по ГОСТ 25347-82. Шейки валов под подшипниками...
-
Определяем отклонения наружного и внутреннего колец подшипника по ГОСТ 520-71. Отклонения вала и корпуса находим по таблицам ГОСТ 25345-82. Посадка на...
-
Расчет методом полной взаимозаменяемости Дано: ;; ; ; ; ; ; 2 Решение: 1) Номинальный размер замыкающего звена: , Где А? - замыкающее звено, А I УB -...
-
Шероховатость посадочных поверхностей валов и отверстий корпусов рекомендуется принимать по [2], табл. 4.95, с.296. Для рассматриваемого примера...
-
Параметры для нормирования шероховатости поверхности - Методы подготовки поверхности
Шероховатость поверхности оценивается по неровностям профиля (чаще поперечного), получаемого путем сечения реальной поверхности плоскостью (чаще всего в...
-
Расчет размерной цепи методом полной взаимозаменяемости - Расчет посадок соединений
Задачу решаем способом допусков одного квалитета. Определяем число единиц допуска. [2], с.20, табл. 3.3. Коэффициент квалитета соответствует IT13...
-
Расчет размерной цепи методом регулирования - Расчет посадок соединений
В предыдущих двух методах достижения точности замыкающего звена в размерных цепях замыкающим звеном был зазор между подшипником и крышкой. При методе...
-
РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ, Постановка задачи - Расчет посадок соединений
Рассчитать размерную цепь - это значит определить допуски и отклонения всех ее размеров исходя из требований конструкции и технологии изготовления. В...
-
На сборочных чертежах курсового проекта для всех сопряжений проставить посадки: А) полученные расчетом; б) назначенные исходя из условий работы по...
-
Расчет размерной цепи вероятностным методом - Расчет посадок соединений
Допуск замыкающего звена Предельные размеры замыкающего звена Предельные отклонения замыкающего звена: - верхнее - нижнее - среднее Принимаем, что...
-
В качестве электрической схемы генератора тактовых импульсов выберем мультивибраторный вариант его построения на биполярных транзисторах, которые...
-
Шероховатость поверхности оценивается по неровностям профиля (чаще поперечного), получаемого путем сечения реальной поверхности плоскостью (чаще всего в...
-
Выбор стандартного оборудования Автомат тракторного типа АДГ-602 ГОСТ 8213-75 Автомат предназначен для дуговой сварки протяженных швов в нижнем положении...
-
Для монтажа конструкций резервуара используются стыковые (С), угловые (У), нахлесточные (Н) и тавровые (Т) соединения, выполняемые с применением стыковых...
-
Шпонки призматичні з округленими торцями. Розміри перерізів шпонок і пазів і довжини шпонок - за ГОСТ 23360-78 (табл. 8.9). Матеріал шпонок - сталь 45...
-
Исходные данные Исходные данные для проектирования асинхронного двигателя сведены в табл. 3.1. Табл. 3.1 Исходные данные № п/п Параметр Буквенное...
-
Важнейшим с точки зрения теории управления свойством является самовыравнивание объекта. Если объект управления не обладает самовыравниванием, перед...
-
Боковые поверхности зубьев шлицевого соединения работают на смятие, а основание их - на изгиб и срез. Для шлицевых соединений решающее значение имеет...
-
Классификация моделей Модели классифицируются по размерам. Модель отливки "Кронштейн", относится к малым моделям. При проектировании данной отливки была...
-
Технологический процесс изготовления щитов из ламинированной ДСтП включает следующие операции: 1) раскрой плит на щитовые заготовки (без припусков на...
-
Конструируя ЭМС, стремятся достигнуть идеала. Идеальная электрическая машина должна иметь определенные свойства (высокий КПД, надежность, малые размеры и...
-
Выбор приспособлений и инструментов Призма опорная ГОСТ 12195 - 88 Патрон трехкулачковый 7100 - 0002 31 150 ГОСТ 2675 - 80 Резец проходной 2100 - 0571...
-
Проверку точности работы дискретного анализатора частотного спектра сигнала в разработанной системе защиты информации выполним путем сравнения модуля...
-
Назначение. Конструктивные элементы - Выбор вида шланга для применения в конкретном производстве
Гибкие шланг ЕS предназначены для надежного крепления на трубопроводе и исключения передачи вибрации от горелок к газовому тракту. Использование гибких...
-
Успешное выполнение ремонта в значительной мере зависит от качества разборки. Разборочный процесс принято изображать в виде технологической схемы. При...
-
В приспособлениях силы трения возникают на поверхностях контакта заготовки с опорными и зажимными элементами. Величина коэффициента трения (зависит от...
Выбор посадок для шлицевого соединения - Нормирование точности в машиностроении