ТЕХНИКА СБОРКИ И СВАРКИ ДАННОЙ КОНСТРУКЦИИ, Организация рабочего места, Сборка сварного тройника, Сварка сварного тройника - Техника сборки и сварки трубы с тройником и заглушкой
Организация рабочего места
Для выполнения сборочно-сварочных работ необходимо наличие средства индивидуальной защиты подразделяют согласно ГОСТ 12.4.011 -- 89:
- - специальная одежда, обувь; - средства защиты рук, головы, лица, глаз и органов дыхания; - предохранительные приспособления (диэлектрические коврики, ручные захваты, манипуляторы); - вентиляционное оборудование;
Основные инструменты, необходимые для проведения сборочно-сварочных работ:
Электрод держатель -- приспособление для закрепления электрода и подвода к нему тока. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрода держателю и изделию. Для очистки от ржавчины свариваемых поверхностей используется металлическая щетка. В процессе сгорания флюса и электрода на сварном шве часто образуется корка, которой удаляется зубилом. Для соединения проводов и текущего корректирующего ремонта необходимы молоток, отвертки, разводной ключ и плоскогубцы.
Сборка сварного тройника
Процесс изготовления сварных тройников в основном сводится к фасонной обрезке конца штуцера, вырезке отверстия в корпусе и сварке деталей тройника.
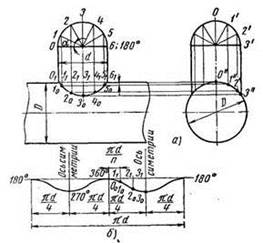
- - линия реза на штуцере размечается по шаблонам - рисунок 3; - штуцер устанавливается на трубе на месте его присоединения и, с помощью чертилки, обводится на трубе место вырезки отверстия; - резку по линиям разметки выполняется вручную газовым резаком; - на металлическом листе, с помощью шаблона и чертилки, проводится разметка трех заготовок для заглушек; - в двух заготовках делаются отверстия для патрубков, затем производится проверка правильности нанесенных размеров; - после разметки, производится резка всех заготовок газовым резаком; - кромки зачищаются от заусенцев, окалины, ржавчины, грязи, масленых пятен; - кромки штуцера дополнительно обрабатываются: снимается фаска под углом 300 +- 50.
Рис.3 Построение развертки врезаемого штуцера: а -- вспомогательный чертеж, б -- шаблон для штуцера
- - корпус трубы зажимается в тиски, штуцер приставляется к месту выреза в корпусе трубы; - с помощью угольника и визуального осмотра проверяется правильность положения, затем ставятся четыре прихватки; - заглушки располагаются на сварочный стол, патрубки приставляются к отверстиям в заглушках, правильность положения проверяется аналогично штуцеру, по окружности ставятся две прихватки, на равном расстоянии друг от друга; - для выполнения прихваток выбираются электроды той же марки, что и электроды для сварки основных соединений.
Сварка сварного тройника
- - сварка соединений выполняется ручным способом, покрытым электродом; - сварка соединения штуцера ведется за два прохода, с проваром корневого шва; - сварка остальных соединений ведется за один проход; - патрубок к заглушке приваривается с наружней и дополнительно со внутренней стороны; - затем отбивается шлак, осуществляется визуальный осмотр на наличие дефектов, при выявлении дефектов формы шва, дефектный участок вырезается УШМ и заваривается заново.
После сварки конструкции проверяется качество швов. Отверстия патрубков закрываются, внутрь тройника заливается керосин, для проверки швов на наличие течей. При обнаружении течи, дефектный шов вырезается УШМ, соединение собирается и сваривается заново. Повторно проводится визуальный осмотр, проверка на наличие течей. Усиления швов не снимаются.
Похожие статьи
-
ОПИСАНИЕ КОНСТРУКЦИИ - Техника сборки и сварки трубы с тройником и заглушкой
Тройник -- соединительная деталь трубопровода с тремя отверстиями, позволяющая подключать к основной трубе дополнительные ответвления. В зависимости от...
-
У - для сварки углеродистых сталей Д - с толстым покрытием Е - международное обозначение плавящегося покрытого электрода 51 - предел прочности на...
-
Характеристика сварочного материала - Техника сборки и сварки трубы с тройником и заглушкой
Для получения качественных швов при сварке данной конструкции выбираются электроды марки ЛБ 52У. Химический состав электродов ЛБ 52У (см. в таблице 5)....
-
ЗАКЛЮЧЕНИЕ - Техника сборки и сварки трубы с тройником и заглушкой
Сварка на сегодняшний день остается одним из ведущих технологических процессов современной промышленности. На данный момент развиваются и...
-
Общие сведения о режиме сварки Режимом сварки называют основные показатели, определяющие процесс сварки, которые устанавливаются на основе исходных...
-
ВВЕДЕНИЕ - Техника сборки и сварки трубы с тройником и заглушкой
Сварка труба шов Один из основных путей совершенствования технологии сварки связан с переходом на компьютерное регулирование сварочного процесса. Там,...
-
ОХРАНА ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ - Техника сборки и сварки трубы с тройником и заглушкой
Сварочные работы относят к категории работ с повышенной степенью опасности, что обусловливает строгие требования к организации рабочих мест, обслуживанию...
-
Методы неразрушающего контроля, являющиеся основными при оценке качества готовой продукции, позволяют установить степень соответствия сварного соединения...
-
Общие сведения о дефектах Дефекты в сварных соединениях могут быть вызваны плохим качеством сварочных материалов, неточной сборкой и подготовкой стыков...
-
Расчет количества сварочного материала - Техника сборки и сварки трубы с тройником и заглушкой
Расчет необходимого количества материалов для сварки ведется на основе существующих норм их потребления при применении того или иного метода сварки....
-
Характеристика основного металла Данная конструкция изготавливается из марки Ст3 которая имеет следующие характеристики: химический состав марки стали...
-
Для монтажа конструкций резервуара используются стыковые (С), угловые (У), нахлесточные (Н) и тавровые (Т) соединения, выполняемые с применением стыковых...
-
Выбор материала изделия. Обоснование катетов сварных швов Материал изделия для изготовления сварной конструкции, необходимо выбирать в зависимости от...
-
Подготовка металла к сварке Подготовка металла под сварку заключается в очистке, правке, разметке, резке и сборке под сварку. Разделка кромок в моем узле...
-
Для изготовления передней рамы фронтального погрузчика МоАЗ 40484 применяется механизированная сварка, для сварки в защитном газе плавящимся проволочным...
-
Техника сварки - Технология сварки трубных конструкций из низколегированной стали
Изделия чаще собирают на сварочных прихватках. Сварочные прихватки представляют собой неполноценные короткие швы с поперечным сечением до 1/3 сечения...
-
Анализ конструкции (объекта дипломного проектирования) на предмет снижения ее массы, применения новых материалов, совершенствования конструктивных...
-
Заготовительное производство в технологической цепочке изготовления продукции занимает важное место, поскольку решает вопросы повышения коэффициента...
-
Требования к подготовке деталей под сварку. - Технология и техника сварки
Заменяемая часть обшивки корабля подготавливается в цеховом помещении из листового металла. На ровную поверхность укладывается лист металла, где...
-
Рабочее место столяра оборудуется: верстаком, инструментами и оборудованием, типа, электрическая дрель, ручная фреза и другой электрический инструмент....
-
Организация рабочего места - Деревообрабатывающие станки и их эксплуатация
Зону трудовых действий одного или группы слесарей-электриков (звена, бригады) при монтаже электроконструкций и электрооборудования называют рабочим...
-
В настоящее время широкое применение получили полуавтоматы для сварки в защитных газах А-547У, А-929С, А-537У, А-537Р, А-1230 и др. Технические данные...
-
ТЕХНИКА БЕЗОПАСНОСТИ НА РАБОЧЕМ МЕСТЕ ПРЕССОВЩКА - Виды болтов и типоразмеры
Правила техники безопасности в цехе и на рабочем месте прессовщика устанавливаются специальными инструкциями и Правилами, знание и соблюдение которых...
-
Важнейшей задачей организации школьного питания является укрепление ее материально-технической базы. Доведение количества мест в школьных столовых до...
-
Назначение изделия, конструкция - Технология и техника сварки
Оболочка корпуса, состоящая из днищевого, двух бортовых и палубного перекрытий, подкрепляется изнутри поперечными и продольными переборками и...
-
При значительных напряжениях в конкурсе необходима установка линзового компенсатора. Определение коэффициента у, определяющего гибкость компенсатора Где...
-
Дефекты сварных соединений. - Характеристика процесса сварки
Согласно ГОСТ 23055 - 78* для соединений, выполненных сваркой плавлением, возможно образование шести видов дефектов. Пористость шва: сферическая,...
-
Резюме - Технология сборки и сварки передней рамы фронтального погрузчика МоАЗ 40484
В результате анализа базового варианта технологического процесса сборки и сварки передней рамы фронтального погрузчика МоАЗ 40484 был выявлен ряд...
-
Требования к качеству изделия - Технология сварки трубных конструкций из низколегированной стали
В производстве сварных изделий различают дефекты: Наружные, внутренние и сквозные, исправимые и неисправимые. А) наружные дефекты: трещины, микротрещины,...
-
Анализ служебного назначения детали. Назначение технических требований Задача данного раздела - на базе анализа технических требований к детали...
-
Высокого качества производимой продукции можно добиться внедрением в производство нового эффективного оборудования, различных методов...
-
Введение - Технология сварки трубных конструкций из низколегированной стали
История развития сварочного производства В решение задач научно-технического прогресса важное место принадлежит сварке. Сварка является технологическим...
-
Целью анализа литературы и патентов является поиск более перспективных и современных материалов, оборудования и других более совершенных изобретений для...
-
1) Подготовка деталей на сборку и сварку. Все детали, поступающие на сборку, должны быть изготовлены в соответствие с чертежами, отклонения от плоскости...
-
Материалы, применяемые при сварке - Технология и техника сварки
Электроды: ввиду большого разнообразия применяемых покрытий делятся на типы не по составу покрытий, а по назначению электродов и механическим свойствам...
-
Анализ учебного плана и рабочей программы Подготовка металла к сварке. Для изучения темы отводится 30часов. 1 курс, 1 полугодие. Предусматривается...
-
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и сварочного тока. Скорость сварки и напряжение на дуге...
-
Техника и режимы аргонодуговой сварки - Аргонодуговая сварка алюминия
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Перед тем как приступить к сварке, необходимо как можно...
-
Организация рабочего места при приготовлении блюд Холодные цехи предназначены для приготовления, порционирования и оформления холодных блюд и закусок....
-
Общие требования безопасности при проведении сварочных работ регламентируются стандартом СанПиН №11-14-94 "Работы электросварочные. Требования...
ТЕХНИКА СБОРКИ И СВАРКИ ДАННОЙ КОНСТРУКЦИИ, Организация рабочего места, Сборка сварного тройника, Сварка сварного тройника - Техника сборки и сварки трубы с тройником и заглушкой