Система автоматизированной оценки эффективности тепловых процессов влажно-тепловой обработки
Введение
На современном этапе развития легкой промышленности большое внимание уделяется улучшению уровня качества выпускаемой продукции и повышению эффективности производственных процессов. Технологические процессы влажно-тепловой обработки (ВТО), обеспеченные соответствующим оборудованием, являются определяющими в формировании качества, износостойкости и товарного вида швейных изделий. Одной из основных составляющих контроля качества процессов ВТО являются автоматизированные системы управления, которые включают комплекс мероприятий, систематически осуществляемых на предприятиях отрасли, направленных на достижение оптимального уровня качества изделий на всех стадиях создания и потребления. Система управления качеством включает в себя планирование конкретных параметров качества и их улучшения, научно обоснованные методы и постоянно действующие мероприятия комплексного обеспечения на всех этапах создания изделия, начиная с разработки и заканчивая эксплуатацией.
Существенным фактором, определяющим внешний вид и уровень качества швейных изделий, является разработка и совершенствование методов оценки качества влажно-тепловой обработки. В настоящее время задача определения качества ВТО решается двумя методами: качественным и количественным. Наиболее простой - качественный (метод экспертных оценок), определяющий качество ВТО в результате органолептического обследования изделия специалистами и присвоения ему определенного количества баллов. Этот метод не учитывает частных показателей качества и его применение обусловлено отсутствием на данном этапе совершенного метода количественной оценки. Более перспективный второй метод - количественный, оценивающий качество ВТО по общему показателю.
Известные количественные методы направлены на определение комплексного показателя эффективности окончательной и малооперационной ВТО и не учитывают эффективность каждого процесса в отдельности. В этой связи является актуальным определение эффективности теплофизических процессов ВТО в целом.
Базовый принцип создания оборудования ВТО
Для оценки эффективности теплофизических процессов ВТО разработан критерий, характеризующий как технологический эффект обработки, так и сам процесс. Критерий, полученный на базе теории "исследование операций", учитывает длительность теплового воздействия на полуфабрикат в процессе ВТО, влажность и температуру пакета тканей. При этом численные значения критерия определяются уравнением:
++,(1)
Где: - расчетная длительность теплового воздействия на полуфабрикат, ч;
- длительность теплового воздействия на полуфабрикат, ч;
- температура пакета тканей швейного изделия до процесса ВТО, 0С;
- температура пакета тканей швейного изделия после процесса ВТО, 0С;
- влажность пакета тканей швейного изделия до процесса ВТО, %;
- влажность пакета тканей швейного изделия после процесса ВТО, %;
;
- 0, где 1...3; - коэффициенты взвешенности критериев.
Предложенный метод оценки эффективности позволяет оптимизировать параметры внутрипроцессной и окончательной ВТО и является наиболее прогрессивным в данное время.
Особенно востребованными являются системы автоматизированной оценки эффективности, позволяющие производить контроль тепловых процессов ВТО непосредственно при выполнении технологических операций. Для построения данных систем предлагается использовать обобщенную структурную схему, представленную на рисунке 1.
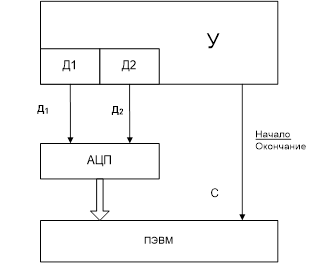
Рисунок 1 - Структурная схема установки для автоматизированной оценки эффективности тепловых процессов ВТО
Установка ВТО (У) интегрирована с датчиками температуры (Д1) и влажности (Д2), имеющие аналоговые выходы и вырабатывающие сигналы Д1 и Д2, соответственно. Аналого-цифровой преобразователь (АЦП) трансформирует аналоговый сигнал в цифровую форму, который поступает на вход ПЭВМ. Установка ВТО также формирует сигнал начала и окончания технологического процесса (с).
Алгоритм работы автоматизированной установки для оценки эффективности тепловых процессов ВТО, представлен на рисунке 2. Расчет значения критерия эффективности в предложенной установке производится согласно выражению (1).
Предложенная обобщенная структурная схема может быть использована как на отдельных операциях ВТО, так и других стадиях создания готового изделия. Использование комплекса подобных установок позволяет создать автоматизированную систему контроля качества и эффективности всех производственных процессов при изготовлении швейных изделий.
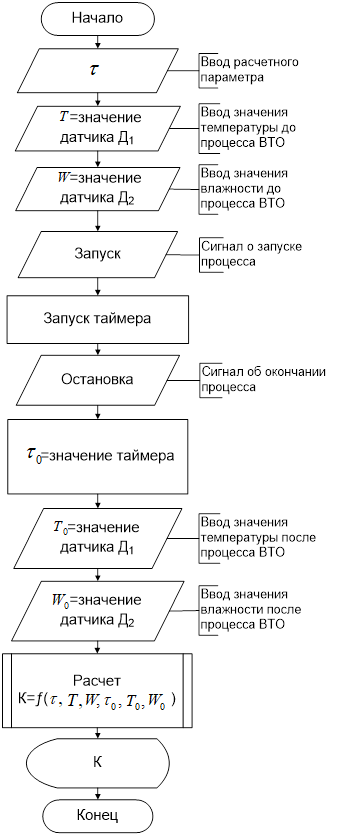
Рисунок 2 - Блок-схема алгоритма функционирования автоматизированной установки
Библиографический список
- 1. Автоматизация производственных процессов [Текст]/ М. М. Кузнецов, Л. И. Волчкевич, Ю. П. Замчалов; под ред. Г. А. Шаумяна.- М.: Высшая школа, 1998.- 431 с. 2. Внутрипроцессная малооперационная влажно-тепловая обработка швейных изделий [Текст]/А. П. Черепенько, Э. Х. Меликов, С. С. Иванов, А. А. Черепенько; под ред. А. П. Черепенько.- М.: Машиностроение, 2000.- 171 с.
Похожие статьи
-
Технико-экономическое обоснование внедрения АСУ С целью уменьшения процента брака произведенного ППУ необходимо использовать прогрессивные...
-
Автоматизация оборудования позволяет увеличить его производительность, сократить затраты материалов, топлива и энергии за счет более рационального их...
-
Организация ГПС и ГА П. Процесс развития автоматизации на промышленных проводился в ряд этапов. На первом этапе проводилась автоматизация отдельных...
-
Системы диагностики и управление точности обработки - Виды автоматизированных производств
Любое спроектированное и изготовленное технологическое оборудование и его система ПУ в процессе эксплуатации должны находиться в работоспособном...
-
Описание задачи проектирования Данная система предназначена для установки "Cannon Viking Maxfoam", которая в свою очередь предназначена для производства...
-
Быстрое развитие информационных технологий на предприятиях, обусловлено необходимостью повышения конкурентоспособности производимой продукции, как на...
-
При тепловой обработке рыбы, независимо от способа ее, наблюдаются: изменения пищевой ценности продукта, связанные с процессами, происходящими с белками,...
-
В процессе копчения происходит реакция между функциональными группами белков и отдельными составными частями дыма. О взаимодействии компонентов дыма с...
-
Заключение - Гибкие автоматизированные производства и системы (на примере НПИ "Уралучтех")
В своей курсовой работе я старался максимально изучить и развить тему гибких автоматизированных систем производства на примере НПИ "Уралучтех")...
-
В своем законченном идеальном виде ГПС являются высшей, наиболее развитой формой автоматизации производственного процесса. Можно сформулировать основные...
-
Определим запасы устойчивости по логарифмическим частотным характеристикам динамической системы, которые изображены на рисунке 26. Определим запас...
-
Запуск системы производства поролона производится по команде оператора после того, как им были введены параметры протекания процесса. Перед запуском...
-
В САР поддержание заданного значения регулируемого параметра или изменение его по определенному закону обеспечивается аппаратурными средствами, имеющие...
-
После описания звеньев системы определяем ее передаточную функцию, которая представляет собой произведение всех ПФ звеньев: (2.10) Подставляем в...
-
Механическая обработка На предприятия питания субпродукты поступают в охлажденном и замороженном состоянии. Мороженые субпродукты размораживают на...
-
Классификация автоматизированных систем (АС) Условно модель любой целесообразной деятельности можно представить как систему, состоящую из объекта...
-
Системы автоматизированного проектирования (САПР) в настоящее время являются во многих случаях единственно возможными методами при конструировании новых...
-
Рассмотрим конкретные задачи, которые роботы решают в настоящее время на промышленных предприятиях. Их можно разделить на три основных категории :...
-
Наиболее высокий уровень автоматизации в промышленности строительных материалов имеет цементное производство. Основной предпосылкой для этого является...
-
Конструируя ЭМС, стремятся достигнуть идеала. Идеальная электрическая машина должна иметь определенные свойства (высокий КПД, надежность, малые размеры и...
-
Физическое представление системы управления не может быть полным, если отсутствует информация о том, на какой технологической платформе она реализована....
-
Класс в Rational Rose -- это описание общей структуры (данных и связей) для дальнейшего создания объектов. Для того чтобы генератор Rational Rose имел...
-
Определение требований к системе Прежде чем начать проектирование системы производства поролона нужно определить функции, которые будет выполнять...
-
Пожары на конвейерных линиях представляют большую опасность для работающих и могут причинить огромный материальный ущерб. К основным причинам пожаров,...
-
Pointek ULS 200 - это бесконтактный ультразвуковой сигнализатор уровня с двумя точками переключения для регистрации уровня сыпучих веществ, жидкостей и...
-
SIMATIC S7-300 - это модульный программируемый контроллер, предназначенный для построения систем автоматизации низкой и средней степени сложности. Данный...
-
Системы оценки качества хлеба - Технологический процесс производства хлеба
В зависимости от вида муки хлеб бывает ржаной, ржано-пшеничный и пшеничный. По рецептуре теста хлеб подразделяют на простой, улучшенный и сдобный. По...
-
Схема размещения технологического оборудования - это расположение технологического оборудования и рабочих мест на производственной площади. В курсовом...
-
Санитарные требования к тепловой обработки продуктов - Приготовление горячего блюда "Гуляш"
В результате тепловой обработки в продуктах происходят различные процессы, изменяющие их консистенцию, вкус, запах. Физиологический эффект такой...
-
Определение потери массы блюда "Молочно-яичный суп" при тепловой обработке Определение массы блюда "Молочно-яичный суп" проводится взвешиванием до и...
-
Повышение эффективности технологических процессов и производств будет осуществляться путем роста единичных мощностей устанавливаемого оборудования,...
-
Таблица 7. Технологическая последовательность пошива трикотажного изделия № п/п Наименование технологически неделимой операции Схема операции (рисунок)...
-
При разработке проекта автоматизации в первую очередь необходимо решить вопросы выбора структуры управления. Под структурой управления понимается...
-
Начальная обработка основных деталей полочки и спинки проводиться с целью соединения их частей, создания объемной формы, отделки деталей, создания...
-
Введение. - Разработка маршрута обработки поверхности деталей
Точность деталей машин характеризуется отклонением действительных размеров элементов детали от заданных (погрешности размеров), отклонениями формы...
-
Для реализации системы требуется следующее оборудование: частотный преобразователь, промышленный контроллер, ультразвуковой датчик уровня, датчик...
-
Датчик Скорости MD-256 изображенный на рисунке 4.4 предназначен для работы с конвейерами. Рисунок 4.4 - Датчик Скорости MD-256 Он передает сигнал на...
-
В инженерной практике принято промышленные холодильные камеры описывать линейным дифференциальным уравнением 1-го порядка с постоянными коэффициентами....
-
Производительность поролона автоматизированной системы управления составляет 400 м3/час. Количество рабочих часов в году равно 2000 ч. В системе...
-
Разработка технологического процесса изготовления женского демисезонного пальто
Экономическая оценка проектируемой технологии производится путем расчета показателей экономической эффективности по формулам: РПТ= (6.1) СЗВ= (6.2) Где...
Система автоматизированной оценки эффективности тепловых процессов влажно-тепловой обработки