Размещение засечек на ножах - Разработка штанцевальной формы для изготовления упаковки №0472 на основе каталога FEFCO
Для того чтобы отдельные элементы вырубки - развертки и обрезки можно было перемещать, как единый лист, оставляем узкие перемычки между ними. Для образования перемычек на ножах выполняют узкие прорези. На этом месте картон не будет прорезан и в результате образуются соединительные перемычки (засечки).
Чем больше засечек, тем менее вероятен разрыв листа во время работы. Надежность процесса вырубки возрастает. Кроме того, в этом случае пресс для высечки может устойчиво работать на повышенной скорости. Но при обрыве перемычки остается след на краю развертки, что при большем количестве засечек может ухудшиться внешний вид коробки.
Пример расположения засечек на развертке показан на рисунке 9.
Правила расположения засечек:
- - засечки выполняются перпендикулярно плоскости ножа; - засечки на каждой заготовке желательно располагать по одной линии в направлении движения листа; - каждая отдельная часть листа соединена со всеми соседними частями как минимум одной засечкой; - если на одной кромке размещается несколько засечек, то желательно выполнять их симметрично центра кромки; - минимальное расстояние от края засечки до конца ножа - 4 мм; - минимальное расстояние между соседними засечками 5 мм;
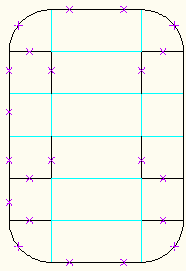
Рисунок 9 - Расположение засечек на развертке.
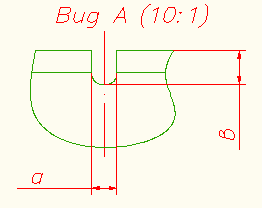
Рисунок 10 - Расположение пазов в ножах для создания засечек.
А=0.6+0.2=0.8 ,мм
В=0.6+0.5=1.1,мм
Покажем данные размеры на рисунке засечек (рисунок 11).
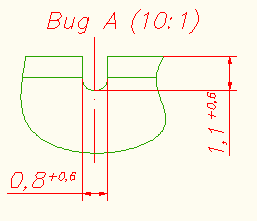
Рисунок 11 - Размеры засечек.
Похожие статьи
-
Техническое задание на разработку штанцевальной оснастки Техническое задание на изготовление штанцформы включает в себя следующие данные: Необходимо...
-
Разбиение контура на отдельные ножи Для изготовления штанцформы необходимо использовать набор режущих и биговальных ножей. Для этого сложный контур...
-
В данном курсовом проекте была разработана штанцевальная форма для изготовления упаковки №0472 на основе каталога FEFCO. В ходе работы над проектом были...
-
Определение формы и габаритных размеров упаковки Для разработки развертки и штанцевальной формы картонной упаковки для пищевой отрасли была выбрана...
-
Биговальные матрицы - это вспомогательные материалы, служащие для проведения технологической операции бигования, а именно формообразования канавки на...
-
ВВЕДЕНИЕ - Разработка штанцевальной формы для изготовления упаковки №0472 на основе каталога FEFCO
В современной жизни упаковка прочно вошла в наш быт, и сопровождает человека на всех стадиях его деятельности. Она во многом изменила наш жизненный...
-
Величина рабочего давления зависит от вырубаемого картона (плотность, толщина), степени износа ножей, качества приправки. Оценочный расчет позволяет...
-
Эжекторные материалы наклеиваются вокруг режущих ножей. Эжекторный материал выполняет в процессе штанцевания следующие функции: - выравнивание листа...
-
Наиболее распространенный материал для изготовления основания является фанера из твердых пород деревьев толщиной 18 мм для картона. Она получила широкое...
-
При разработке технологического процесса карты технологического процесса подразделяют на групповые и индивидуальные технологические процессы....
-
В стеклянных деталях изготовленных ламп могут оставаться внутренние напряжения, которые в определенных случаях могут привести к растрескиванию стекла и...
-
Классификация моделей Модели классифицируются по размерам. Модель отливки "Кронштейн", относится к малым моделям. При проектировании данной отливки была...
-
Конструктивные формы и способы изготовления вертикальных резервуаров Вертикальные цилиндрические резервуары предназначены для хранения нефтепродуктов...
-
Т. к производство крупносерийное и деталь зубчатое колесо с большой разницей в диаметре, заготовку рационально получать штамповкой на...
-
К основным материалам в производстве изделий относят материалы, которые входят в состав изделия. К вспомогательным материалам относят материалы, которые...
-
В стеклянных деталях изготовленных ламп могут оставаться внутренние напряжения, которые в определенных случаях могут привести к растрескиванию стекла и...
-
Печатные проводники характеризуются в основном двумя параметрами: электрическим сопротивлением и прочностью сцепления проводника с основанием печатной...
-
Для повседневного платья на первом плане функциональные и эргономические требования, такие как воздухопроницаемость, гигроскопичность, и несминаемость, а...
-
При расчете потребного количества оборудования необходимо привести формулы для расчета производительности с расшифровкой входящих в них параметров и...
-
Существующие способы изготовления печатных плат, в том числе и печатной платы генератора тактовых импульсов, условно разбиваются на две группы: К первой...
-
Инструмент и оборудование для прокатки Инструментом прокатки являются валки , которые в зависимости от прокатываемого профиля могут быть гладкими (рис....
-
Технологический процесс изготовления щитов из ламинированной ДСтП включает следующие операции: 1) раскрой плит на щитовые заготовки (без припусков на...
-
Спецификацию деталей и сборочных единиц изделия выполняем в виде таблицы 2. При составлении спецификации определяем размеры заготовок, которые...
-
Техническое размножение лекал не имеет достаточно глубоких научных обоснований, т. к. представляет собой совокупность различных расчетно-графических...
-
Для разработки процесса изготовления какой-либо оптической детали необходимо иметь чертеж оптической детали, содержащий все требования к детали, чертеж...
-
Обоснование выбора типа потока Поток - форма организации производственных процессов, при которой все операции на рабочих местах выполняются в...
-
Изготовление пластин для оптических деталей
Изготовление любой оптической детали начинают с выбора заготовки. Для крупносерийного и массового производства заготовкой является прессовка, а для...
-
Влияние состава и структуры на горячеломкость при литье сплавов Влияние формы и размеров зерен на горячеломкость Измельчение зерна - это один из хорошо...
-
При размещении оборудования руководствовались технологическими, техническими требованиями и регламентированными нормами. При выборе варианта компоновки...
-
Абразивная масса в зависимости от зернистости, природы абразивных материалов и содержания связки обладает различной пористостью (рыхлостью), а...
-
Выбор транспортных средств для заготовок и деталей производим исходя из габаритных размеров деталей, а так же планировкой рабочих мест, расположения...
-
Основной частью роторного измельчителя (см. рис.2.4) являются два массивных, горизонтально расположенных ротора (2) установленными в сварном коробе (1)....
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Выше отмечалось, что класс нераспыляемых газопоглотителей отличается большим разнообразием. В связи с этим представляется целесообразным провести их...
-
В зависимости от назначений и требований, предъявляемых к отдельным типам ламп накаливания их конструкция может меняться. Однако основные узлы всех типов...
-
Измельчение древесных отходов необходимо для обеспечения надежного и устойчивого процесса ее сжигания. Кроме того, однородный фракционный состав...
-
ИЗГОТОВЛЕНИЕ АППАРАТА ХОЛОДНОГО КОПЧЕНИЯ Устройство и эксплуатация коптильни предназначена для холодного копчения продуктов (мяса, сала, рыбы, сыра) в...
-
Отсутствие высоких давлений и скоростей значительно упрощает все узлы литьевой машины. В 3-4 раза снижается усилие замыкания. Уменьшается толщина и...
-
Тепловая обработка продуктов - основной процесс при приготовлении абсолютного большинства блюд. Наиболее востребованными "представителями" тепловых...
-
Операции листовой штамповки - Технологии штамповки
Разделительные операции предназначены или для получения заготовки из листа или ленты, или для отделения одной части заготовки от другой. Операции могут...
Размещение засечек на ножах - Разработка штанцевальной формы для изготовления упаковки №0472 на основе каталога FEFCO