Методика получения образцов способом непрерывного литья вверх - Методика приготовления сплава
Способом получения прутков из высокотемпературных припоев является метод подачи расплава в кристаллизатор с графитовой втулкой под действием гидростатического давления, с дальнейшей вытяжкой прутка готовой продукции.
Для реализации технологии литья вверх использовали установку УЛВ2 непрерывного действия, на которой изготавливались прутки диаметром 6 мм. Управление основными узлами установки осуществляется при помощи программируемого реле. Установка состоит из следующих основных элементов:
- - одного независимого кристаллизатора трубчатого типа, закрепленного на подъемном устройстве; - обогреваемого металлоприемника; - тянущей клети, состоящей из приводного вала и прижимных роликов; - гидравлических ножниц и гидростанции;
Внешний вид установки показан на рисунке 1
Внешний вид экспериментальной установки непрерывного литья вверх проволоки и прутков диаметром менее 10 мм.

Рисунок 1- Внешний вид экспериментальной установки непрерывного литья вверх прутков
Наглядная схема представлена на рисунке 2.
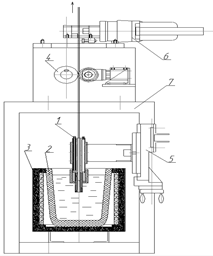
Рисунок 2 - Схема экспериментальной установки непрерывного литья вверх прутков: 1- кристаллизатор; 2 - тигель с расплавом; 3 - муфельная печь сопротивления; 4 - тянущее устройство; 5 - устройство подъема и опускания кристаллизатора; 6 - гидравлические ножницы; 7 - рама
Из печи сопротивления вместимостью 300 кг расплав наливали в тигель (2). Затем с помощью регулятора (5) опускали кристаллизатор в расплав, до уровня, представленного на рисунке 2. После прогрева графитовой втулки, в кристаллизатор (1) вставляли специальную затравку. Подавая давление на ролик, прижимали затравку к валу (4), который крутится благодаря редуктору. Расплав под действия давления затекает во втулку и соединяется с затравкой. Установку запускали после того, как вся вода, оставшаяся в кристаллизаторе, не выйдет в виде пара из шланга, с помощью панель управления. Как только затравка вышла на уровень гидро - ножа (6) запускается обрубка.
Кристаллизатор (показан на рис.3), представляет собой медный водоохлаждаемый кессон трубчатого типа, в нижнюю часть которого вмонтирована графитовая рубашка. Нижняя часть кристаллизатора, для предотвращения контакта с расплавом, защищается огнеупорным куполообразным чехлом.
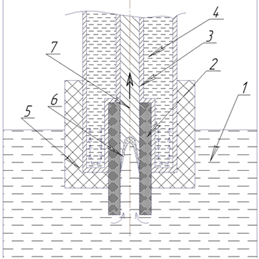
Рисунок 3 - Кристаллизатор для непрерывного литья вверх: принципиальная схема литья: 1 - расплав; 2 - графитовая рубашка; 3 - медный корпус; 4 - охлаждающая вода; 5 - огнеупорный чехол; 6 - двухфазная зона в затвердевающей заготовке; 7 сформировавшаяся заготовка
Процесс вытяжки прутков осуществлялся в пошаговом режиме. В нашем случае режим вытяжки был 0,4 с шаг и 2,2 с пауза. Средняя производительность процесса на одном ручье составляет от 7 до 8 кг/ч, выход годного не ниже 98%.
Похожие статьи
-
Использованные материалы и оборудование - Методика приготовления сплава
Для данной работы были использованы следующие материалы и оборудование. Для приготовления сплава использовалась шихта, состоящая из отходов собственного...
-
Методика приготовления опытных сплавов Для приготовления опытных сплавов использовалась электрическая печь сопротивления шахтного типа мощностью 10 КВт с...
-
Для литья под давлением обычно используют не первичные, а вторичные сплавы, что обусловлено экономическими соображениями. Наилучшими литейными свойствами...
-
Целью курсового проекта является изучение вопросов монтажа зоны загиба МНЛЗ. Изучить теоретические положения установки на виброизолирующие опоры,...
-
Специальные способы литья под давлением - Характеристика литья под давлением
Литье под давлением с использованием вакуума. Для осуществления данного способа литья используют разные методы вакуумирования полости пресс-формы и...
-
Сборка литейной формы Включает: установку нижней полуформы; установку стержней, устойчивое положение которых обеспечивается стержневыми знаками; контроль...
-
Приготовление расплава Приготовление литейных сплавов связано с плавлением различных материалов. Для получения заданного химического состава и...
-
При центробежном литье сплав заливается во вращающиеся формы. Формирование отливки осуществляется под действием центробежных сил, что обеспечивает...
-
Характер производства Для мелкосерийного и единичного производства характерно использование в качестве заготовок горячекатаного проката, отливок,...
-
Основные положения к выбору способа литья - Технология конструкционных материалов
При выборе способа литья для получения заготовки в первую очередь должен быть рассмотрен вопрос экономии металла. Металлоемкость можно снизить...
-
Литье под давлением - Технологии машиностроения
Сущность этого способа заключается в том, что расплав металла подается в стальную разъемную пресс-форму под давлением. Рабочее давление на расплав...
-
Технология горячеканального литья - Специальные методы литья пластмасс
Благодаря целому ряду технологических и экономических преимуществ горячеканальные системы (ГКС) получили широкое применение для литья пластиковых деталей...
-
Центробежный способ получения литых чугунных труб - Специальные виды литья
Является самым распространенным. На рис. 7, г приведена схема центробежной машины. Металлическая форма 3 вращается электродвигателем 1 и охлаждается...
-
Исследования сорбционных испытаний газопоглотителей на основе титан-ванадиевого сплава На основе выбранного порошка титан-ванадиевого сплава было...
-
Новые способы получения меланжевых пряж - Производство меланжевой пряжи
Существует большое количество способов получения меланжевых пряж. Многие из них разработаны давно и широко применяются на текстильных предприятиях. Также...
-
Краткое описание зоны загиба Зона загиба МНЛЗ предназначена для разливки стали и придания формы слябам. Рисунок 5. Общий вид зоны загиба МНЛЗ Таблица 1....
-
Плавка стали осуществляется в электродуговых печах вместимостью 12 т. Плавильные агрегаты имеют трансформаторы большой мощностью до 35000 кВА, поэтому...
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Практическое использование аморфных сплавов - Принцип получения аморфных материалов
Использование аморфных сплавов в качестве диффузионных барьеров устройств привело к тому, что линейные размеры токоведущих дорожек, контактных площадок и...
-
Наименование блюда: голубцы с мясом и рисом Наименование Норма продуктов Расчет количества порций Продукта На 1 порцию в гр На 50 порций(в кг) На 100...
-
Получение стали, Мартеновский способ - Чугун и сталь
Еще в XX столетии начали широко применять более современные получения стали, позволяющие выпускать наиболее сложные и высоко легированные стали....
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Литье в металлические формы - Изготовление отливок в песчаных формах. Специальные способы литья
Литье в металлические формы (кокили) получило большое распространение. Этим способом получают более 40% всех отливок из алюминиевых и магниевых сплавов,...
-
В современном литейном производстве все более широкое применение получают специальные способы литья: в оболочковые формы, по выплавляемым моделям,...
-
Способ охлаждения Для отвода тепла из охлаждаемых камер холодильника используют три различные системы: непосредственное, рассольное и воздушное...
-
Выбор схемы базирования и описание работы приспособления Анализируя техническое задание, эскиз детали под выполняемую операцию из ГОСТ 21495-76 выбираем...
-
Суть процесса. Основные операции и область использования - Характеристика литья под давлением
Принцип процесса литья под давлением основан на принудительном заполнении рабочей полости металлической пресс-формы расплавом и формировании отливки под...
-
Литье под давлением - Технологические процессы производства изделий из поливинилхлорида
Наиболее удобным процессом для производства изделий из ПВХ является процесс литья под давлением. Несмотря на то что стоимость оборудования в этом...
-
Отсутствие высоких давлений и скоростей значительно упрощает все узлы литьевой машины. В 3-4 раза снижается усилие замыкания. Уменьшается толщина и...
-
Литье с газом - Общие аспекты и технология производства пластических масс
Технология литья с газом (Gas Assisted Injection Molding, Gas Injection Molding, Gas Injection Technique) была впервые предложена в 1970 г. и в последние...
-
Технологическая линия производства йогурта (Дополнение 1) состоит из следующего наименования оборудования: 1. Двухслойный резервуар 3000 л из пищевой...
-
Приготовление микрошлифов - Микроскопический анализ металлов и сплавов
Образец для исследования вырезают из такого места, которое давало бы характеристику внутреннего строения всего исследуемого материала. Для получения...
-
Основными промышленными методами получения порошков на основе титана и циркония являются следующие: А) метод металлотермического восстановления; Б)...
-
Заключение, Список литературы - Монтаж зоны загиба машина непрерывного литья заготовок
В процессе выполнения работы я пользовался специальной технической литературой, ознакомился с основными техническими характеристиками, назначением,...
-
Монтаж технологического оборудования должен производиться в строгом соответствии с требованиями СНиП III-4-80, государственной Системы стандартов...
-
Технологическая часть, Выбор способа изготовления отливки - Проект цеха стального литья на 10000 т
Произведем анализ конструкции отливки "Кронштейн передней рессоры задний". Отливка по конструкции несложная, компактная. Толщина стенок по всей длине...
-
-транспортировка зоны загиба и его частей к месту монтажа. -установка зоны загиба -предварительная выверка уровнем положения станины (или основания) на...
-
Металургійні та технологічні особливості зварювання алюмінію та його сплавів Для алюмінію та його сплавів застосовують практично всі промислові способи...
-
Способ установки зоны загиба влияет на основные показатели его качества - точность разливки. При выборе способа установки зоны загиба необходимо...
-
Для подтверждения данных, полученных методом исследования опытных сплавов по кольцевой пробе, был использован метод дифференциального термического...
Методика получения образцов способом непрерывного литья вверх - Методика приготовления сплава