Расчетная часть, Выбор и расчет оборудования. Унификация и агрегатирование оборудования - Серебрение алюминиевых деталей
Выбор и расчет оборудования. Унификация и агрегатирование оборудования
Поскольку покрываемые детали имеют достаточно небольшие линейные размеры, то целесообразней их покрывать на подвесках. Для этого применяются автооператорные линии. В линиях этого типа можно осуществлять:
Отличительными особенностями автооператорных линий являются:
Движение изделий в процессе обработки как в прямом, так и в обратном направления;
Расположение ванн и других позиций обработки не в последовательности выполнения технологических операций;
Возможность осуществления нескольких одноименных операций на одной технологической позиции;
Наличие независимых транспортирующих органов с индивидуальными приводами перемещения и подъема-опускания;
Неодновременность переноса обрабатываемых изделий;
Отсутствие жесткой связи между грузозахватным элементом транспортирующего органа и приспособлением для размещения обрабатываемых изделий;
Наличие устройства программного управления.
Автооператорная линия в общем виде содержит ванны, автооператоры (манипуляторы), сушильную камеру, загрузочно-разгрузочные стойки (устройства), систему вентиляции, металлоконструкцию, систему трубопроводов, площадку обслуживания, командоаппарат (или иную систему программного управления), вспомогательное оборудование (емкости для приготовления электролитов, запасные емкости, фильтровальные установки, насосы, теплообменники и т. п.).
В автооператорных линиях перенос обрабатываемых изделий и длительность их пребывания на каждой позиции задаются технологическим процессом, однако перемещение самого автооператора не совпадает с последовательностью технологических операций и носит челночный характер. Например, автооператор может перенести одну партию изделий с позиции загрузки на позицию химического обезжиривания, затем выгрузить другую партию изделий из ванны покрытия в ванну промывки, после чего вернуться к первой партии изделий и перенести их на позицию электрохимического обезжиривания, и т. д.
В зависимости от требуемой производительности в линии может быть несколько автооператоров. Они размещаются над ваннами или сбоку ванн.
Различают линии с подвесными автооператорами, портальными и консольными.
Для осуществления процесса выбираю подвесной автооператор.
Подвесные автооператоры перемещаются по направляющим путям над ваннами. В этом самом распространенном типе линий доступ к ваннам открыт с двух сторон, что очень удобно при их эксплуатации, а близость массы автооператора и переносимого груза к опорной поверхности рельсовых путей обеспечивает устойчивость как самого автооператора, так и груза в процессе его транспортировки.
Крепление направляющих путей двоякое - к специальным вертикальным стойкам или элементам перекрытия цеха. Линии с креплением направляющих путей к перекрытию цеха наиболее предпочтительны. Они пригодны для обслуживания ванн практически любых длины и высоты. По сравнению с другими типами линий занимаемая ими площадь меньше на 20 - 30 %, а металлоемкость - на 10 - 15 %. В тех случаях, когда крепление направляющих путей к перекрытию цеха связано с определенными сложностями, их монтируют на вертикальных стойках, устанавливаемых на фундаменте или общей раме линии.
Расчет автоматического оборудования для покрытия серебром.
В зависимости от годовой программы и размеров детали выбирается тип приспособления - подвеска.
Часовая программа: 2 м2/ч.
Годовая производительность: (23)
Принимаю ПГ = 6000 м2. С учетом брака ПГ = 6060 м2.
Размеры подвески: 800500 мм, количество катодных рядов n = 1, тогда размер ванн следующий (длинаширинавысота), мм:
Ванна электрохимической обработки 1100700900 (VВ = 0,68 м3)
Ванна химической обработки 1100600900 (VВ = 0,53 м3)
В зависимости от годовой программы и размеров детали выбираю тип приспособления - подвеска.
Единовременная загрузка на подвеску:
, (24)
Где SПодв - площадь подвески, м2;
КЗагр - коэффициент загрузки на подвеску (КЗагр=1,25).
Расчетный ритм автомата:
, (25)
Где - эффективный фонд времени работы оборудования, ч;
- загрузка на подвеску, м2;
- Годовая программа с учетом брака, м2;
N - число катодных рядов.

Число обрабатываемых приспособлений в год:

(26)
Расчет числа ванн на основную операцию:
, (27)
Где - Время выполнения основной операции, мин;
- время на вспомогательные операции (учитывает время на загрузку - выгрузку, холостые ходы) принимают 2 - 3, мин;
NВ > nВ' - округленное до целого большего числа.

, (28)
Где Д - толщина покрытия, мкм;
С - плотность осаждаемого металла, г/см3;
IСр - Катодная плотность тока, А/м2;
КЭ - электрохимический эквивалент, г/А-ч;
Вт - выход по току, доли единиц;
Ванны

Ванны
Ванны


Рабочий ритм автомата:

(29)
Количество автоматов:
Ошибка! Ошибка внедренного объекта.
Коэффициент загрузки:

(30)

Годовая программа:
(31)
Расчет длины линии для процесса серебрения
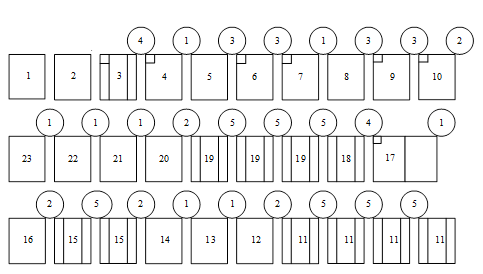
- 1 - загрузочная стойка; 2 - сушильная камера; 3 - ванна химического обезжиривания; 4 - ванна теплой промывки; 5 - ванна травления; 6 - ванна теплой промывки; 7-ванна холодной промывки; 8 - ванна осветление; 9 - ванна холодной промывки; 10 - ванна холодной промывки; 11 - ванна электрохимического никелирования; 12 - ванна улавливания; 13 - ванна улавливания; 14 - ванна улавливания; 15 - ванна меднения; 16-ванна улавливания; 17-ванна каскадной промывки в холодной воде; 18 - ванна предварительного серебрения; 19 - ванна серебрения; 20 - ванна улавливания; 21 - ванна улавливания; 22 - ванна улавливания; 23 - ванна улавливания.
Рисунок 2 - Схема компоновки линии серебрения
Сопряжения:
Дl1 - зазор между ваннами без вентиляционного отсоса и кармана - 160 мм;
Дl2 - зазор между ваннами с односторонним вентиляционным отсосом без кармана - 290 мм;
Дl3 - зазор между ваннами без вентиляционного отсоса с карманом - 235 мм;
Дl4 - зазор между ваннами с односторонним вентиляционным отсосом и карманом - 425 мм;
Дl5 - зазор между ваннами с двухсторонним бортовым отсосом - 390 мм;
ДlБ - ширина одностороннего вентиляционного отсоса - 212 мм
Длина линии рассчитывается по формуле:

, (32)
Где N - количество ванн одного типоразмера;
L - Ширина ванн принятого типоразмера, мм;
LЗ - ширина загрузочно-разгрузочной стойки, мм;
LС - Ширина сушильной камеры, мм;
ДlЗ. с. - Зазор между сушильной камерой и загрузочно-разгрузочной стойкой, 475 мм;
M1-m5 - Количество соответствующих сопряжений ванн;
Дl1-Дl5 - Зазоры между ваннами;
ДlБ - ширина одностороннего вентиляционного отсоса.
+
Ширина линии, м:
, (33)
Где LВн - внутренняя длина ванны, м;
B1 - расстояние от внутренней стенки ванны до наружной плоскости опорной стойки (для подвесочных автооператоров - 0,65 м);
B2 - расстояние от внутренней стенки ванны до наружной плоскости площадки обслуживания (В2 = 1,165м).
Таблица 5 - Расчет потребного количества автоматов и полуавтоматов для покрытий
|
№ по плану |
Наименование автомата, его тип |
Годовая программа |
Габариты подвески, м |
Загрузка на 1 подвеску, м2 |
Количество катодных рядов |
Количество одновременно выдаваемых подвесок |
Ритм расчетный, мин |
Ритм рабочий, мин |
Производительность автомата, м2/год |
Количество Автоматов |
Коэффициент загрузки |
Габаритные размеры оборудования, м | ||
|
Подвески, ь шт. |
М2 |
Расчетное |
Принятое | |||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
Автоматическая Автооператорная Линия процесса Серебрения на Подвесках |
14921 |
6565 |
800Ч500 |
0,44 |
1 |
1 |
16,1 |
14,26 |
7400 |
0,87 |
1 |
0,87 |
Ч2,915 |
Таблица 6 - Технические характеристики ванн процесса серебрения
|
№ по Плану |
Назначение Ванны |
Внутренние Размеры Ванн, мм |
Количество Ванн в Линии |
Рабочий Объем Ванны, м3 |
Условия работы |
Особые требования | |||
|
Нагрев |
Подвод воздуха |
Вентиляция |
Футеровка | ||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
27/3 |
Ванна химического Обезжиривания |
1100Ч600Ч900 |
1 |
0,53 |
+ |
- |
Двухсторонние бортовые отсосы |
- | |
|
27/4 |
Ванна теплой Проточной промывки |
1100Ч600Ч900 |
2 |
0,53 |
+ |
- |
- |
- | |
|
27/5 |
Ванна травления |
1100Ч600Ч900 |
1 |
0,53 |
+ |
- |
- |
- | |
|
27/6 |
Ванна холодной Проточной промывки |
1100Ч600Ч900 |
3 |
0,53 |
- |
+ |
- |
- |
Перемешивание Сжатым воздухом |
|
27/7 |
Ванна Осветления |
1100Ч600Ч900 |
1 |
0,53 |
- |
- |
Двухсторонние бортовые отсосы |
- | |
|
27/13 |
Ванна Электрохимического Никелирования |
1100Ч700Ч900 |
6 |
0,68 |
+ |
+ |
Двухсторонние бортовые отсосы |
Винипласт |
Перемешивание Сжатым воздухом |
|
27/8 |
Ванна непроточной Промывки |
1100Ч600Ч900 |
8 |
0,53 |
- |
+ |
- |
- |
Перемешивание Сжатым воздухом |
|
27/12 |
Ванна меднения |
1100Ч700Ч900 |
2 |
0,68 |
- |
- |
Двухсторонние бортовые отсосы |
Винипласт | |
|
27/11 |
Ванна каскадной Двухступенчатой противоточной Холодной промывки |
1100Ч1200Ч900 |
1 |
1,06 |
- |
+ |
- |
- |
Перемешивание Сжатым воздухом |
|
27/10 |
Ванна Предварительного серебрения |
1100Ч700Ч900 |
1 |
0,68 |
- |
- |
Двухсторонние бортовые отсосы |
Винипласт | |
|
27/9 |
Ванна серебрения |
1100Ч700Ч900 |
3 |
0,68 |
- |
- |
Двухсторонние бортовые отсосы |
Винипласт | |
|
27/2 |
Сушильная камера |
1120Ч630Ч1200 |
1 |
0,76 |
+ |
- |
- |
- |
Похожие статьи
-
Выбор и обоснование технологического процесса серебрения Предварительная подготовка поверхности металла перед покрытием необходима для того, чтобы...
-
На базе одного и того же технологического процесса (или процессов) можно организовать (спроектировать) различные производственные процессы. Так,...
-
Выбор оборудования Выбираю вертикально сверлильный станок модели 2Н135. Станок предназначен для сверления, рассверливания, зенкерования, развертывания...
-
Схема размещения технологического оборудования - это расположение технологического оборудования и рабочих мест на производственной площади. В курсовом...
-
Расчетная плотность нефти при температуре Т=ТР определяется по формуле Где - температурная поправка, кг/(м3-К), =1,825 - 0,001315293 ; 293 - плотность...
-
Где - затраты на ремонт оборудования; - норматив годовых затрат на ремонт механической части оборудования, руб./ед. р.с. (примем равным 87000 руб./ед....
-
Амортизационные отчисления от стоимости оборудования определяются по формуле: (4.5) Где - амортизационные отчисления от стоимости оборудования на i-ой...
-
, (4.4) Где З'Ср. бр - среднегодовая тарифная ставка вспомогательного рабочего в бригаде, руб.; R'Бр - количество вспомогательных рабочих в бригаде; СПрi...
-
Технологическая карта на ремонт детали смотреть приложение Б. Выбор размера партии детали Размер партии должен быть выбран с таким расчетом, чтобы...
-
При размещении оборудования руководствовались технологическими, техническими требованиями и регламентированными нормами. При выборе варианта компоновки...
-
Таблица 1. Приспособления, инструмент для разборочно-сборочных работ Наименование инструмента Обозначение инструмента Стандарт Ключ гаечный с открытым...
-
Стандарт-план прямоточной линии строится на основании графика загрузки операций, который представлен таблицей 6.1. Таблица 6.1 - График загрузки операций...
-
Теоретические основы процесса серебрения Серебрение применяется для защитно-декоративных целей (ювелирные изделия, столовые приборы, музыкальные...
-
В ходе выполнения курсового проекта были найдены 12 альтернативных вариантов производственной структуры поточной линии и рассчитаны их основные...
-
Затраты на технологическую энергию определяются по формуле: (4.9) Где - затраты на технологическую энергию на i-ой операции, руб. - установленная...
-
Выбор типа дробильного оборудования производят исходя из того, что дробилки, устанавливаемые на последовательных стадиях дробления, должны быть увязаны...
-
На основании проекта организации производственного процесса осуществляется проектирование поточной линии. При составлении технического задания на...
-
В настоящее время первичным звеном сложных производственных систем крупных предприятий является поточное производство - форма организации производства,...
-
Обоснование выбора типа потока Поток - форма организации производственных процессов, при которой все операции на рабочих местах выполняются в...
-
Изгиб вала Износ поверхности под подшипник Износ поверхности под подшипник Износ шлицов по ширине 005 слесарная 010 токарно-винторезная 015 слесарная 020...
-
Пневматический съемник Максимальное усилие 7000 Н. Максимальное давление в системе 0,4 МПа Максимальный ход штока 2900 мм. Таблица 1 Наименование...
-
Режим работы участка - Серебрение алюминиевых деталей
В курсовом проекте предусмотрен двухсменный режим работы проектируемого отделения, рабочий день составляет 8 часов: Первая смена работает с 6: 30 до 15:...
-
В приспособлениях силы трения возникают на поверхностях контакта заготовки с опорными и зажимными элементами. Величина коэффициента трения (зависит от...
-
Конструктивные схемы крепления валов перемешивающих устройств В большинстве аппаратов химической технологии с целью интенсификации проводимых процессов...
-
Теоретические основы процесса никелирования - Серебрение алюминиевых деталей
Никель относится к электроотрицательным металлам, но в обычных атмосферных условиях из-за сильной склонности к пассивированию он длительное время...
-
Теоретические основы процесса меднения - Серебрение алюминиевых деталей
Медные покрытия обычно не применяются как самостоятельные электролитические покрытия ни для защиты стальных деталей от коррозии, ни для декоративной цели...
-
Затраты на содержание и амортизацию производственной площади определяются по формуле: (4.10) Где - затраты на содержание и амортизацию производственной...
-
Характеристика обрабатываемых деталей. Обоснование вида и толщины покрытий Серебро широко применяется в гальванотехнике. Серебро - ковкий, пластичный...
-
Введение - Серебрение алюминиевых деталей
Металлические покрытия с каждым годом находят все более широкое и разностороннее применение в промышленности. Это связано с изменением условий...
-
Определяем трудозатраты для механической части для провидения капитального ремонта , чел/час Где RМ - категория сложности механической части, RМ = 0,5 р....
-
Данные для построения: NМ1 =-35 об/мин - частота вращения в 1 рабочей точке; T1 = 20 с - время работы в 1 точке; NМ2 = 95 об/мин - частота вращения в 2...
-
Выбор и расчет необходимого количества оборудования На основании производительности, характеристики производства, горно-технических и горно-геологических...
-
Расчет материальных затрат Затраты на материал на единицу продукции рассчитываются по формуле М = Где ЦМ - цены материала МЗ - норма расхода материала на...
-
Теплопередающая поверхность приборов охлаждения, м2 Fво=Qоб/k-Дt Где Qоб - тепловая нагрузка на камерное оборудование, Вт ; К - коэффициент теплопередачи...
-
Тепловой расчет и выбор компрессорного оборудования Выбор расчетного рабочего режима холодильной установки Температура кипения, °С To= tв - ( 7...12)°С...
-
Технологическая себестоимость - часть себестоимости изделия, определяемая суммой затрат на осуществление технологических процессов изготовления изделия....
-
При фиксированном эффективном фонде времени работы производственная программа в вариантах определяется по формуле: (3.1) Где - годовая производственная...
-
Расчет технологической себестоимости детали позволяет принять окончательное решение о выборе варианта организации производственного процесса. Проведем...
-
При выборе материала для изготовления деталей необходимо учитывать их свойства, условия работы, характер нагрузок и напряжений. Пальцы: выполняют из...
-
Изгиб вала Износ поверхности под подшипник Износ шлицов по ширине Износ резьбы. 005 слесарная 010 токарно-винторезная 015 слесарная 020 наплавочная 025...
Расчетная часть, Выбор и расчет оборудования. Унификация и агрегатирование оборудования - Серебрение алюминиевых деталей