Общая схема электроискрового процесса - Повышение прочностных характеристик поверхностных слоев электроискровым легированием
При ЭИЛ осуществляется воздействие на металлические поверхности в газовой среде короткими (до 1000 мкс) электрическими разрядами энергией от сотых долей до десятка и более джоулей и частотой обычно не более 1000 Гц. При периодическом контакте электрода А (анода) - (рисунок 1), вибрирующего в межэлектродном промежутке МЭП с частотой fA, c обрабатываемым изделием К (катодом) и его разрыве возникают электрические разряды, создаваемые генератором импульсов ГИ.
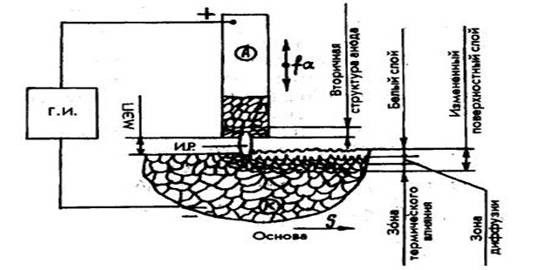
Рисунок 1 Общая схема электроискрового привода
В результате происходит следующее: идут процессы преимущественного разрушения материала электрода (анода) и образования вторичных структур в рабочей его части; осуществляется перенос продуктов эрозии электрода на деталь (катод); на поверхности обрабатываемого изделия протекают микрометаллургические процессы; элементы материала электрода диффундируют в поверхностный слой изделия; поверхность изделия приобретает новый специфичный рельеф (рисунок 2 а); образуется на поверхности изделия измененный слой (рисунок 2 б), включающий белый слой, диффузионную зону и зону термического влияния, при этом изменяются свойства поверхностного слоя; формируется поверхностный слой мелкодисперсного состава, вплоть до наноуровня (рисунок 2 в); происходит изменение размера изделия.
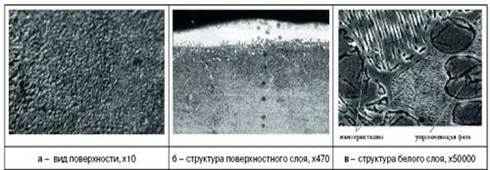
Рисунок 2 Изменение рельефа поверхности (а) и структуры поверхностного слоя (б, в)
Таким образом на поверхности детали образуется новый слой, которому придаются отличные от исходного состояния свойства в зависимости от параметров искрового разряда, состава электродного материала, материала обрабатываемой детали и других факторов. Эти свойства управляются в широких пределах (таблица 1) и обеспечивают требуемые качества: повышенные микротвердость, износостойкость, жаростойкость и другие.
Таблица 1
Характеристики покрытий нанесенных ЭИЛ

Широкие технологические возможности и достоинства ЭИЛ являются основой его эффективного успешного применения в различных отраслях при упрочнении объектов из металлических материалов или восстановлении размеров, утраченных в процессе эксплуатации. Это в полной мере относится к машиностроительным предприятиям. Здесь электроискровые технологии применяются для увеличения износостойкости режущих инструментов заготовительного и основного производства, различной технологической оснастки, включая штампы для холодной и горячей обработки металлов и неметаллических материалов, деталей машин (рисунок 3).

Рисунок 3 Примеры объектов упрочняющей электроискровой обработкой
Похожие статьи
-
В основе изготовления большинства деталей машин и механизмов лежит механическая обработка давлением и резанием, которая традиционно используется много...
-
Типовой технологический процесс ЭЭО на копировально-прошивочных станках заключается в следующем: 1. Заготовку фиксируют и жестко крепят на столе станка...
-
Обработка резанием является одним из самых универсальных видов обработки. Этим методом можно получать детали любой формы при любых требованиях к чистоте...
-
Поверхностная закалка - Характеристика и структурные методы исследования металлов
Это закалка, при которой только поверхностный слой изделия нагревают до заданной температуры. При поверхностной закалке на некоторую (заданную) глубину...
-
Для полуавтоматической сварки проектом предлагается ПДГ-315 Буран. Технические характеристики сварочного полуавтомата ПДГ-315 Буран представлены в...
-
Схема технологического процесса Рисунок 2.1.2. - Схема технологического процесса, изготовления лампы накаливания Изготовление вводов Важными...
-
Конструктивно - технологическая характеристика модели изделия Мной представлена модель девичьих туфель - лодочек на низком каблуке клеевого метода...
-
Показатели физико-механических и технологических свойств материалов Наименование и артикул ткани, ГОСТ, ОСТ или ТУ на материал Стандартные нормы...
-
Суть процесса. Основные операции и область использования - Характеристика литья под давлением
Принцип процесса литья под давлением основан на принудительном заполнении рабочей полости металлической пресс-формы расплавом и формировании отливки под...
-
Характеристика сплава Таблица 4 Марка чугуна Массовая доля элементов,% (остальное) Механические свойства С Si Mn P S Вв HB Не более МПа СЧ 15 3.5 -3.7...
-
Отклонение размеров профиля после электроэрозионного шлифования находится в пределах от 0,005 до 0,05 мм, шероховатость Ra = 2,5 (0,25),...
-
ОБРАБОТКА РЕЗАНИЕМ - Основные технологические процессы механообрабатывающих производств
Обработка металлов резанием, технологические процессы обработки металлов путем снятия стружки, осуществляемые режущими инструментами на металлорежущих...
-
Сущность процесса заключается в механическом разрушении наружного слоя материала на обрабатываемой поверхности заготовки под воздействием внешней силы -...
-
Механическая обработка - обработка изделий из стали и других материалов с помощью механического воздействия с применением резца, сверла, фрезы и другого...
-
Схема размещения технологического оборудования - это расположение технологического оборудования и рабочих мест на производственной площади. В курсовом...
-
Общая характеристика размерной обработки - Технологические возможности способов резания
Механическая обработка поверхностей заготовок является одной из основных завершающих стадий изготовления деталей машин. Одна из актуальных задач...
-
Для повседневного платья на первом плане функциональные и эргономические требования, такие как воздухопроницаемость, гигроскопичность, и несминаемость, а...
-
Запрессовка детали специальными прессами - Характеристика рабочих процессов газотурбинной установки
Осуществление прессовых посадок основано на запрессовке сопрягаемых поверхностей деталей при одинаковой температуре для обеих деталей, либо при...
-
Пост ручной дуговой сварки (РДС) Стационарный сварочный пост комплектуется: 1. Система вентиляции, 2. освещение, 3. заземление, 4. источник питания...
-
Схема технологического процесса Рис. 2.1. Схема технологического процесса изготовления лампы накаливания Изготовление вводов Важными заготовительными...
-
В зависимости от принятых решений по выбору здания и схемы размещения технологических процессов на швейном предприятии выполняет расчеты швейных...
-
Свыше 35 лет назад на территории Тульской области был организован Узловский химический завод, первой продукцией которого были текстолитовые каски. В...
-
Актуальность работы. В технологических процессах производства сливочного масла основным параметром, определяющим качество готового продукта и степень...
-
Наиболее сильные изменения свойств наноматериалов и наночастиц наступают в диапазоне размеров кристаллитов порядка 10 - 100нм. Основные физические...
-
Заключение - Развитие сварочного производства
Задачей сварочной операции является получение механически неразъемных соединений, подобных по свойствам свариваемому материалу. Это может быть...
-
Введение - Химико-термическая обработка металлов
Термической обработкой называют процессы, связанные с нагревом и охлаждением, вызывающие изменения внутреннего строения сплава, и в связи с этим...
-
Введение, Основные понятия - Гальванические покрытия
В реферате рассматриваются методы гальванического упрочнения: электролитическое хромирование, электролитическое железнение. Хромирование используют для...
-
Особенности формования кристаллизующихся полимеров - Изготовление деталей из пластмасс
При формовании изделия, расплав полимера кристаллизуется в результате теплопередачи его тепла более холодным стенкам прессформы. Скорость охлаждения в...
-
Наклеп (упрочнение), Тепловыделения в зоне резания - Режимы резания
Упрочнение (наклеп) - увеличение твердости и прочности поверхностного слоя, в результате искажения кристаллической решетки зерен под действием упругой и...
-
При выполнении курсового проекта была подобрана группа деталей, а также выполнен технологический чертеж комплексной детали. Дана характеристика материала...
-
Структура. Под структурой плотного продукта понимают размеры и пространственное расположение отдельных частиц или компонентов. Рис.6. Микроструктура...
-
Математическое моделирование процесса вибродорнования
Классификация основных показателей процесса вибродорнования с целью построения математической модели Процесс вибродорнования отверстий характеризуется...
-
Образование цвета Цвет традиционно считается важнейшим критерием правильности проведения процесса копчения. По мнению потребителя, красивый...
-
Понятие, что такое сварочная дуга, сварка и сварочная ванна? Ручная дуговая сварка - это сварка покрытым металлическим электродом. Является наиболее...
-
Производственный процесс -- понятие более широкое, включающее в себя кроме технологического процесса все другие вспомогательные процессы, подготовку...
-
Формование листовых термопластов является чрезвычайно важным процессом для производства трехмерных изделий из поливинилхлорида. Схема этого процесса...
-
Пластмассы. Основные характеристики пластмасс - Пластмассы. Их свойства и области применения
Пластические массы (пластмассы, пластики) -- материалы на основе природных или синтетических полимеров, способные под влиянием нагревания и давления...
-
Грохочение, Основные понятия и назначение грохочения - Основы процесса грохочения
Основные понятия и назначение грохочения Грохочение - процесс разделения сыпучего зернистого материала на продукты различной крупности (классы) с помощью...
-
Анализ конструкции (объекта дипломного проектирования) на предмет снижения ее массы, применения новых материалов, совершенствования конструктивных...
-
Проверяем пригодность роликоподшипников конических однорядных по ГОСТ 333-79, условное обозначение - 7202. Проверим пригодность подшипника по [8;c.103]:...
Общая схема электроискрового процесса - Повышение прочностных характеристик поверхностных слоев электроискровым легированием