Технология изготовления ножа кустореза, Назначение и выбор заготовки для ножа кустореза, Проектирование маршрута изготовления и соответственного оборудования - Проектирование кустореза на базе гусеничного трактора Т-170
Назначение и выбор заготовки для ножа кустореза
Нож (рисунок 4.1) является одной из основных деталей рабочего оборудования кустореза. Изготавливаемый нож устанавливается в передней части отвала кустореза.
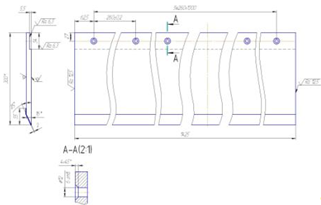
Рисунок 4.1 - Нож кустореза
Ножи кусторезов изготавливают из низкоуглеродистой стали с нанесение на режущую часть слоя сармайта. Сармайт - порошкообразный сплав, представляющий собой черно-серую зернообразную массу с размером зерен 1--2 мм. Химический состав: углерода 8--10-%, хрома 16--20%, марганца 13-- 17%, кремния не более 3%, остальное -- железо. Твердость наплавленного слоя HRC 75--78. Температура плавления сармайта 1300-- 1350 °С.
Нож изготовлен из стального проката лист.
Проектирование маршрута изготовления и соответственного оборудования
Проектируемый технологический маршрут изготовления ножа кустореза приведен в таблице 4.1.
Таблица 4.1 - Технологический маршрут изготовления ножа кустореза
|
№ опе-рации |
Название операции |
Оборудование |
Инструмент |
Материалы |
|
005 |
Отрезная |
Станок для гидроабразивной резки WJ 2030В-1Z-EKO |
Водно-абразивный состав | |
|
010 |
Фрезерная |
Станок фрезерный 6Б75, прижимы |
Фреза 2210-0063 ГОСТ 9304-69; Линейка стальная 1000мм ГОСТ 497-75; штангенциркуль ШЦ-1-125-0,01 ГОСТ 166-89 |
СОЖ Росойл-МР-10 ТУ 0258-032-06377- 288-2001; |
|
015 |
Фрезерная |
Станок фрезерный 6Б75, стол поворотный с нониусом |
Фреза 2210-0085 ГОСТ 9304-96; Линейка стальная 1000мм ГОСТ 497-75; штангенциркуль ШЦ-1-125-0,01 ГОСТ 166-89 |
СОЖ Росойл-МР-10 ТУ 0258-032-06377- 288-2001; |
|
020 |
Сверлильная |
Станок вертикально сверлильный 21104Н7Ф4 |
Сверло 2301-3578 ГОСТ 10902-77; Зенкер 2320-- 2565 h8 ГОСТ 12489--71; Штангенциркуль ШЦ-1-125-0,01 ГОСТ 166-89 |
СОЖ Росойл-МР-10 ТУ 0258-032-06377- 288-2001; |
|
025 |
Наплавочная |
Автомат-А530М |
Линейка стальная 1000мм ГОСТ 497-75; штангенциркуль ШЦ-1-125-0,01 ГОСТ 166-89; |
Сормайт прутковой Пр-С27 ГОСТ 21449-75(d=6мм) |
|
030 |
Термическая |
Установка для закалки ТВЧ |
Индуктор для закалки плоских деталей | |
|
035 |
Правка |
Пресс гидравлический ПСГ-621, призмы, плита контрольная, |
Индикатор часового типа ИЧ02-0,001 ГОСТ 577-68; стойка С-I (07201), штатив Ш-II Н ГОСТ 10197-70. | |
|
040 |
Шлифовальная |
Станок плоскошлифовальный 3П756Л, плита магнитная |
Круг ПП 150Ч30Ч 15 А ГОСТ 2424-83; линейка стальная 1000мм ГОСТ 497-75; штангенциркуль ШЦ-1-125-0,01 ГОСТ 166-89 |
Связка керамическая |
|
045 |
Контрольная |
Плита контрольная |
Линейка стальная 1000мм ГОСТ 497-75; штангенциркуль ШЦ-1-125-0,01 ГОСТ 166-89 |
Подробный технологический маршрут изготовления приведен в Приложении Б.
Похожие статьи
-
Припуском на обработку называется слой материала, удаляемый с поверхности заготовки в процессе ее обработки для обеспечения заданного качества детали....
-
Выбор и расчет основных параметров кустореза Для проектируемого кустореза в качестве прототипа выбираем бульдозер ДЗ-109Б на базе трактора Т-170 (рисунок...
-
Целью данного анализа является изучение современных конструкций гусеничных тракторов, которые будут являться базами для навешивания кусторезного...
-
Проверка работоспособности кустореза - Проектирование кустореза на базе гусеничного трактора Т-170
При работе кустореза в горизонтальной плоскости вследствие несимметричности нагрузки возникает поворачивающий момент (рисунок 2.2). При срезании...
-
Целью данного пункта является рассмотрение технологических схем производства работ кусторезами и разработка собственной схемы производства работ с...
-
Введение - Проектирование кустореза на базе гусеничного трактора Т-170
Земляным работам в строительстве, как правило, предшествуют подготовительные работы. Подготовительные работы включают: Очистку будущей строительной...
-
В качестве заготовки для шестерни используем поковку, изготовленную на горячештамповочном кривошипном прессе. Существует ряд основных принципов...
-
Тяговый расчет - Проектирование кустореза на базе гусеничного трактора Т-170
Суммарное тяговое сопротивление для кустореза в рабочем положении находится из выражения [12, стр. 107-117] Где - сила сопротивления от перемещения...
-
Подбор технологического оборудования - Техническое обслуживание и ремонт автотранспорта
Подбор технологического оборудования, технологической и организационной оснастки для агрегатного участка производим с учетом рекомендаций типовых...
-
В настоящее время насчитывают до двухсот методов, способов и вариантов изготовления печатных плат. Однако большинство из них устарело. В современном...
-
Все оборудование для ТО и ремонта можно разбить на три группы: А) технологическое (станки, автомобильные мойки, подъемники); Б) организационная оснастка...
-
Подбор технологического оборудования, организационной и технологической оснастки для объекта проектирования осуществляется с учетом рекомендаций типовых...
-
Подбор технологического оборудования, технологической и организационной оснастки для объекта проектирования осуществляется с учетом рекомендаций типовых...
-
Количество металлорежущих станков: (1.9.1) Где ТСт - трудоемкость металлорежущих станков, чел. - час, ФД - действительный фонд времени мастерской, КИ -...
-
Таблица 5 - Описание выбранного режущего инструмента Номер и наименование операции Название режущего инструмента ГОСТ или ТУ на режущий инструмент...
-
При выборе оборудования для каждой технологической операции необходимо учитывать назначение обработки, габаритные размеры деталей размер партии...
-
Как было установлено ранее, на проектируемой ВОЛС Соликамск-Екатеринбург, исходя из подсчитанного необходимого количества ОЦК, а также резервного...
-
Выбор оборудования для проектируемого СТО - Проектирование станции технического обслуживания
Для полноценной и качественной работы станции технического обслуживания необходимо современное оборудование. Мною был проведен анализ и выбрано самое...
-
Выбор оборудования WDM Обзор аппаратуры фирм, выпускающих оборудование DWDM. Tехнология DWDM (Dense Wavelength Division Multiplexing) обеспечивает...
-
Выбор оборудования и инструмента для СТО - Обслуживание легковых автомобилей в г. Нефтеюганске
При подборе оборудования мною был использован "Каталог ГАРО" выбор был основан на универсальности оборудования, его способности использоваться с большей...
-
Комплектация узла агрегации FTTB Рисунок 4.1 - Структурная схема комплектации узла агрегации FTTB Оптический кросс КРС-48. Рисунок 4.2 - оптический кросс...
-
Площадь зоны технического обслуживания и текущего ремонта зависит от числа постов и габаритных размеров автомобилей, при этом выбирается автомобиль с...
-
005. Слесарная А. Установить. 1. Зачистить края пробоины и выровнять поверхность блока. 010. Сверлильная А. Установить, закрепить заплату. 1. Сверлить...
-
Автоматические системы и измерительные комплексы, используемые для целей навигации, стабилизации и других видов управления, состоят из различных деталей,...
-
Капитальные вложения включают стоимость приобретения или изготовления специальных установок, приборов и оборудования, предназначенных только для...
-
Для выполнения качественного текущего ремонта вагонов пункта имеет следующее техническое оснащение: 1-ый путь, длиной 140 м, специализированный на...
-
Применение современного оборудования для выполнения работ по техническому обслуживанию и ремонту автомобилей облегчает и ускоряет многие технологические...
-
Для производства Многослойных печатных плат используются различные стеклотекстолиты по условию технического задания устройство должно работать в условиях...
-
Детали современных автомобильных двигателей -- блок цилиндров, головка блока, коленчатый и распределительный валы, шатуны -- изготовляются с высокой...
-
Оснащение локомотивных депо современным технологическим оборудованием, различными новейшими стендами и приспособлениями, современными приборами и...
-
Подбор технологического оборудования К технологическому оборудованию относятся стационарные и переносные станки, стенды, приборы, приспособления,...
-
Количество основного оборудования может быть определенно или по трудоемкости работ, выполненных на нем, или по производительности оборудования. При...
-
В зависимости от числа постов для данного вида ТО и уровня их специализации различают два основных метода организации работ по техническому обслуживанию...
-
Основой проектирования предприятия является его технологический расчет, определяющий производственную программу предприятия. Производственная программа...
-
Программа ремонта вагонов составляет: N Г =N Квартальная программа вычисляется по формуле: Месячная программа вычисляется по формуле: Суточная программа...
-
Технологическое оборудование включает в себя цистерну для топлива, разделенную на два отсека, насос, фильтры грубой очистки, гидравлическую систему...
-
Ni= ТГi Ч КН ? ДГР Ч tСМ Ч ССМ Ч Р Ч КИ (5.0) Ni=7428Ч1,10/305Ч8Ч2Ч1Ч0,92=1,8 Резервное количество постов зоны ТР определяется по формуле: NРЕЗ = (КИ...
-
Для проведения диагностики и установки сигнализации на автомобиль SsangYong нам потребуется технологическое оборудование, инструмент и расходные...
-
Таблица 4 Примерная площадь производственных участков Участок Площадь м2 Агрегатный 54 Слесарно-механический 48 Электротехнический 18 Аккумуляторный 36...
-
Таблица 3. Распределение исполнителей в зоне ТО по специальностям Виды работ Распределение трудоемкости, % Количество исполнителей Расчетное Принятое 1 2...
Технология изготовления ножа кустореза, Назначение и выбор заготовки для ножа кустореза, Проектирование маршрута изготовления и соответственного оборудования - Проектирование кустореза на базе гусеничного трактора Т-170