Непрерывная девулканизация резиновой крошки с использованием ультразвука как метод повышения техногенной безопасности
В последние десятилетия человеческая цивилизация столкнулась с глобальными проблемами в экономической, экологической и информационной сферах. Социальная неустойчивость, техногенная напряженность и расшатывание базы традиционных культур угрожают ее гибели.
Возникновение глобальных проблем (ядерное противостояние, экологические угрозы, перенаселение, нищета, неизлечимые болезни, международный терроризм, проблема "Севера-Юга" и т. д.) может привести к "закату" истории человечества. Попытка системно осмыслить причины нестабильности и катастрофичности в развитии современного мира приводит к необходимости построения сверхсистемной модели космопланетарных взаимодействий биосферы, социосферы, техносферы, антропосферы, информациосферы и культуросферы.
Проблемы обеспечения безопасности и устойчивого развития в настоящее время являются важными проблемами, находящимися в центре внимания государства и общества. В условиях нарастания остроты глобальных проблем современности, процесса перехода биосферы в техносферу и ноосферу вопросы безопасности в ноосфере требуют социально-философского осмысления, рассмотрения их в контексте стратегии устойчивого развития. В эпоху трансформационных процессов, рисков вхождения в процессы глобализации, возникает необходимость в отслеживании возможностей катастроф, различных по своей природе [1].
В настоящее время одной из самых острых проблем развитых государств является проблема техногенной безопасности. Каждая страна старается решить ее по-своему, но последнее время намечаются некоторые тенденции в объединении для решения этой проблемы. Проводятся многочисленные международные конференции, результатом которых становятся разного рода соглашения преследующие общую цель - свести к минимуму человеческие жертвы при техногенных катастрофах, выбрать наиболее действенные методы повышения техногенной безопасности.
Методы повышения техногенной безопасности состоят в нормативно обоснованном принятии конструктивных, технологических и эксплуатационных решений для указанных стадий жизненного цикла, в декларировании и поддержании безопасности на требуемом уровне, в обеспечении контроля, диагностики и мониторинга состояния технических систем с учетом повреждающих и поражающих факторов, в подготовленности систем, операторов и персонала к действиям в чрезвычайных ситуациях [2].
В области техногенной безопасности целью управления рисками является недопущение аварий и техногенных катастроф за счет создания безопасных для человека и окружающей среды промышленных технологий и производств. Однако в реальной жизни полностью избежать промышленных аварий и катастроф не удается. Поэтому деятельность в области обеспечения техногенной безопасности строится на признании возможности возникновения аварийных ситуаций с объектами техники и принятии мер по недопущению их развития в аварию или снижению ущерба от них. Мероприятия по обеспечению техногенной безопасности в современных условиях являются острой политической проблемой.
На федеральном уровне управление техногенной безопасностью и риском должно быть сосредоточено на решении перспективных, долгосрочных задач, формировании целевых установок и стратегий управления, создании необходимой законодательной и нормативно-правовой базы [3]. резинотехнический экструзия регенерат экологический
Учитывая специфику стран СНГ, рассмотрим вопросы техногенной безопасности в полимерной промышленности и один из ее частных случаев - переработку резинотехнических изделий (РТИ) и автомобильных шин.
На всех этапах получения и переработки сырья, а также при производстве шин и других РТИ оказывается существенное воздействие на окружающую среду, внося различные загрязнения, большинство из которых являются токсичными, загрязняя воздушный, водный бассейны и почву.
Проблема обеспечения экологической безопасности шин при эксплуатации во многом сходна с проблемой охраны окружающей среды в резиновой промышленности, производстве шин, но имеет и существенные особенности. Выделяющиеся из автомобильных шин химические вещества, твердые продукты истирания протектора негативно влияют на окружающую среду, здоровье людей. Высокая экологическая опасность шин и РТИ обусловлена, с одной стороны, токсическими свойствами применяемых при их изготовлении материалов и содержащихся в них примесей, а с другой стороны - свойствами более ста видов химических веществ, выделяющихся в воздушную и водную среды при эксплуатации, обслуживании, ремонте и их хранении [4].
Для снижения рисков загрязнения биосферы отходами РТИ и в частности шинами, их необходимо перерабатывать или повторно использовать. Их возможно использовать в качестве дешевого полимерного сырья. Переработанная резина может использоваться для производства длинномерных РТИ, в частности профилей, шлангов, труб; как компонент асфальта, а также, например, для изготовления спортивных покрытий стадионов. Также изношенные шины могут служить наполнителем в какой-либо полимерной продукции или использоваться как альтернативные источники тепла.
Продукт переработки резиновых отходов называется регенератом. Регенерат характеризуется способностью смешиваться с каучуком и другими ингредиентами, а также подвергаться повторной вулканизации. По структуре, составу и свойствам регенерат подобен резиновым смесям, используемым для изготовления новых изделий [5].
Значительный вклад в отношении вопросов обеспечения техногенной безопасности вносит ФГБОУ ВПО "Тамбовский государственный технический университет". На базе университета разрабатываются новые конструкции и технологии безотходного производства, которые позволяют перерабатывать твердые бытовые отходы различного происхождения.
Для регенерации резины в лаборатории кафедры "Переработка полимеров и упаковочное производство" ФГБОУ ВПО "Тамбовский государственный технический университет" разработана экспериментальная установка на базе червячной машины МЧХ-32/10 и технология на основе непрерывного термомеханического метода, который включает в себя несколько основных стадий: подготовка резиновой крошки, смешивание крошки с химическими компонентами и непосредственная переработка на оборудовании. Для получения заготовки необходимого качества варьировались как конструктивные, так и технологические параметры.
Стадия смешивания крошки с химическими компонентами осуществлялась при помощи Z-образного смесителя. В смеситель засыпалась крошка и добавлялась стеариновая кислота. В результате получался однородный порошкообразный материал с равномерно распределенной стеариновой кислотой по всей массе. После смешивания крошки со стеариновой кислотой полученный порошкообразный материал обрабатывался на вальцах с целью его частичной пластикации и подготовки ленты для загрузки в червячную машину.
Для переработки подготовленной ленты методом экструзии использовалась установка, описанная в [5], позволяющая воздействовать ультразвуком на перерабатываемый материал на стадии девулканизации. Воздействие ультразвука обеспечивает повышение качества девулканизованного материала и снижение механических нагрузок на экструдер, а также способствует снижению общей потребляемой энергии процесса переработки.
Схема экспериментальной установки представлена на Рис.1. На данном этапе экспериментов установка позволяет получать бесформенную массу девулканизата, так как ультразвуковой преобразователь смонтирован на место формующего инструмента. При этом экструдер МЧХ-32/10, послуживший основой установки, остается без изменений, что позволяет устанавливать на него по необходимости любой прежний формующий инструмент, позволяет перерабатывать и обычные резиновые смеси, формовать изделия и т. д.
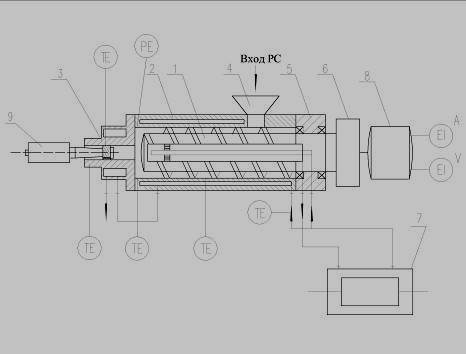
Рис. 1. Экспериментальная установка для исследования процессов экструзии:
1 - шнек; 2 - цилиндр; 3 - формующая головка; 4 - загрузочное устройство; 5 - привод шнека; 6 - редуктор; 7 - термостат; 8 - электродвигатель; 9- ультразвуковой преобразователь; TE - датчики температуры; PE - датчик давления; A - амперметр; V - вольтметр
Эксперименты проводились при различных условиях: варьировались температуры экструдера, режимы работы экструзионной установки, частота ультразвука. Эксперименты проводились с применением ультразвука и без его воздействия, после чего сравнивались результаты. При включении ультразвука наблюдалось резкое падение давления в материальном цилиндре червячной машины, что заметно снижает энергопотребление и увеличивает ресурс установки. Девулканизованные образцы экструдата полученные с применением ультразвука и без его воздействия сравнивались между собой.
На Рис.2 представлены фотографии поперечных сечений образцов экструдата переработанных крошечных резиновых отходов, полученные в результате предварительных экспериментов (у экструдера ультразвуковая приставка находилась до формующего инструмента), где хорошо видны отличия структуры заготовок при воздействии на них ультразвука (б) и без его воздействия (а) (при одинаковых температурных режимах и частотах вращения червяка). Причем, образцы, на которые было оказано ультразвуковое воздействие получили большую степень девулканизации, так как имеют равномерную и однородную структуру без воздушных включений (темные пятна), а так же увеличенную пластичность и практически отсутствующую пористость.
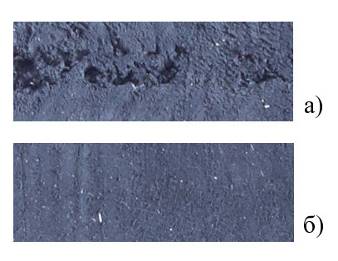
Рис.2. Фотографии поперечных сечений переработанной резиновой крошки без воздействия ультразвука (а) и с его применением (б)
Модификация структуры перерабатываемого материала происходит благодаря акустической кавитации. Моделирование процесса проводят используя концепцию эффективной вязкостной характеристики потоков до девулканизации совместно со сдвиговой деформацией, температурой и зависимой от вязкости гель фракции. На материал действовали: усилие сдвига, давление и различные температуры, ультразвуковые волны. Все это способствует разрыву межмолекулярных связей. Прогнозируемые данные (поведение гель фракции), сила межмолекулярных связей, и применяемое давление в модели были подтверждены экспериментальными данными [6].
Установка работает следующим образом: лента, подготовленная на вальцах, загружается в загрузочный бункер, а затем подается в экструдер, червяк которого проталкивает и деформирует ее. Это воздействие разогревает частицы и уменьшает вязкость перерабатываемого материала. При прохождении размягченной ленты через полость экструдера она подвергается воздействию ультразвуковой энергии.
Частота волн ультразвука, воздействующих на экструдат, колебалась в диапазоне от 22 до 22,5 кГц. Для равномерного охлаждения образцов на выходе из экструдера использовалась ванна с водой.
Таким образом, разработанная технология может быть применена для получения длинномерных заготовок из резиновой крошки с заданными показателями качества и, как следствие этого, - использована как один из методов для решения проблемы утилизации отходов резинотехнических изделий и повышения техногенной безопасности.
Список литературы
- 1. Цветков М. Ю. Философские проблемы ноосферной безопасности: системно-синергетический подход: автореф. дис. на соискание степени канд. философских наук / Цветков Михаил Юрьевич. - Иваново, 2008. - 28 с. 2. Махутов Н. А. Конструкционная прочность ресурс и техногенная безопасность / Н. А. Махутов - Новосибирск: Наука, 2005. - 494 с. 3. Владимиров В. А. Катастрофы и экология / В. А. Владимиров; М-во Рос. Федерации по делам гражд. обороны, чрезвычайн. ситуациям и ликвидации последствий стихийных бедствий, Центр стратег. исслед. гражд. защиты. - Москва: Контакт-культура, 2000. - 379,[1]с. 4. Иванов К. С. Воздействие автомобильных шин на окружающую среду от добычи сырья до утилизации / К. С. Иванов, Т. Б. Сурикова // МГТУ "МАМИ", Материалы международной научно-технической конференции ААИ "Автомобиле - и тракторостроение в России: приоритеты развития и подготовка кадров", посвященной 145-летию МГТУ "МАМИ". 5. Соколов М. В. Методология расчета и проектирования оборудования для производства длинномерных профильных резинотехнических заготовок заданного качества: монография / М. В. Соколов [и др.]. - М.: Машиностроение, 2009. - 352 c. 6. Полянский С. Н. Использование ультразвука при девулканизации методом экструзии / С. Н. Полянский, М. М. Николюкин, М. В. Соколов // Проблемы техногенной безопасности и устойчивого развития: сборник научных статей молодых ученых и студентов / Тамб. гос. техн. ун-т. - Тамбов, 2011. - Вып. II. - С. 141 - 144.
Похожие статьи
-
Принципиально возможно использование промышленных отходов в следующих основных направлениях: 1. Рекультивация ландшафтов, планировка территорий, отсыпка...
-
Методы очистки подземных вод от нитратов и нитритов
Введение Анализ эффективности работы водоочистных станций населенных пунктов Казахстана показал невозможность получения ими нормативного качества...
-
Основные направления безотходной и малоотходной технологии - Переработка и использование отходов
"По мере развития современного производства с его масштабностью и темпами роста все большую актуальность приобретают проблемы разработки и внедрения мало...
-
20-е столетие характеризовалось интенсивным ростом населения Земли, развитием урбанизации. Появились города-гиганты с населением более 10-ти млн....
-
ВВЕДЕНИЕ - Аспекты использования водных ресурсов
В деятельности человека вода находит самое широкое приме-нение. Вода -- это материал, используемый в промышленности и входящий в состав различных видов...
-
В связи с тем, что обувная фабрика № 1 потребляет большое количество воды на технологические нужды и является источником загрязнения водоемов, проблема...
-
Понятие отходов и обращения с отходами Все то, что добывается, производится и потребляется, рано или поздно превращается в отходы. Отходами называются...
-
20-е столетие характеризуется интенсивным ростом населения Земли, развитием урбанизации. Появились города-гиганты с населением более 10-ти млн. человек....
-
Солнечная энергия - Исследование экономических особенностей использования природных ресурсов
Один из источников энергии - Солнце. По классификации астрономов, Солнце - желтый карлик очень "средняя" для Галактики звезда по своим параметрам: массе,...
-
Биологический метод - Рациональное использование водных ресурсов
Среди методов очистки сточных вод большую роль должен сыграть биологический метод, основанный на использовании закономерностей биохимического и...
-
Пути экологической реабилитации - Методы и технологии экологической реабилитации
Можно сколько угодно говорить о вредном производстве, о загрязнении окружающей среды, это не даст большого эффекта. К основным причинам можно отнести...
-
Методы расчета нормативов образования отходов - Отходы промышленные и бытовые
В проекте нормативов образования отходов и лимитов на их размещения (ПНООЛР) приводятся обоснования годовых нормативов образования конкретных видов...
-
Методы очистки воды - Способы очистки питьевой воды
В реках и других водоемах происходит естественный процесс самоочищения воды. Однако он протекает медленно. Пока промышленно - бытовые сбросы были...
-
Рециклинг представляет собой процесс возврата полезного мусора в жизненный круговорот. Сам термин рециклингимеет корни из английского языка. Он связывает...
-
Решение задач, намеченных программой исследований, осуществлялось путем постановки производственных опытов на типичных для Республики Беларусь...
-
В последние десятилетия в Европе уделяется большое внимание проблемам, связанным с образованием и утилизацией отходов, в частности твердых бытовых и...
-
Вермикуляция как способ утилизации органических отходов
В начале третьего тысячелетия как никогда ранее проявилось главное противоречие нашей эпохи: противоречие между потребностямиобщества в жизнеобеспечении...
-
Очистка сточных вод методом флотации - Методы очистки воды
Под флотацией (от французского flotter -- плавать) понимают расщепление твердых микрочастиц с разной смачиваемостью. Это несмачиваемые водой...
-
Ключевым классифицирующим признаком отходов является "происхождение отходов". В Законе Республики Беларусь "Об обращении с отходами" в статье 15...
-
Экологическая безопасность в системе обеспечения качества жизни населения региона
Проблемы экологической безопасности являются актуальными в современном мире как с позиции сохранения эко - и биобаланса окружающей среды, так и с позиции...
-
Современное и перспективное использование вод повышенной минерализации - Водные ресурсы
Как было показано, запасы пресных вод на планете сокращаются. В ряде районов земного шара, в которых потребность в пресной воде ранее удовлетворялась,...
-
Задача очистки вредных сбросов не менее, а даже более сложна и масштабна, чем очистка промышленных выбросов. В отличие от рассеивания выбросов в...
-
Сущность экологической безопасности и ее влияние на развитие в условиях глобализации
Сущность экологической безопасности и ее влияние на развитие в условиях глобализации А. Т. Мухаметрахимова Международная Экологическая Безопасность...
-
Современные темпы экономического развития обострили проблему ограниченности природных ресурсов. Возникла необходимость повышения экологических требований...
-
Обезвреживание и очистка сточных вод. Рациональное использование водных ресурсов - Основы экологии
В реках и других водоемах происходит естественный процесс самоочищения воды. Однако он протекает медленно. Пока промышленно-бытовые сбросы были невелики,...
-
Вывод. Рациональное использование экосистем - Экосистема и экосистемный метод в экологии
"Получение урожая" означает изъятие из экосистемы тех организмов или их частей, которые используются в пищу (или для иных целей). При этом желательно,...
-
Удаление нефти с помощью химических соединений - детергентов - нашло применение при разливах нефти на море. К детергентам относятся растворители и ПАВ,...
-
"Токсичные твердые промышленные отходы обезврежива-ют на специальных полигонах и сооружениях. Для предотвра-щения загрязнения почв и подземных вод отходы...
-
Заключение - Приемы повышения экологической безопасности специализированных мелиоративных систем
Анализируя результаты проведенных исследований по совершенствованию полива дождеванием, следует отметить, что в результате сельскохозяйственного...
-
Прогнозирование природопользования. - Особенности системы управления природопользованием
В основе всех разрабатываемых программ лежит научное эколого-экономическое прогнозирование, основная цель которого определение взаимосвязей экологических...
-
Методы переработки отходов - Экологические аспекты безопасности жизнедеятельности
Методами переработки отходов является: промежуточное хранение отходов, сортировка, компостирование, термический метод, вторичная переработка,...
-
Методы утилизации и захоронения отходов - Экологические аспекты безопасности жизнедеятельности
Методы и средства утилизации и ликвидации отходов зависят от их токсичности, физического и химического состава и объемов. Наиболее значительная по объему...
-
Повышение уровня жизни, особенно в европейских странах, привело к изменению отношения потребителя к пищевой продукции. Потребитель становится все более...
-
Отходы производства -- это остатки сырья, материалов, полуфабрикатов химических соединений, образовавшиеся при производстве продукции или выполнении...
-
Защита водоемов от загрязнений сточными водами, Методы очистки сточных вод - Охрана водных ресурсов
Степень очистки и условия выпуска сточных вод в водоемы регламентируют специальные "Правила охраны поверхностных вод от загрязнения сточными водами"....
-
Метод оценки жизненного в управлении отходами Концепция ОЖЦ как инструмента экологического менеджмента Оценка жизненного цикла может быть определена, как...
-
Особенности и примеры применения ОЖЦ - Методы управления отходами горного производства
Сегодня существуют различные методы анализа экологических систем, например оценка экологического риска, оценка экологической эффективности, экологический...
-
Попадая в окружающую среду, ископаемые углеводороды, в частности нефть и продукты ее переработки, не только губят флору и фауну, но и наносят прямой вред...
-
Вывод: - Методы управления отходами горного производства
Горное производство является существенными источником нарушения и загрязнения всех элементов биосферы. При добыче и переработки полезных ископаемых...
-
Хлорные хозяйства водопроводных станций постоянно контролируются федеральной службой технического надзора (Госгортехнадзором России, а именно, его...
Непрерывная девулканизация резиновой крошки с использованием ультразвука как метод повышения техногенной безопасности